Metal Alloys
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Materials Technology – Placement
MATERIAL TECHNOLOGY 01. An eutectoid steel consists of A. Wholly pearlite B. Pearlite and ferrite C. Wholly austenite D. Pearlite and cementite ANSWER: A 02. Iron-carbon alloys containing 1.7 to 4.3% carbon are known as A. Eutectic cast irons B. Hypo-eutectic cast irons C. Hyper-eutectic cast irons D. Eutectoid cast irons ANSWER: B 03. The hardness of steel increases if it contains A. Pearlite B. Ferrite C. Cementite D. Martensite ANSWER: C 04. Pearlite is a combination of A. Ferrite and cementite B. Ferrite and austenite C. Ferrite and iron graphite D. Pearlite and ferrite ANSWER: A 05. Austenite is a combination of A. Ferrite and cementite B. Cementite and gamma iron C. Ferrite and austenite D. Pearlite and ferrite ANSWER: B 06. Maximum percentage of carbon in ferrite is A. 0.025% B. 0.06% C. 0.1% D. 0.25% ANSWER: A 07. Maximum percentage of carbon in austenite is A. 0.025% B. 0.8% 1 C. 1.25% D. 1.7% ANSWER: D 08. Pure iron is the structure of A. Ferrite B. Pearlite C. Austenite D. Ferrite and pearlite ANSWER: A 09. Austenite phase in Iron-Carbon equilibrium diagram _______ A. Is face centered cubic structure B. Has magnetic phase C. Exists below 727o C D. Has body centered cubic structure ANSWER: A 10. What is the crystal structure of Alpha-ferrite? A. Body centered cubic structure B. Face centered cubic structure C. Orthorhombic crystal structure D. Tetragonal crystal structure ANSWER: A 11. In Iron-Carbon equilibrium diagram, at which temperature cementite changes fromferromagnetic to paramagnetic character? A. -

Malleable Iron Pipe Fittings 150 Lb & 300 Lb Malleable Iron Pipe Fittings Specifications
® CORPORATE OFFICE TEL (800) 766-0076 LOCAL (323) 890-4455 FAX (323) 890-4456 WWW.SMITHCOOPER.COM Malleable Iron Pipe Fittings 150 lb & 300 lb Malleable Iron Pipe Fittings Specifications • Manufacturing facilities are ISO 9001:2000 and ISO 14001 • Class 150 China fittings are UL listed and FM approved at 300 PSI • Class 300 China fittings are UL listed ® • Malleable castings conform to ASTM A197 • Hot-dipped galvanized fittings conform to ASTM A153 • Malleable fitting dimensions conform to ASME B16.3 • Malleable bushings, plugs and locknuts conform to ASME B16.14 • Malleable unions conform to ASME B16.39 • NPT threads on all fittings conform to ASME B1.20.1 • Independent lab verification that fittings meet applicable chemical & physical properties SCI Quality Plus • Quality control inspections both at the overseas factory and our US warehouses • All fittings 100% tested under water • Company engineer available at your request • $10,000,000 product liability insurance • SCI trademark logo on each fitting • SCI 5/50 guarantee • Pro Pak System makes products easier to handle and warehouse • Orders shipped with in 24 hours • Fax confirmation of every order • Knowledgeable customer service personnel Warranty and Limitations of Liability SMITH-COOPER INTERNATIONAL (SCI) warrants to its initial purchaser only, that its products which are delivered to this initial purchaser will be of the kind described in the order or price list and will be free of defects in workmanship or material for a period of five years from the date of delivery to our -
PVF Product Guide
Product Guide Pipes, Valves, Fittings plus Threaded Rod, Strut, Hangers & Accessories 1-800-849-3900 www.dillonsupply.com Index Pipe Fittings, Threaded � � � � � � � � � � � � � � � � � 2 Weld Fittings � � � � � � � � � � � � � � � � � � � � � � � � � � � 17 Traps and Strainers � � � � � � � � � � � � � � � � � � � � � 26 Bushings, Double Tap Tank � � � � � � � � � � � � � � � � � 2 Carbon Steel, Global � � � � � � � � � � � � � � � � � � � � � 17 Steam Trap, Thermo-dynamic, Bushings, Hex � � � � � � � � � � � � � � � � � � � � � � � � � � � � 2 Forged Steel Socket Weld 3000#, Import � � � 18 Spirax-Sarco � � � � � � � � � � � � � � � � � � � � � � � � � � 26 Caps � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 3 Steam Trap, Universal Thermo-dynamic, 19 Couplings � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 5 Flanges and Flange Gaskets � � � � � � � � � � � Spirax-Sarco � � � � � � � � � � � � � � � � � � � � � � � � � � 26 Couplings, Reducing � � � � � � � � � � � � � � � � � � � � � � 6 Flange, Carbon Steel, Import � � � � � � � � � � � � � � 19 Strainers, Cast Iron, Spirax-Sarco � � � � � � � � � 26 Crosses � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 7 Flange, Floor � � � � � � � � � � � � � � � � � � � � � � � � � � � � 19 Universal Steam Trap Connectors, 26 Elbows, 45 � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 8 Flange Gasket, Bolt and Nut Kit � � � � � � � � � � � � 20 Spirax-Sarco � � � � � � � � � � � � � � � � � � � � � � � � � � Elbows, 90 -

Malleable Iron Pipe Fittings from China
CONTENTS Page Determination ....................................................................................................................... 1 Views of the Commission ....................................................................................................... 3 Information obtained in this review ..................................................................................... I-1 Background ................................................................................................................................ I-1 Responses to the Commission’s notice of institution ............................................................... I-1 Individual responses .............................................................................................................. I-1 Party comments on adequacy ............................................................................................... I-2 The original investigation and subsequent reviews .................................................................. I-3 The original investigation ...................................................................................................... I-3 The first five-year review ....................................................................................................... I-3 The second five-year review .................................................................................................. I-4 Previous and related investigations ......................................................................................... -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -
Engineering Materials and Processes Lecture 4 – Crystal Structure of Metals
Engineering Materials and Processes Lecture 4 – Crystal Structure of Metals Grains after acid etching: Wikipedia Crystal Structure of Metals Reference Text Section Higgins RA & Bolton, 2010. Materials for Engineers and Technicians, Ch 4 5th ed, Butterworth Heinemann Additional Readings Section Sheedy, P. A, 1994. Materials : Their properties, testing and selection Ch 1 Callister, W. Jr. and Rethwisch, D., 2010, Materials Science and Ch 3 Engineering: An Introduction, 8th Ed, Wiley, New York. Engineering Materials and Processes Crystal Structure of Metals Crystals are the lattice structure that metal atoms form when they become solid. In engineering, crystals of metal are called grains. Grains in cast aluminium www.spaceflight.esa.int Engineering Materials and Processes Solid, Liquid, Gas Everything can exist as either solid, liquid or gas. (state). This depends on temperature and pressure. Mercury freezes at -9°C and boils (to form a gas or vapour) at 357°C at 1 atm. Liquid Mercury: Wikipedia At the other end of the scale, tungsten melts at 3410°C and ° Mercury vapour streetlights: theage.com.au boils at 5930 C. Engineering Materials and Processes Classification of Materials by State • Solid: Rigid structure of atoms (or molecules). A regular pattern of atoms is called a crystal (ceramics) or a grain (metals). Random is called amorphous (some plastics). Low temperature all materials freeze (become solid). • Liquid: A liquid is a substance that flows (fluid) but does not compress easily. Solids become liquid when heated to their melting point (fusion) • Gas: A gas is a compressible fluid, that expands to fill its container. At high temperature all materials vapourise to a gas. -
Unit 11 - Week 10
24/07/2018 Phase Diagrams in Materials Science and Engineering - - Unit 11 - Week 10 X [email protected] ▼ Courses » Phase Diagrams in Materials Science and Engineering Announcements Course Ask a Question Progress Mentor Unit 11 - Week 10 Course outline Week 10 Assignment 10 The due date for submitting this assignment has passed. Due on 2016-04-04, 23:55 IST. How to access the portal Submitted assignment Week 1 Week 2 1) In gray cast iron,carbon is present in the form of 2 points Week 3 cementite flakes Week 4 free carbon Week 5 spheroids No, the answer is incorrect. Week 6 Score: 0 Week 7 Accepted Answers: flakes Week 8 2) White cast iron contains carbon in the form of 2 points Week 9 free carbon flakes Week 10 cementite Lecture 40 : ferrite Alloyed Cast Iron No, the answer is incorrect. Score: 0 Lecture 41 : Phase Diagram Accepted Answers: for different cementite Solid State Reaction 3) Annealing of white cast iron results in production of 2 points Lecture 42 : malleable iron Phase Diagram of Ceramic nodular iron gray iron Lecture 43 : Ternary Phase none of the above Diagram-I No, the answer is incorrect. Lecture 44 : Score: 0 Ternary Phase Accepted Answers: Diagram-II malleable iron Quiz : Week 10 Assignment 10 4) Grey cast iron 2 points Week 11 Contains 1.7 to 3.5 % carbon in free state and is obtained by the slow cooling of molten cast iron Week 12 is also known as chilled cast iron is obtained by cooling rapidly https://onlinecourses.nptel.ac.in/noc16_mm05/unit?unit=93&assessment=100 1/4 24/07/2018 Phase Diagrams in Materials Science and Engineering - - Unit 11 - Week 10 is produced by annealing process. -

Heat Treatment and Properties of Iron and Steel
National Bureau of Standards Library, N.W. Bldg NBS MONOGRAPH 18 Heat Treatment and Properties of Iron and Steel U.S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS THE NATIONAL BUREAU OF STANDARDS Functions and Activities The functions of the National Bureau of Standards are set forth in the Act of Congress, March 3, 1901, as amended by Congress in Public Law 619, 1950. These include the development and maintenance of the national standards of measurement and the provision of means and methods for making measurements consistent with these standards; the determination of physical constants and properties of materials; the development of methods and instruments for testing materials, devices, and structures; advisory services to government agencies on scientific and technical problems; inven- tion and development of devices to serve special needs of the Government; and the development of standard practices, codes, and specifications. The work includes basic and applied research, develop- ment, engineering, instrumentation, testing, evaluation, calibration services, and various consultation and information services. Research projects are also performed for other government agencies when the work relates to and supplements the basic program of the Bureau or when the Bureau's unique competence is required. The scope of activities is suggested by the listing of divisions and sections on the inside of the back cover. Publications The results of the Bureau's work take the form of either actual equipment and devices or pub- lished papers. -
Cast Iron Is the Name Given to Those Ferrous Metals Containing More Than 1.7% Carbon
INTRODUCTION Cast iron is the name given to those ferrous metals containing more than 1.7% carbon. Cast irons like steels, are basically alloys of iron and carbon. Cast irons contain more than 2 percent carbon. Most commercially manufactured types are in the range of 2.5 to 4 percent carbon. CAST IRON SKILLET ASTM-888 CAST IRON PIPE COMPOSITION All cast irons contain more than 2% C. Cast iron is the alloy of carbon with 1.7 to 4.5% carbon and 0.5 to 3% silicon. But in some alloy it has Manganese 0.5 to 1.0%, Phosphorous 0.1 to 0.9 %, & Sulphur 0.07 to 0.10%. STRUCTURE It have a matrix structure which may be established either during cooling from the molten state ( as cast condition) or as a result of heat treatment. The main component of cast iron are Iron, carbon, silicon. TYPES OF CAST IRON The best method of classifying cast iron is according to metallographic structure. There are four variables to be considered which lead to the different types of cast iron. Some variables may control the condition of the carbon and also its physical form. The types of cast iron are as follows: 1. White Cast Iron 2. Malleable Cast Iron 3. Gray Cast Iron 4. Chilled Cast Iron 5. Nodular Cast Iron 6. Alloy Cast Iron 1. WHITE CAST IRON It is the cast iron in which all the cast iron in the combined form as cementite. All white cast iron are hypoeutectic. In the figure the alloy at “x” exists as a uniform liquid solution of carbon dissolved in liquid iron. -

The Effect of Nickel Upon the Stability of Iron Carbide and Upon the Microscopic Structure of White Cast Iron Compositions Milo J
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1927 The effect of nickel upon the stability of iron carbide and upon the microscopic structure of white cast iron compositions Milo J. Stutzman Iowa State College Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Physical Chemistry Commons Recommended Citation Stutzman, Milo J., "The effect of nickel upon the stability of iron carbide and upon the microscopic structure of white cast iron compositions" (1927). Retrospective Theses and Dissertations. 14683. https://lib.dr.iastate.edu/rtd/14683 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. INFORMATION TO USERS This manuscript has been reproduced from the microfilm master. UMI films the text directly from the original or copy submitted. Thus, some thesis and dissertation copies are in typewriter face, while others may be from any type of computer printer. The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleedthrough, substandard margins, and improper alignment can adversely affect reproduction. In the unlikely event that the author did not send UMI a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyright material had to be removed, a note will indicate the deletion. -
Iron Classification Codes and Characteristics
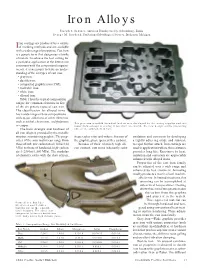
Iron Alloys Joseph S. Santner, American Foundry Society, Schaumburg, Illinois George M. Goodrich, Professional Metallurgical Services, Buchanan, Michigan ron castings are produced by a variety Iof molding methods and are available with a wide range of properties. Cast iron is a generic term that designates a family of metals. To achieve the best casting for a particular application at the lowest cost consistent with the component’s require- ments, it is necessary to have an under- standing of the six types of cast iron: • gray iron; • ductile iron; • compacted graphite iron (CGI); • malleable iron; • white iron; • alloyed iron. Table 1 lists the typical composition ranges for common elements in fi ve of the six generic types of cast iron. The classification for alloyed irons has a wide range of base compositions with major additions of other elements, such as nickel, chromium, molybdenum This gray iron manifold for wheel loaders was developed by the casting supplier and cus- or copper. tomer from concept-to-casting in less than one month. The new design cut the processing The basic strength and hardness of time of the component in half. all iron alloys is provided by the metallic structures containing graphite. The prop- shape (sphericity) and volume fraction of oxidation and corrosion by developing erties of the iron matrix can range from the graphite phase (percent free carbon). a tightly adhering oxide and subscale those of soft, low-carbon steel (18 ksi/124 Because of their relatively high sili- to repel further attack. Iron castings are MPa) to those of hardened, high-carbon con content, cast irons inherently resist used in applications where this resistance steel (230 ksi/1,586 MPa). -

Microstructure of Ferrous Alloys By: George Vander Voort
Published by Buehler, a division of Illinois Tool Works Volume 3, Issue 7 Microstructure of Ferrous Alloys By: George Vander Voort Introduction for revealing ferrite in a martensite matrix and for revealing ferrite The microstructure of iron-based alloys is very complicated and grain boundaries in low-carbon steels. Picral is better for revealing diverse, being influenced by composition, homogeneity, processing the cementite in ferritic alloys and the structure of ferrite-cementite and section size. Microstructures of castings look different than constituents, pearlite and bainite. Nital and picral both dissolve those of wrought products, even of the same composition and if ferrite but nital’s dissolution rate is a function of crystal orientation given the same heat treatment. In general, it is easiest to identify while picral’s rate is uniform. Aqueous sodium metabisulfite reveals heat-treated structures after transformation and before tempering. ferrite grain boundaries, will color some of the ferrite grains (some For example, if a mixed microstructure of bainite and martensite stay white), reveals pearlite and bainite much like picral but also is formed during quenching, these constituents will become more etches martensite nicely, as-quenched or tempered. Other reagents difficult to identify reliably as the tempering temperature given the have their uses, especially when dealing with higher alloy grades, product increases towards the lower critical temperature. Further, such as tool steels and stainless steels, or when trying to selectively while ferrous metallographers tend to use nital almost exclusively reveal certain constituents or prior-austenite grain boundaries. for etching, nital is not always the best reagent to use to properly Etchants for steels are listed in many standard textbooks and reveal all microstructures.