Wooden Boat Restoration & Repair
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wooden Boat Building
WOODEN BOAT BUILDING Since 1978, students in the Wooden Boat Building Program at The Landing School have learned to create boats from scratch, producing functional art from plans created by professional yacht designers. As a program graduate, you will perfect skills that range from woodworking and composite fabrication to installing the latest marine systems – equipping you to start your own shop, build your own boat, crew a ship or become a master artisan. Study subjects include: How You’ll Learn Joinery & Refitting Your classwork will combine formal lectures and field trips with hands-on Modern Boat Building projects. Students are assigned to boat-specific teams, working together Techniques: Cold Molding Rigging under highly experienced instructors to learn quality and efficiency in every step of boat construction: lofting, setup, planking, fairing, joinery, spars, Professional Shop Practices rigging, finish work and, ultimately, sea trials. Proper Training in Boat projects are selected not only to match the interests of each team, but Modern & Traditional Tools to teach skills currently in demand within the marine industry. Typical builds include mid-sized boats such as the Flyfisher 22 powerboat, or a sailboat Traditional Boat Building such as the Haven 12½. To round out your skills, you may also construct Techniques: elements of smaller boats, such as a Peapod or Catspaw. Lapstrake Planking Visit us online at landingschool.edu Earning Your Diploma or Degree Additional occupations include: To earn a diploma in the Wooden Boat Building Program, you must attend The Landing School full time for two semesters (about eight months) and Boat Crewing meet all graduation criteria. -

Gaelic Scotland in the Colonial Imagination
Gaelic Scotland in the Colonial Imagination Gaelic Scotland in the Colonial Imagination Anglophone Writing from 1600 to 1900 Silke Stroh northwestern university press evanston, illinois Northwestern University Press www .nupress.northwestern .edu Copyright © 2017 by Northwestern University Press. Published 2017. All rights reserved. Printed in the United States of America 10 9 8 7 6 5 4 3 2 1 Library of Congress Cataloging-in-Publication data are available from the Library of Congress. Except where otherwise noted, this book is licensed under a Creative Commons At- tribution-NonCommercial-NoDerivatives 4.0 International License. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-nd/4.0/. In all cases attribution should include the following information: Stroh, Silke. Gaelic Scotland in the Colonial Imagination: Anglophone Writing from 1600 to 1900. Evanston, Ill.: Northwestern University Press, 2017. For permissions beyond the scope of this license, visit www.nupress.northwestern.edu An electronic version of this book is freely available, thanks to the support of libraries working with Knowledge Unlatched. KU is a collaborative initiative designed to make high-quality books open access for the public good. More information about the initiative and links to the open-access version can be found at www.knowledgeunlatched.org Contents Acknowledgments vii Introduction 3 Chapter 1 The Modern Nation- State and Its Others: Civilizing Missions at Home and Abroad, ca. 1600 to 1800 33 Chapter 2 Anglophone Literature of Civilization and the Hybridized Gaelic Subject: Martin Martin’s Travel Writings 77 Chapter 3 The Reemergence of the Primitive Other? Noble Savagery and the Romantic Age 113 Chapter 4 From Flirtations with Romantic Otherness to a More Integrated National Synthesis: “Gentleman Savages” in Walter Scott’s Novel Waverley 141 Chapter 5 Of Celts and Teutons: Racial Biology and Anti- Gaelic Discourse, ca. -

Boatbuilding Materials for Small-Scale Fisheries in India
BAY OF BENGAL PROGRAMME BOBP/WP/9 Development of Small-Scale Fisheries (G CP/RAS/040/SWE) BOATBUILDING MATERIALS FOR BOBP/WP/9 SMALL-SCALE FISHERIES IN INDIA Executing Agency: Funding Agency: Food and Agriculture Organisation Swedish International of the United Nations Development Authority Development of Small-Scale Fisheries in the Bay of Bengal Madras, India, October 1980 PREFACE This paper summaries a study on the availability and prices of materials used to construct the hulls of fishing craft for the important small-scale fisheries of the East Coast of India. The paper should be of interest to development planners, legislators and administrators. Builders of fishing craft, suppliers of materials, and owners and prospective owners of fishing craft may also find useful the information on trends in prices and availability of boatbuilding materials and the possibilities of alternative materials. The study covered the following boatbuilding materials: timber for kattumarams and boats; fibre-reinforced plastics; ferrocement; steel; and aluminium, which is used forsheathing wooden hulls and is also a construction material in its own right. The study was carried out by Matsyasagar Consultancy Services Private Limited under contract to the Programme for the Development of Small-Scale Fisheries in the Bay of Bengal, GCP/ RAS/040/SWE (usually abbreviated to the Bay of Bengal Programme). The Programme is executed by the Food and Agriculture Organisation of the United Nations (FAO) and funded by the Swedish International Development Authority (SIDA). The main aims of the Bay of Bengal Programme are to develop and demonstrate technologies by which the conditions of small-scale fishermen and the supply of fish from the small-scale sector may be improved, in five of the countries bordering the Bay of Bengal — Bangladesh, India, Malaysia, Sri Lanka and Thailand. -

Fastener Identification Guide • 4.13 KM • Printed in the USA
HEAD STYLES Hex Cap Screw Bugle Hex cap screws feature a washer face on the Button Washer bearing surface, a chamfered point, and tighter body tolerances than hex bolts. Pan Binding Undercut Hex Bolt Similar to hex cap screw, hex bolts do not require a washer face or a pointed end and have a greater tolerance range in the body. Round Head Fillister Socket Head Cap Screw Socket heads feature an internal hexagonal drive DRIVES socket and close tolerances for precision assembly. Flat 82° Cross Recess Button Head Socket Cap Screw Type I FASTENER (Phillips) Button heads feature a dome shaped head, though Flat 100° this feature reduces the tensile capacity. Cross Recess Flat Head Socket Cap Screw Type IA Flat heads feature an 82° countersunk head for Flat Undercut (Pozidriv®) IDENTIFICATION flush connections. Like the button heads, this feature reduces the tensile capacity. Cross Recess Type II (Frearson) Low Head Socket Cap Screw Indented Hex Low heads are similar to standard socket heads, but with a shorter head for applications where clearance Cross Recess Square GUIDE is an issue. This head configuration also reduces the Combo strength capacity. Indented Hex Washer (Quadrex®) NUTS Carriage Bolt A round head bolt with a square neck under the Slotted head. These must be tightened with a nut. Serrated Hex Finished Hex Nuts: Hex Coupling Nuts: Washer Hexagonal shaped nuts with internal screw Designed to join two externally threaded Plow Bolt threads. Finished hex nuts are one of the most objects, usually threaded rod, together. Combination Similar to a carriage bolt, these have a flat head common nuts used. -

Threaded Fasteners
Threaded Fasteners Introduction If you are designing and building a Formula SAE vehicle, threaded fasteners will likely be used to join the various components and systems together and allow the vehicle to function as a unified machine. The reliability of your vehicle is key to realize your potential at the competition. Even though threaded fasteners have been in use for hundreds of years and are in products that we use every day, their performance is dependent on a wide range of factors. This chapter covers some of the main factors that can influence reliability and is intended as an aid in joint design, fastener selection, and installation. The first portion of this chapter covers several design and installation factors that can work together to improve the reliability of your vehicle’s bolted joints. These topics include, the importance of generating and maintaining clamp load, and how clamp load, along with joint stiffness, can work together to prevent self-loosening and improve fatigue performance. The second portion of this chapter reviews how installation method and torque are related to clamp load, and also includes a comparison between common fastener types to aid in selection. The chapter concludes with a short tutorial showing how to obtain Mil Spec information on fasteners and similar hardware. Disclaimer – Multiple factors on each component in a bolted joint affect its performance. Additionally, service requirements for every joint differ. Each joint must be evaluated and tested for its ability to perform the desired function. The information in this chapter provides general background and does not represent how a specific design or piece of hardware will perform. -
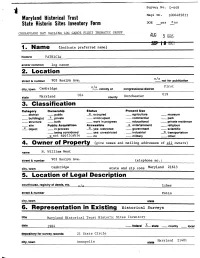
6. Representation in Existing Historical Surveys
Survey No. D-648 Magi No. 1006485833 Maryland Historical Trust State Historic Sites Inventory Form DOE _ye s x no CHESAPEAKE BAY SAILING LOG CANOE FLEET THEMATIC GROUP 4UG 5 SEP 18 I (indicate preferred name) historic PATRICIA and/or common log canoe 2. Location n/a street & number 903 Roslyn Ave. not for publication n/a .... First city, town Cambridge vicinity of congressional district 019 state Maryland °24 county Dorchester 3. Classification Category Ownership Status Present Use district public x occupied agriculture museum building(s) x private unoccupied commercial park Structure both work in progress educational private residence site Public Acquisition Accessible x entertainment religious x object in process x yes: restricted government scientific being considered yes: unrestricted industrial x transportation x not applicable . no military other: 4. Owner Of Property (give names and mailing addresses of all owners) name H. William West street & number 903 Ave. telephone no.: city, town Cambridge state and zip code Maryland 21613 5. Location of Legal Description courthouse, registry of deeds, etc. / a liber street & number folio city, town state 6. Representation in Existing Historical surveys title_______Maryland Historical Trust Historic Sites Inventory______ date 1984 federal 2^_ state county __ local depository for survey records 21 State Circle Maryland 21401 city, town Annapolis state 7. Description survey NO. ^J * Condition Check one Check one x excellent deteriorated unaltered n/^original site good ruins js_ altered moved date of move fair unexposed Prepare bot& {a summary paragraph and a general description of the resource and its various elements as it exists today. PATRICIA is a 27'4" sailing log canoe in the racing fleet. -

Inspection of Wooden Vessels
Guidance on Inspection, Repair, and Maintenance of Wooden Hulls ENCLOSURE (1) TO NVIC 7-95 COMPILED BY THE JOINT INDUSTRY/COAST GUARD WOODEN BOAT INSPECTION WORKING GROUP August 1995 TABLE OF CONTENTS ACKNOWLEDGEMENTS A-1 LIST OF FIGURES F-1 GLOSSARY G-1 CHAPTER 1. DESIGN CONSIDERATIONS A. Introduction 1-1 B. Acceptable Classification Society Rules 1-1 C. Good Marine Practice 1-1 CHAPTER 2. PLAN SUBMITTAL GUIDE A. Introduction 2-1 B. Plan Review 2-1 C. Other Classification Society Rules and Standards 2-1 D. The Five Year Rule 2-1 CHAPTER 3. MATERIALS A. Shipbuilding Wood 3-1 B. Bending Woods 3-1 C. Plywood. 3-2 D. Wood Defects 3-3 E. Mechanical Fastenings; Materials 3-3 F. Screw Fastenings 3-4 G. Nail Fastenings 3-5 H. Boat Spikes and Drift Bolts 3-6 I. Bolting Groups 3-7 J. Adhesives 3-7 K. Wood Preservatives 3-8 CHAPTER 4. GUIDE TO INSPECTION A. General 4-1 B. What to Look For 4-1 C. Structural Problems 4-1 D. Condition of Vessel for Inspection 4-1 E. Visual Inspection 4-2 F. Inspection for Decay and Wood Borers 4-2 G. Corrosion & Cathodic Protection 4-6 H. Bonding Systems 4-10 I. Painting Galvanic Cells 4-11 J. Crevice Corrosion 4-12 K. Inspection of Fastenings 4-12 L. Inspection of Caulking 4-13 M. Inspection of Fittings 4-14 N. Hull Damage 4-15 O. Deficiencies 4-15 CHAPTER 5. REPAIRS A. General 5-1 B. Planking Repair and Notes on Joints in Fore and 5-1 Aft Planking C. -

Styrene Exposures During Fiber Reinforced Plastic Boat Manufacturing
This Survey Report and any recommendations made herein are for the specific facility evaluated and may not be universally applicable. Any recommendations made are not to be considered as final statements of NIOSH policy or of any agency or individual involved. Additional NIOSH Survey Reports are available at http://www.cdc.gov/niosh/surveyreports. IN-DEPTH SURVEY REPORT: STYRENE EXPOSURES DURING FIBER REINFORCED PLASTIC BOAT MANUFACTURING at U.S. MARINE INCORPORATED Arlington, Washington REPORT WRITTEN BY: Rebecca V. Carlo Duane Hammond, P.E. H. Amy Feng, M.S. REPORT DATE: June 2007 REPORT NO: EPHB 306-17a U.S. DEPARTMENT OF HEALTH AND HUMAN SERVICES Centers for Disease Control and Prevention National Institute for Occupational Safety and Health Division of Applied Research and Technology Engineering and Physical Hazards Branch 4676 Columbia Parkway, Mail Stop R-5 Cincinnati, Ohio 45226-1998 SITE SURVEYED: U.S. Marine, Inc. Arlington, Washington SIC CODE: 3732 (Boat Manufacturing And Repair) NAICS CODE: 336612 (Boat Building) SURVEY DATE: August 28-31, 2006 SURVEY CONDUCTED BY: Rebecca V. Carlo Ron Hall Duane Hammond Adam Paberzs Alberto Garcia Dan Farwick Srinivas Durgam All mentioned above: NIOSH, Cincinnati, OH EMPLOYER REPRESENTATIVES Dennis Pearson CONTACTED: Safety/ Environmental Manager U.S. Marine 2 DISCLAIMER Mention of company names or products does not constitute endorsement by the Centers for Disease Control and Prevention. The findings and conclusions in this report are those of the authors and do not necessarily represent the views of the National Institute for Occupational Safety and Health. 3 ACKNOWLEDGEMENT The authors of this report thank the National Marine Manufacturers Association (NMMA) and the U.S. -
My Aim in Setting up the Boat Building Academy Was to Provide Training for Men and Women of All Ages
My aim in setting up the Boat Building Academy was to provide training for men and women of all ages that would carry forward the best traditions of British boat building and enable each of them to develop his or her potential using the best modern techniques in boat construction. I am particularly proud of the excellent standard that our students achieve and of the success that so many have made in their careers in the marine industry’. Commander Tim Gedge. Director, Boat Building Academy 1 Contents Boat Building Academy Introduction .................................................................................................................................. 3 Courses ........................................................................................................................................... 4 Boat Building, Maintenance and Support 40 week City & Guilds Level 3 (the ‘long’ course) ................................................................ 5 Build your own boat ............................................................................................................. 8 Boat launches/Outings ........................................................................................................ 9 Furniture Making ................................................................................................................. 10 Advanced Furniture Making ....................................................................................... 12 Short courses ........................................................................................................................... -
2008 INTERNATIONAL OPTIMIST CLASS RULES Authority*: International Sailing Federation
2008 INTERNATIONAL OPTIMIST CLASS RULES Authority*: International Sailing Federation * The ISAF is not a National Authority as described in these rules CONTENTS Page Rule 2 1 GENERAL 2 2. ADMINISTRATION 2 2.1 English language 2 2.2 Builders 3 2.3 International Class Fee 3 2.4 Registration and measurement certificate 4 2.5 Measurement 4 2.6 Measurement instructions 5 2.7 Identification marks 6 2.8 Advertising 6 3 CONSTRUCTION AND MEASUREMENT RULES 6 3.1 General 6 3.2 Hull 6 3.2.1 Materials - GRP 7 3.2.2 Hull measurement rules 10 3.2.3 Hull construction details - GRP 3.2.4 Hull construction details - Wood and Wood/Epoxy (See Appendix A, p 25) 3.2.5 Not used 12 3.2.6 Fittings 13 3.2.7 Buoyancy 14 3.2.8 Weight 14 3.3 Daggerboard 16 3.4 Rudder and Tiller 19 3.5 Spars 19 3.5.2 Mast 20 3.5.3 Boom 21 3.5.4 Sprit 21 3.5.5 Running rigging 22 4 ADDITIONAL RULES 5 (spare rule number) 23 6 SAIL 23 6.1 General 23 6.2 Mainsail 6.3 Spare rule number 6.4 Spare rule number 25 6.5 Class Insignia, National Letters, Sail Numbers and Luff Measurement Band 26 6.6 Additional sail rules 27 APPENDIX A: Rules specific to Wood and Wood/Epoxy hulls. 29 PLANS. Index of current official plans. 1 GENERAL 1.1 The object of the class is to provide racing for young people at low cost. -
J/22 Sailing MANUAL
J/22 Sailing MANUAL UCI SAILING PROGRAM Written by: Joyce Ibbetson Robert Koll Mary Thornton David Camerini Illustrations by: Sally Valarine and Knowlton Shore Copyright 2013 All Rights Reserved UCI J/22 Sailing Manual 2 Table of Contents 1. Introduction to the J/22 ......................................................... 3 How to use this manual ..................................................................... Background Information .................................................................... Getting to Know Your Boat ................................................................ Preparation and Rigging ..................................................................... 2. Sailing Well .......................................................................... 17 Points of Sail ....................................................................................... Skipper Responsibility ........................................................................ Basics of Sail Trim ............................................................................... Sailing Maneuvers .............................................................................. Sail Shape ........................................................................................... Understanding the Wind.................................................................... Weather and Lee Helm ...................................................................... Heavy Weather Sailing ...................................................................... -
We Paddle the Globe. Current Designs Borrows Its Design Influence and Techniques from Waters Across the Globe
2017 We paddle the globe. Current Designs borrows its design influence and techniques from waters across the globe. Inspired by these purpose-built kayaks and the pioneers that fueled the sport’s innovation, we’ve continued to advance the art through new techniques, materials and technologies. It’s a philosophy born from the idea that it’s not about where you take your kayak – it’s where the kayak takes you. So regardless of the destination, we invite you to begin each journey by exploring our North American, Greenland, British and new Danish style collections, in addition to a range of recreational and specialty models. Each one destined to be “a work of art, made for life” that let’s you take your passion further. 1 Makers OF movement Our international design influence and the visionaries who shape it. Long before the paddle enters the water, New England-based kayak designer Barry each kayak begins with a pen stroke. The Buchanan partnered with us on the famous product of inspiration and experience, hard chine kayak, the Caribou. And later, Nigel Current Designs develops and refines each Foster and CD brought the Greenland-styled model through collaborations with some of Rumor to the world’s waters. The newest the sport’s most celebrated designers and global collaboration can be seen in the Prana craftsmen. These partnerships have become and Sisu models, ushering in our Danish one of the hallmarks of the brand – and collection of kayaks. Celebrated Danish continue to shape its future. kayak designer Jesper Kromann-Andersen Beginning with the flagship Solstice line, has worked with our team to marry classic visionary designers have left their mark hull design with innovative twists for an on the Current Design fleet, while inspiring utra-stylish, remarkably versatile experience an entire generation of paddlers.