Microstructure of Ferrous Alloys By: George Vander Voort
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Bainite - from Nano to Macro Symposium on Science and Application of Bainite 1/2 June 2017 Dorint Hotel, Wiesbaden, Germany
Bainite - from nano to macro Symposium on science and application of Bainite 1/2 June 2017 Dorint Hotel, Wiesbaden, Germany Honoring Professor Sir Harshad K. D. H. Bhadeshia Proceedings Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Copyright © 2017 Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik e. V. All rights reserved. No part of the contents of this publication may be reproduced or transmitted in any form by any means without the written permission of the publisher. Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik e. V. Paul-Feller-Str. 1 28199 Bremen Germany www.awt-online.org image sources: bulk nanostructured steel (coloured micrograph) Source: Garcia-Mateo, Caballero, Bhadeshia; Dorint Hotels & Resorts; Harshad K. D. H. Bhadeshia; Wiesbaden Marketing GmbH. Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 International Committee H. Altena (Austria) S. Denis (France) I. Felde (Hungary) B. Haase (Germany) S. Hock (UK) P. Jacquot (France) Ch. Keul (Germany) B. Kuntzmann (Switzerland) V. Leskovśek (Slovenia) K. Löser (Germany) S. Mackenzie (USA) D. Petta (Italy) H.-W. Raedt (Germany) R. Schneider (Austria) B. Smoljan (Croatia) P. Stolař (Czech Republic) G. Totten (USA) E. Troell (Sweden) B. Vandewiele (Belgium) H.-J. Wieland (Germany) Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Sponsors of Bainite – from nano to macro Bainite – from nano to macro, Wiesbaden (Germany), 1/2 June 2017 Foreword Bainite – from nano to macro Symposium on science and application of bainite honoring Prof. Sir Harshad K. D. H. Bhadeshia, Tata Professor for Metallurgy and Director of SKF University Technology Center at the University Cambridge, UK and Professor for Computational Metallurgy at Pohang University of Science and Technology, Korea. -
Ferrite / Ceramic Data Sheet
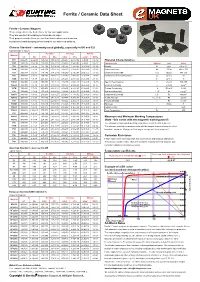
Ferrite / Ceramic Data Sheet Ferrite / Ceramic Magnets These magnets are the best choice for low cost applications. They are excellent at resisting corrosion due to water. Their properties make them an excellent choice when used in motors, loudspeakers and clamping devices and for use with reed switches. Chinese Standard - commonly used globally, especially in UK and EU Typical Range of Values Br Hc (Hcb) Hci (Hcj) BHmax Material mT kG kA/m kOe kA/m kOe kJ/m3 MGOe Y8T 200-235 2.0-2.35 125-160 1.57-2.01 210-280 2.64-3.52 6.5-9.5 0.8-1.2 Physical Characteristics Y10T 200-235 2.0-2.35 128-160 1.61-2.01 210-280 2.64-3.52 6.4-9.6 0.8-1.2 Characteristic Symbol Unit Value Y20 320-380 3.2-3.8 135-190 1.70-2.39 140-195 1.76-2.45 18.0-22.0 2.3-2.8 Density D g/cc 4.9 to 5.1 Y22H 310-360 3.1-3.6 220-250 2.76-3.14 280-320 3.52-4.02 20.0-24.0 2.5-3.0 Vickers Hardness Hv D.P.N 400 to 700 Y23 320-370 3.2-3.7 170-190 2.14-2.39 190-230 2.39-2.89 20.0-25.5 2.5-3.2 Compression Strength C.S N/mm2 680-720 Y25 360-400 3.6-4.0 135-170 1.70-2.14 140-200 1.76-2.51 22.5-28.0 2.8-3.5 Coefficient of Thermal Expansion C// 10-6/C 15 Y26H 360-390 3.6-3.9 220-250 2.76-3.14 225-255 2.83-3.20 23.0-28.0 2.9-3.5 C^ 10-6/C 10 Y26H-1 360-390 3.6-3.9 200-250 2.51-3.14 225-255 2.83-3.20 23.0-28.0 2.9-3.5 Specific Heat Capacity c J/kg°C 795-855 Y26H-2 360-380 3.6-3.8 263-288 3.30-3.62 318-350 4.00-4.40 24.0-28.0 3.0-3.5 Electrical Resistivity r m Ω.cm 1x1010 Y27H 370-400 3.7-4.0 205-250 2.58-3.14 210-255 2.64-3.20 25.0-29.0 3.1-3.6 Thermal Conductivity k W/cm°C 0.029 Y28 370-400 3.7-4.0 175-210 2.20-2.64 180-220 2.26-2.76 26.0-30.0 3.3-3.8 Modulus of Elasticity l / E Pa 1.8x1011 Y28H-1 380-400 3.8-4.0 240-260 3.02-3.27 250-280 3.14-3.52 27.0-30.0 3.4-3.8 Compression Strength C.S. -

High-Carbon Steels: Fully Pearlitic Microstructures and Applications
© 2005 ASM International. All Rights Reserved. www.asminternational.org Steels: Processing, Structure, and Performance (#05140G) CHAPTER 15 High-Carbon Steels: Fully Pearlitic Microstructures and Applications Introduction THE TRANSFORMATION OF AUSTENITE to pearlite has been de- scribed in Chapter 4, “Pearlite, Ferrite, and Cementite,” and Chapter 13, “Normalizing, Annealing, and Spheroidizing Treatments; Ferrite/Pearlite Microstructures in Medium-Carbon Steels,” which have shown that as microstructure becomes fully pearlitic as steel carbon content approaches the eutectiod composition, around 0.80% carbon, strength increases, but resistance to cleavage fracture decreases. This chapter describes the me- chanical properties and demanding applications for which steels with fully pearlitic microstructures are well suited. With increasing cooling rates in the pearlite continuous cooling trans- formation range, or with isothermal transformation temperatures ap- proaching the pearlite nose of isothermal transformation diagrams, Fig. 4.3 in Chapter 4, the interlamellar spacing of pearlitic ferrite and cementite becomes very fine. As a result, for most ferrite/pearlite microstructures, the interlamellar spacing is too fine to be resolved in the light microscope, and the pearlite appears uniformly dark. Therefore, to resolve the inter- lamellar spacing of pearlite, scanning electron microscopy, and for the finest spacings, transmission electron microscopy (TEM), are necessary to resolve the two-phase structure of pearlite. Figure 15.1 is a TEM mi- crograph showing very fine interlamellar structure in a colony of pearlite from a high-carbon steel rail. This remarkable composite structure of duc- © 2005 ASM International. All Rights Reserved. www.asminternational.org Steels: Processing, Structure, and Performance (#05140G) 282 / Steels: Processing, Structure, and Performance tile ferrite and high-strength cementite is the base microstructure for rail and the starting microstructure for high-strength wire applications. -

UDDEHOLM STAVAX® ESR © UDDEHOLMS AB No Part of This Publication May Be Reproduced Or Transmitted for Commercial Purposes Without Permission of the Copyright Holder
UDDEHOLM STAVAX® ESR © UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties of the products described or a warranty for fitness for a particular purpose. Classified according to EU Directive 1999/45/EC For further information see our “Material Safety Data Sheets”. Edition 11, 05.2013 The latest revised edition of this brochure is the English version, SS-EN ISO 9001 which is always published on our web site www.uddeholm.com SS-EN ISO 14001 UDDEHOLM STAVAX ESR UDDEHOLM STAVAX ESR Uddeholm Stavax ESR is a premium stainless mould steel for small and medium inserts and cores. Uddeholm Stavax ESR combines corrosion and wear resistance with excellent polishability, good machinability and stability in hardening. Mould maintenance requirement is reduced by assuring that core and cavity surfaces retain their original finish over extended operating periods. When compared with non stainless mould steel, Uddeholm Stavax ESR offers lower production costs by maintaining rust free cooling channels, assuring consistent cooling and cycle time. This classic stainless tool steel is the right choice when rust in production is unacceptable and where requirements for good hygiene are high, as within the medical industry, optical industry and for other high quality transparent parts. Uddeholm Stavax ESR is a part of the Uddeholm Stainless Concept 3 UDDEHOLM STAVAX ESR General Applications Uddeholm Stavax ESR is a premium grade Uddeholm Stavax ESR is recommended for all stainless tool steel with the following proper- types of moulding tools and its special proper- ties: ties make it particularly suitable for moulds •good corrosion resistance with the following demands: •excellent polishability • Corrosion/staining resistance, i.e. -

2000 Stainless Steels: an Introduction to Their Metallurgy and Corrosion
Dairy, Food and Environmental Sanitation, Vol. 20, No. 7, Pages 506-517 Copyright© International Association for Food Protection, 6200 Aurora Ave., Suite 200W, Des Moines, IA 50322 Stainless Steels: An Introduction to Their Metallurgy and Corrosion Resistance Roger A. Covert and Arthur H. Tuthill* and why they sometimes do not. In most cases, selection of the proper stainless steel leads to satisfactory performance. COMPOSITION, NOMEN- CLATURE AND GENERAL PROPERTIES Most metals are mixtures of a primary metallic element and one or more intentionally added other ele- This article has been peer-reviewed by two professionals. ments. These mixtures of elements are called alloys. Stainless steels are alloys, as are brasses (copper + zinc), bronzes (copper + tin), the many alu- INTRODUCTION better understanding of stainless minum alloys, and many other me- Worldwide, in industry, in busi- steels, especially to the non-metal- tallic materials. In general, solid ness and in the home, metals called lurgist. metals and alloys consist of randomly stainless steels are used daily. It is Industries are concerned with oriented grains that have a well-de- important to understand what these integrity of equipment and product fined crystalline structure, or lattice, materials are and why they behave purity. To achieve these, stainless within the grains. In stainless steels, the way they do. This is especially steels are often the economical and the crystalline structures within the true because the word “stainless” is practical materials of choice for pro- grains have been given names such as itself somewhat of a misnomer; these cess equipment. However, before ferrite, austenite, martensite, or a materials can stain and can corrode intelligent decisions can be made mixture of two or more of these. -

Carbon Steel
EN380 12-wk Exam Solution Fall 2019 Carbon Steel. 1. [19 pts] Three compositions of plain carbon steel are cooled very slowly in a turned-off furnace from ≈ 830◦C (see phase diagram below). For each composition, the FCC grains of γ−austenite (prior to transformation) are shown in an optical micrograph of the material surface. Sketch and label the phases making up the microstructures present in the right hand micrograph just after the austenite has completed transformation (note: the gray outlines of the prior γ grains may prove helpful). (a) [4 pts] C0 = 0:42% C (by wt). 830◦C 726◦C EN380 12-wk Exam Solution Page 1 Fall 2019 EN380 12-wk Exam Solution Fall 2019 (b) [4 pts] C0 = 0:80% C (by wt). 830◦C 726◦C (c) [4 pts] C0 = 1:05% C (by wt). 830◦C 726◦C (d) [7 pts] For the composition of part (c), C0 = 1:05% C (by wt), calculate the fraction of the solid that is pearlite at 726◦C. CF e3C − C0 6:67% − 1:05% Wpearlite = Wγ at 728◦C = = = 95:74% Pearlite CF e3C − Cγ 6:67% − 0:8% EN380 12-wk Exam Solution Page 2 Fall 2019 EN380 12-wk Exam Solution Fall 2019 2. [11 pts] Write in the correct term for each of the following related to carbon steels[1 pt each] (terms will be used exactly once): This material features carbon content in excess of Cast Iron 2:0% and is known for its excellent hardness, wear resistance, machinability and castability. -

A TWO DIMENSIONAL FERRITE-CORE MEMORY Bv M
A TWO DIMENSIONAL FERRITE-CORE MEMORY Bv M. M. FAROOQUI, S. P. SKiVASTAVA AND R. N. NEOGI (Tata Institute of Fundamental Research, Bomba),) Received January t0, 1957 (Communicated by Prof. Bernard P ABS'IXACT This paper describes a two dimensional matrix memory using ferrite- cores. A urtit consisting of 100 words of I 1 binary digits each has been cortstructed for parallel operation. The word drive is from a biasr switch-core matrix, while the digit drive makes use of pulse--trans- formers. Logic and circuit techniques enable high discrimination bet- ween wanted and unwanted signals. A semi-automatic method for testing the memory cores is also described. INTRODUCTION THE potentiality of magnetie fer¡ with a rectangular hysteresis loop as binary storage elements for digital computer was realised earlier by Forrester. x Later, Papian% s and almost simultaneously Rajchman4, ~ showed the practicability of such a system by successfully operating memories of fairly large capacity. This paper describes a modest attempt in this direction. A memory of I00 words, 11 bits each, has beca constructed to operate with a smaU digital computer at the Tata institute of Fundamental Research, Bombay. THE PRINClPLE OF OPERATION OF THE MEMORY The two stable states required for sto¡ binary information in magnetic cores ate the states of positive and negative magnetisation. These are the states corresponding to the position A0 and Ax on the hysteresis loop and can be termed as the 0- and the 1-states respectively (Fig. 2). Con- sider a number of sucia cores with ah ideaUy rectangular hysteresis character- istic, arranged in rows and columns in the form of a matrix. -

A New Maraging Stainless Steel with Excellent Strength–Toughness–Corrosion Synergy
materials Article A New Maraging Stainless Steel with Excellent Strength–Toughness–Corrosion Synergy Jialong Tian 1,2, Wei Wang 2,*, M. Babar Shahzad 2, Wei Yan 2, Yiyin Shan 2, Zhouhua Jiang 3 and Ke Yang 2 1 School of Materials Science and Engineering, Northeastern University, Shenyang 110004, China; [email protected] 2 Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China; [email protected] (M.B.S.); [email protected] (W.Y.); [email protected] (Y.S.); [email protected] (K.Y.) 3 School of Metallurgy, Northeastern University, Shenyang 110004, China; [email protected] * Correspondence: [email protected]; Tel.: +86-24-8397-8745 Received: 17 October 2017; Accepted: 8 November 2017; Published: 10 November 2017 Abstract: A new maraging stainless steel with superior strength–toughness–corrosion synergy has been developed based on an innovative concept of alloy design. The high strength–toughness combination is achieved by forming dispersive nano-sized intermetallic compounds in the soft lath martensitic matrix with a slight amount of residual austenite. The good corrosion resistance is guaranteed by exactly controlling the Co content based on understanding the synergistic effect between Co and Cr. The fine structure characteristics of two dominant strengthening precipitations including Ni3Ti and Mo-rich phases were finely characterized associated with transmission electron microscope (TEM) and atom probe tomography (APT) analyses. The relationship among microstructure, strength and toughness is discussed. The precipitation mechanism of different precipitates in the new maraging stainless steel is revealed based on the APT analysis. Keywords: maraging stainless steel; alloy design; strength and toughness; corrosion resistance; atomic probe tomography; precipitation mechanism 1. -

Role of Austenitization Temperature on Structure Homogeneity and Transformation Kinetics in Austempered Ductile Iron
Metals and Materials International https://doi.org/10.1007/s12540-019-00245-y Role of Austenitization Temperature on Structure Homogeneity and Transformation Kinetics in Austempered Ductile Iron M. Górny1 · G. Angella2 · E. Tyrała1 · M. Kawalec1 · S. Paź1 · A. Kmita3 Received: 17 December 2018 / Accepted: 14 January 2019 © The Author(s) 2019 Abstract This paper considers the important factors of the production of high-strength ADI (Austempered Ductile Iron); namely, the austenitization stage during heat treatment. The two series of ADI with diferent initial microstructures were taken into consideration in this work. Experiments were carried out for castings with a 25-mm-walled thickness. Variable techniques (OM, SEM, dilatometry, DSC, Variable Magnetic Field, hardness, and impact strength measurements) were used for investi- gations of the infuence of austenitization time on austempering transformation kinetics and structure in austempered ductile iron. The outcome of this work indicates that the austenitizing temperature has a very signifcant impact on structure homo- geneity and the resultant mechanical properties. It has been shown that the homogeneity of the metallic matrix of the ADI microstructure strongly depends on the austenitizing temperature and the initial microstructure of the spheroidal cast irons (mainly through the number of graphite nodules). In addition, this work shows the role of the austenitization temperature on the formation of Mg–Cu precipitations in ADI. Keywords Metals · Casting · ADI · Heat treatment · Mg2Cu particles 1 Introduction light/heavy trucks, construction and mining equipment, railroad, agricultural, gears and crankshafts, and brackets, Austempered ductile iron (ADI) belongs to the spheroidal among others [5–7]. In the literature, numerous papers have graphite cast iron (SGI) family, which is subjected to heat been published on ADI: particularly, on the numerical sim- treatment; i.e., austenitization and austempering. -
Ceramics Overview: Classification by Microstructure and Processing Methods
Clinical Ceramics overview: classification by microstructure and processing methods Edward A. McLaren 1 and Russell Giordano 2 Abstract The plethora of ceramic systems available today for all types of indirect restorations can be confusing and overwhelming for the clinician. Having a better understanding of them is important. In this article, the authors use classification systems based on microstructural components of ceramics and the processing techniques to help illustrate the various properties. Introduction component atoms, and may exhibit ionic or covalent Many different types of ceramic systems have been bonding. Although ceramics can be very strong, they are also introduced in recent years for all types of indirect extremely brittle and will catastrophically fail after minor restorations, from very conservative nonpreparation veneers, flexure. Thus, these materials are strong in compression but to multi-unit posterior fixed partial dentures and everything weak in tension. in between. Understanding all the different nuances of Contrast that with metals: metals are non-brittle (display materials and material processing systems is overwhelming elastic behaviour) and ductile (display plastic behaviour). This and can be confusing. This article will cover what types of is because of the nature of the interatomic bonding, which is ceramics are available based on a classification of the called metallic bonds; a cloud of shared electrons that can microstructural components of the ceramic. A second, easily move when energy is applied defines these bonds. This simpler classification system based on how the ceramics are is what makes most metals excellent conductors. Ceramics can processed will give the main guidelines for their use. be very translucent to very opaque. -

Texture and Microstructure
Texture and Microstructure • Microstructure contains far more than qualitative descriptions (images) of cross-sections of materials. • Most properties are anisotropic •it is important to quantitatively characterize the microstructure including orientation information (texture). In latin, textor means weaver In materials science, texture way in which a material is woven. Polycrystalline material is constituted from a large number of small crystallites (limited volume of material in which periodicity of crystal lattice is present). Each of these crystallites has a specific orientation of the crystal lattice. A randomly texture sheet A strongly textured sheet The cube texture (001) ND (Sheet Normal Direction) [100] RD (Sheet Rolling Direction) Crystallographic texture is the orientation distribution of crystallites in a polycrystalline material Texture :Metallurgists and Materials Scientists Fabric :Geologists and Mineralogists Preferred Orientation :Everybody Why textures? Texture influences the following properties: •Elastic modulus •Yield strength •Tensile ductility and strength •Formability •Fatigue strength •Fracture toughness •Stress corrosion cracking •Electrical and Magnetic properties Major fields of application A. Conventional • Aluminium industry • Steel industry • LC steels • Electrical steels • Titanium alloys • Zirconium base nuclear grade alloys B. Modern • High Tc superconductors • Thin films for semiconducting and magnetic devices • Bulk magnetic materials • Structural Ceramics • Polymers Beverage Cans Aluminium beverage -

Improvement in Mechanical Properties of C300 Maraging Steel by Application of VAR Process
ARTICLE IN PRESS Vacuum 82 (2008) 521–528 www.elsevier.com/locate/vacuum Improvement in mechanical properties of C300 maraging steel by application of VAR process Seyed Reza Elmi HoseiniÃ, Hosein Arabi, Hekmat Razavizadeh Department of Metallurgy and Materials Engineering, Iran University of Science and Technology, Narmak, Tehran, Iran Received 22 November 2006; received in revised form 1 August 2007; accepted 11 August 2007 Abstract The prime objective of this research was to improve the mechanical properties of C300 maraging steels originally cast in the vaccum induction melting (VIM) and AIM furnaces by application of vaccum arc remelting (VAR) process. For this purpose two sets of C300 maraging steel with different amounts of Ti were cast in two different types of furnaces. Three bars with 1, 1.5 and 2 wt% of Ti were produced in the argon induction melting (AIM) furnace and two bars with 0.65 and 1 wt% Ti in the VIM furnace. Then all of the bars were subjected to VAR process in order to study the effects of this process on the reduction of N and O gases and inclusions, hence improvement in the mechanical properties. The results show that the total reduction of N and O gases in the bars cast in the AIM furnace was up to 40%, the amounts of inclusions irrespective of their kind reduced up to 30% while ductility and impact energy increased up to 40%. However, these parameters in the bars cast in the VIM furnace changed as follows: total gas reduction decreased by 12%, ductility and impact energy increased by 30% and 47%, respectively.