Sustainable Barrier SBS Paperboard Coatings Using Co-Polymerized Shape Engineered Pigments" (2006)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
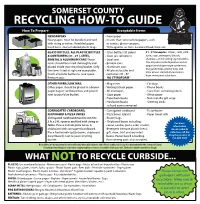
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -
What Notto Recycle Curbside
NEWSPAPERS • Newspaper Newspapers must be bundled and tied • Inserts that come w/newspapers, such with string or twine. Shredded paper as comics, glossy coupons, must be in clear or labeled plastic bags. TV/magazine sections & colored food/store ads GLASS BOTTLES, ALL PLASTIC BOTTLES • Glass bottles (all colors) #1 - #7 Examples: Water, soda, milk, & CONTAINERS (#1 - #7 ), STEEL, • Glass jars (all colors) juice, soap, detergent, bleach, BIMETAL & ALUMINUM CANS These • Steel cans shampoo and cleaning-agent bottles. items should be rinsed thoroughly and • Bimetal cans You may also include peanut butter, placed inside your recycling bucket. Only • Aluminum cans yogurt and diaper-wipe containers, margarine tubs, plastic trays and the items listed at right are acceptable. • All plastic bottles and clear plastic clamshell containers Crush all plastic bottles to save space. containers #1 - #7 from restaurant salad bars. Remove caps. NO STYROFOAM® OTHER PAPER/JUNK MAIL • Magazines • Catalogs Other paper should be placed in a brown • Writing/school paper • Phone books paper bag or cardboard box and placed • All envelopes • Store fliers w/mailing labels next to your blue bucket. • Copy paper • Office paper • Paperback books • Non-metallic gift wrap • Hardcover books • Greeting cards w/hard covers removed CORRUGATED CARDBOARD, • Corrugated cardboard • Tissue boxes CHIPBOARD & PIZZA BOXES • Pizza boxes (clean!) • Paper towel rolls Corrugated cardboard must be cut into • Brown bags 2 ft. x 2 ft. squares and tied with string or • Chipboard boxes including: twine. Please include pizza boxes & cereal, cookie, pasta, cake, cracker, chipboard with corrugated cardboard. detergent (remove plastic liners), Place tied bundle (pizza boxes, chipboard gift, shoe, shirt and any retail & cardboard) next to your recycling boxes. -

Articles of Paper Pulp, of Paper Or of Paperboard
Chapter 48 Paper and paperboard; articles of paper pulp, of paper or of paperboard Notes. 1.- For the purposes of this Chapter, except where the context otherwise requires, a reference to “paper” includes references to paperboard (irrespective of thickness or weight per m²). 2.- This Chapter does not cover : (a) Articles of Chapter 30; (b) Stamping foils of heading 32.12; (c) Perfumed papers or papers impregnated or coated with cosmetics (Chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 34.01), or with polishes, creams or similar preparations (heading 34.05); (e) Sensitised paper or paperboard of headings 37.01 to 37.04; (f) Paper impregnated with diagnostic or laboratory reagents (heading 38.22); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wall coverings of heading 48.14 (Chapter 39); (h) Articles of heading 42.02 (for example, travel goods); (ij) Articles of Chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (Section XI); (l) Articles of Chapter 64 or Chapter 65; (m) Abrasive paper or paperboard (heading 68.05) or paper- or paperboard-backed mica (heading 68.14) (paper and paperboard coated with mica powder are, however, to be classified in this Chapter); (n) Metal foil backed with paper or paperboard (generally Section XIV or XV); (o) Articles of heading 92.09; (p) Articles of Chapter 95 (for example, toys, games, sports requisites); or (q) Articles of Chapter 96 (for example, buttons, sanitary towels (pads) and tampons, napkins (diapers) and napkin liners for babies). -

Improved Oil Resistance of Cellulose Packaging Paper By
1 Improved Oil Resistance of Cellulose Packaging Paper by 2 Coating with Natural Polymer Derived Materials 3 Feijie Wang1, Liqiang Wang1,*, Xinchang Zhang1, Shufeng Ma2 4 1 Jiangsu Provincial Key Laboratory of Food Advanced Manufacturing Equipment 5 Technology, School of Mechanical Engineering, Jiangnan University, Wuxi, 214122, 6 China 7 2 School of Food Engineering, Jiangnan University, Wuxi, 214122, China 8 *Email: [email protected] 9 10 Abstract: Paper is widely used as food packaging due to its good mechanical strength 11 and degradability. However, it has a relatively strong affinity for water and oil, which 12 limits its application scope. In this work, we prepare two types of coated paper to 13 investigate, the influence the air permeability and polarity on the oil resistance of the 14 coated paper. The results showed that reducing the air permeability improved the grease 15 resistance of the coated paper. High surface energy coatings also showed better oil 16 resistance because of their higher content of polar components that resulted in a higher 17 resistance to grease. The mechanical properties of the paper also improved after 18 applying the coating. These natural derived materials offer an alternative to the fluoride- 19 containing materials currently used in the market to improve the wettability of paper. 20 Keywords: coated paper · oil resistance · air permeability · polarity 21 Introduction 22 As the variety of foods containing grease is abundant, the types of oil-resistant 23 materials used in food packaging has diversified in recent years. Environmental 24 protection and safety issues continue to be important, and as a result, scholars have paid 25 increasing attention to paper packaging materials (Coltelli et al. -

Conservation of Coated and Specialty Papers
RELACT HISTORY, TECHNOLOGY, AND TREATMENT OF SPECIALTY PAPERS FOUND IN ARCHIVES, LIBRARIES AND MUSEUMS: TRACING AND PIGMENT-COATED PAPERS By Dianne van der Reyden (Revised from the following publications: Pigment-coated papers I & II: history and technology / van der Reyden, Dianne; Mosier, Erika; Baker, Mary , In: Triennial meeting (10th), Washington, DC, 22-27 August 1993: preprints / Paris: ICOM , 1993, and Effects of aging and solvent treatments on some properties of contemporary tracing papers / van der Reyden, Dianne; Hofmann, Christa; Baker, Mary, In: Journal of the American Institute for Conservation, 1993) ABSTRACT Museums, libraries, and archives contain large collections of pigment-coated and tracing papers. These papers are produced by specially formulated compositions and manufacturing procedures that make them particularly vulnerable to damage as well as reactive to solvents used in conservation treatments. In order to evaluate the effects of solvents on such papers, several research projects were designed to consider the variables of paper composition, properties, and aging, as well as type of solvent and technique of solvent application. This paper summarizes findings for materials characterization, degradative effects of aging, and some effects of solvents used for stain reduction, and humidification and flattening, of pigment-coated and modern tracing papers. Pigment-coated papers have been used, virtually since the beginning of papermaking history, for their special properties of gloss and brightness. These properties, however, may render coated papers more susceptible to certain types of damage (surface marring, embedded grime, and stains) and more reactive to certain conservation treatments. Several research projects have been undertaken to characterize paper coating compositions (by SEM/EDS and FTIR) and appearance properties (by SEM imaging of surface structure and quantitative measurements of color and gloss) in order to evaluate changes that might occur following application of solvents used in conservation treatments. -

Microfibrillated Cellulose Based Barrier Coatings for Abrasive Paper
coatings Article Microfibrillated Cellulose Based Barrier Coatings for Abrasive Paper Products Vinay Kumar 1,* , Eija Kenttä 1 , Petter Andersson 2 and Ulla Forsström 1 1 Biomass Processing and Products, VTT Technical Research Centre of Finland Ltd., 02044 Espoo, Finland; Eija.Kentta@vtt.fi (E.K.); Ulla.Forsstrom@vtt.fi (U.F.) 2 Mirka Ltd., 66850 Jeppo, Finland; [email protected] * Correspondence: vinay.kumar@vtt.fi Received: 22 October 2020; Accepted: 15 November 2020; Published: 19 November 2020 Abstract: Paper-based abrasive products are multilayer structures in which the first layer on the paper substrate is usually a latex barrier coating to prevent the migration of adhesive glue into the substrate. The high coat weight (10 g/m2) of latex barrier layers is a cause of environmental concerns. Hence, alternative materials that can provide the barrier function at lower coat weights are desired. In this work, microfibrillated cellulose (MFC) combined with poly(vinyl) alcohol (PVA) were explored as suitable alternatives to the current latex coatings. Barrier coating formulations containing PVA, MFC, and silica (SiO2) were developed and applied to a paper substrate using a rod coating method on a pilot scale. Coating quality and barrier performance were characterized using scanning electron microscope images, air permeance, surface roughness, water contact angle, KIT test, and oil Cobb measurements. The barrier coatings were also studied for adhesion to the subsequent coating layer. An optimal barrier function was achieved with the developed coatings at a low coat weight of ca. 3 g/m2. The adhesion of pure PVA and PVA-MFC barrier coatings to the subsequent coating layer was inadequate; however, silica addition was found to improve the adhesion. -

F1y3x CHAPTER 48 PAPER and PAPERBOARD
)&f1y3X CHAPTER 48 PAPER AND PAPERBOARD; ARTICLES OF PAPER PULP, OF PAPER OR OF PAPERBOARD X 48-l Notes 1. This chapter does not cover: (a) Articles of chapter 30; (b) Stamping foils of heading 3212; (c) Perfumed papers or papers impregnated or coated with cosmetics (chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 3401), or with polishes, creams or similar preparations (heading 3405); (e) Sensitized paper or paperboard of headings 370l to 3704; (f) Paper impregnated with diagnostic or laboratory reagents (heading 3822); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wallcoverings of heading 48l4 (chapter 39); (h) Articles of heading 4202 (for example, travel goods); (ij) Articles of chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (section XI); (l) Articles of chapter 64 or chapter 65; (m) Abrasive paper or paperboard (heading 6805) or paper- or paperboard-backed mica (heading 6814) (paper and paperboard coated with mica powder are, however, to be classified in this chapter); (n) Metal foil backed with paper or paperboard (section XV); (o) Articles of heading 9209; or (p) Articles of chapter 95 (for example, toys, games, sports equipment) or chapter 96 (for example, buttons). 2. Subject to the provisions of note 6, headings 480l to 4805 include paper and paperboard which have been subjected to calendering, super-calendering, glazing or similar finishing, false water-marking or surface sizing, and also paper, paperboard, cellulose wadding and webs of cellulose fibers, colored or marbled throughout the mass by any method. -

8 Paper and Paperboard Packaging M.J
8 Paper and Paperboard Packaging M.J. Kirwan 8.1 INTRODUCTION A wide range of paper and paperboard is used in packaging today – from lightweight infusible tissues for tea and coffee bags to heavy duty boards used in distribution. Paper and paperboard are found wherever products are produced, distributed, marketed and used, and account for about one-third of the total packaging market. Over 40% of all paper and paperboard consumption in Europe is used for packaging and over 50% of the paper and paperboard used for packaging is used by the food industry. One of the earliest references to the use of paper for packaging food products is a patent taken out by Charles Hildeyerd on 16 February 1665 for ‘The way and art of making blew paper used by sugar-bakers and others’ (Hills, 1988). The use of paper and paperboard for packaging purposes accelerated during the latter part of the nineteenth century to meet the needs of manufacturing industry. The manufacture of paper had progressed from a laborious manual operation, one sheet at a time, to continuous high speed production with wood pulp replacing rags as the main raw material. There were also developments in the techniques for printing and converting these materials into packaging containers. Today, examples of the use of paper and paperboard packaging for food can be found in many places, such as supermarkets, traditional markets and retail stores, mail order, fast food, dispensing machines, pharmacies, and in hospital, catering and leisure situations. Uses can be found in packaging all the main categories of food, such as: r dry food products – cereals, biscuits, bread and baked products, tea, coffee, sugar, flour, dry food mixes, etc r frozen foods, chilled foods and ice cream r liquid foods and beverages – juice drinks, milk and milk derived products r chocolate and sugar confectionery r fast foods r fresh produce – fruit, vegetables, meat and fish Packaging made from paper and paperboard is found at the point of sale (primary packs), in storage and for distribution (secondary packaging). -

Improving the Barrier Properties of Packaging Paper by Polyvinyl Alcohol Based Polymer Coating—Effect of the Base Paper and Nanoclay
polymers Article Improving the Barrier Properties of Packaging Paper by Polyvinyl Alcohol Based Polymer Coating—Effect of the Base Paper and Nanoclay Zhenghui Shen 1, Araz Rajabi-Abhari 1 , Kyudeok Oh 2 , Guihua Yang 3, Hye Jung Youn 1,2,3 and Hak Lae Lee 1,2,3,* 1 Program in Environmental Materials Science, Department of Agriculture, Forestry and Bioresources, College of Agriculture and Life Sciences, Seoul National University, Seoul 08826, Korea; [email protected] (Z.S.); [email protected] (A.R.-A.); [email protected] (H.J.Y.) 2 Research Institute of Agriculture and Life Sciences, Seoul National University, Seoul 08826, Korea; [email protected] 3 State Key Laboratory of Biobased Material and Green Papermaking, Qilu University of Technology, Shandong Academy of Sciences, Jinan 250353, China; [email protected] * Correspondence: [email protected] Abstract: The poor barrier properties and hygroscopic nature of cellulosic paper impede the wide application of cellulosic paper as a packaging material. Herein, a polyvinyl alcohol (PVA)-based polymer coating was used to improve the barrier performance of paper through its good ability to form a film. Alkyl ketene dimer (AKD) was used to enhance the water resistance. The effect of the absorptive characteristics of the base paper on the barrier properties was explored, and it was shown that surface-sized base paper provides a better barrier performance than unsized base paper. Nanoclay (Cloisite Na+) was used in the coating formulation to further enhance the Citation: Shen, Z.; Rajabi-Abhari, A.; barrier performance. The results show that the coating of PVA/AKD/nanoclay dispersion noticeably Oh, K.; Yang, G.; Youn, H.J.; Lee, H.L. -

MFC for Paper Surface Treatment
MFC for paper surface treatment Yselaure Boissard Materials Engineering, master's level 2017 Luleå University of Technology Department of Engineering Sciences and Mathematics Student: Yselaure Boissard EEIGM, European engineering school of material science Université de Lorraine, France Luleå University of Technology, Sweden Examiner: Professor Kristiina Oksman Division of Materials Science Luleå University of Technology, Sweden Supervisor: Silvia Viforr, MSc., Lic. Eng. Project Manager R&D Team Skärblacka BillerudKorsnäs AB i ii Acknowledgments I would like to thank Professor Kristiina Oksman for her thorough examination and constructive criticism of my work which pushed me to improve it immensely. My appreciation goes to all BillerudKorsnäs people who helped me in and out of the lab at Skärblacka, Beetham, Frövi and Gruvön. I am very glad that I could work alongside you during those 20 weeks. Finally, I am grateful to Silvia Viforr for allowing me to work on this project and for the great support and tutorship that she provided every day. Thank you. La Chapelle sur Erdre (France), June 2017 iii iv Abstract In this study, microfibrillated cellulose (MFC) was applied in an aqueous suspension as a coating material on paper substrates. Two different coating techniques were used: rod coating and size press. The MFC suspension used has a high water content and water is known to deteriorate the properties of the paper, so water treated paper substrates were prepared as references to give an indication of the effects that the processing has on the final properties of the coated papers. The structure of the MFC coating and associated surface properties were evaluated using scanning electron microscopy (SEM) and by measuring the thickness and the roughness of the coated substrates. -

Peer-Review Article
PEER-REVIEWED ARTICLE bioresources.com IMPROVEMENT OF RECYCLED PAPER’S PROPERTIES FOR THE PRODUCTION OF BRAILLE PAPER BY IMPREGNATION WITH LOW GRADE CELLULOSE ACETATE: OPTIMIZATION USING RESPONSE SURFACE METHODOLOGY (RSM) Mei Chong Soo, Wan Rosli Wan Daud, and Cheu Peng Leh* Paper dust is a kind of cellulosic waste that is generated by converting operations in paper mills. It was derived to a low-grade cellulose acetate in this study. Papers made from recycled fiber were then impregnated with the resultant cellulose acetate. Effects of impregnation conditions on the paper properties were statistically investigated by employing central composite design (CCD) based response surface methodology (RSM). Four response variables, namely density, burst index, smoothness, and rate of surface wettability were analyzed. Polynomial estimation model of each response was developed as functions of three independent variables, which are pressing temperature (T), dipping time (D), and concentration of cellulose acetate (C). The paper which was impregnated based on the calculated optimum condition (T: 163 oC, D: 2.8 minutes, and C: 2.7 percent), possessed a density of 0.5450 g/cm3, rate of surface wettability of 0.012o/s, burst index of 2.84 kPa m2/g, and paper smoothness of 475 mL/min. There was no significant difference between the experimental values and the predicted values calculated from estimation models. The cellulose acetate impregnated Braille papers made from recycled fibre was found to have better properties than those of commercial Braille paper in terms of rate of surface wettability and burst index. Keywords: Braille paper; Cellulose acetate impregnation; Recycled paper; Response surface methodology Contact information: Bio-resource, Paper and Coating Divisions, School of Industrial Technology, Universiti Sains Malaysia, 11800 Minden, Penang, Malaysia * Corresponding author: [email protected] INTRODUCTION Cellulose acetate is a kind of thermoplastic, and it is one of the most important and widely used cellulose derivatives (Ibrahem et al. -

Terminology on Paper & Pulp: Types of Paper and Containerboard, Containerboard Grades and Tests
Terminology On Paper & Pulp: Types of Paper and Containerboard, Containerboard Grades and Tests Prepared for the Meeting of the Paper & Pulp Industry Project By Aselia Urmanbetova Date: September 10, 2001 1 Paper Products Chart: Containerboard Tree/Waste Paper Pulp Paper Paperboard Brown Coated Uncoated (container- board) Brown (65% White (95%- Copying Paper Newsprint hardwood and 100% 35% softwood) softwood) White Tissue (paperboard package) SBS (Solid Boxboard Bleach Sulfate) Coated Uncoated 2 Examples of Containerboard Grades/Mead Corporation: (Refer to the Glossary for the Explanation of the Terms) Standard Grades Grade Basis Weight Moisture Ring Crush Concora 26 SC 26.0 9.0 N/A 63 30 SC 30.0 9.0 50 68 33 SC 33.0 9.0 60 72 36 SC 36.0 9.0 71 79 40 SC 40.0 9.0 82 79 45 SC 45.0 9.0 102 95 Light Weights Grade Basis Weight Moisture Porosity Concora STFI 18 SC 18.0 7.5 30 33 9.5 20 SC 20.0 7.5 30 35 10.5 23 SC 23.0 9.0 30 59 12.0 Polar Chem Grade Basis Weight Moisture Ring Crush Concora Wet Mullen 30 PC 30.0 9.0 50 68 4.0 33 PC 33.0 9.0 60 72 4.0 36 PC 36.0 9.0 71 79 4.0 40 PC 40.0 9.0 82 79 4.0 45 PC 45.0 9.0 102 95 4.0 3 Paper Products and Containerboard Glossary B Flute A flute that is approximately 0.097 inches high.