Durakore Planks
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wooden Boat Building
WOODEN BOAT BUILDING Since 1978, students in the Wooden Boat Building Program at The Landing School have learned to create boats from scratch, producing functional art from plans created by professional yacht designers. As a program graduate, you will perfect skills that range from woodworking and composite fabrication to installing the latest marine systems – equipping you to start your own shop, build your own boat, crew a ship or become a master artisan. Study subjects include: How You’ll Learn Joinery & Refitting Your classwork will combine formal lectures and field trips with hands-on Modern Boat Building projects. Students are assigned to boat-specific teams, working together Techniques: Cold Molding Rigging under highly experienced instructors to learn quality and efficiency in every step of boat construction: lofting, setup, planking, fairing, joinery, spars, Professional Shop Practices rigging, finish work and, ultimately, sea trials. Proper Training in Boat projects are selected not only to match the interests of each team, but Modern & Traditional Tools to teach skills currently in demand within the marine industry. Typical builds include mid-sized boats such as the Flyfisher 22 powerboat, or a sailboat Traditional Boat Building such as the Haven 12½. To round out your skills, you may also construct Techniques: elements of smaller boats, such as a Peapod or Catspaw. Lapstrake Planking Visit us online at landingschool.edu Earning Your Diploma or Degree Additional occupations include: To earn a diploma in the Wooden Boat Building Program, you must attend The Landing School full time for two semesters (about eight months) and Boat Crewing meet all graduation criteria. -

Period Homes Magazine – Frame of Reference
One of these drivers is the choice of One way to control costs is to design a wood species. Choosing oak over mahog- hybrid frame that utilizes timber fram- any would dramatically reduce materials ing in the highly visibility areas and uses costs but may not achieve the desired look. stick framing or SIPS construction in the During the design process the team should remainder of the spaces. Often timber- review the characteristics of various species framed great rooms and front porches and tour several timber frames before se- are clad with and then married to SIPS lecting the species. construction. As discussed above, SIPS Another cost driver is the quality of provide structural support. Additionally, the wood, whether green (freshly felled), because of their design, they can be used kiln dried or reclaimed. Each of these can as structural building members, so whole markedly affect the price of the frame, with buildings can be constructed of SIPS. green wood typically the least expensive Another hybrid technique is to include and reclaimed wood the most expensive. A trusses in the design that are supported rule of thumb is that the drier the wood, by SIPS or stick-framed walls. It should the more stable, hence less checking and be recognized though that trusses can be tighter joints over time. These issues rarely structural or decorative, but the cost for have a structural impact on the frame and each will be about the same so they might are usually aesthetic choices. Requiring as well earn their keep. certified woods (Forest Stewardship Coun- In conclusion, timber framing is not only cil certified) sometimes affects price and one of the oldest construction techniques availability of certain species and should known to man, it is also among the most be reviewed during the design process. -

Boatbuilding Materials for Small-Scale Fisheries in India
BAY OF BENGAL PROGRAMME BOBP/WP/9 Development of Small-Scale Fisheries (G CP/RAS/040/SWE) BOATBUILDING MATERIALS FOR BOBP/WP/9 SMALL-SCALE FISHERIES IN INDIA Executing Agency: Funding Agency: Food and Agriculture Organisation Swedish International of the United Nations Development Authority Development of Small-Scale Fisheries in the Bay of Bengal Madras, India, October 1980 PREFACE This paper summaries a study on the availability and prices of materials used to construct the hulls of fishing craft for the important small-scale fisheries of the East Coast of India. The paper should be of interest to development planners, legislators and administrators. Builders of fishing craft, suppliers of materials, and owners and prospective owners of fishing craft may also find useful the information on trends in prices and availability of boatbuilding materials and the possibilities of alternative materials. The study covered the following boatbuilding materials: timber for kattumarams and boats; fibre-reinforced plastics; ferrocement; steel; and aluminium, which is used forsheathing wooden hulls and is also a construction material in its own right. The study was carried out by Matsyasagar Consultancy Services Private Limited under contract to the Programme for the Development of Small-Scale Fisheries in the Bay of Bengal, GCP/ RAS/040/SWE (usually abbreviated to the Bay of Bengal Programme). The Programme is executed by the Food and Agriculture Organisation of the United Nations (FAO) and funded by the Swedish International Development Authority (SIDA). The main aims of the Bay of Bengal Programme are to develop and demonstrate technologies by which the conditions of small-scale fishermen and the supply of fish from the small-scale sector may be improved, in five of the countries bordering the Bay of Bengal — Bangladesh, India, Malaysia, Sri Lanka and Thailand. -

Inspection of Wooden Vessels
Guidance on Inspection, Repair, and Maintenance of Wooden Hulls ENCLOSURE (1) TO NVIC 7-95 COMPILED BY THE JOINT INDUSTRY/COAST GUARD WOODEN BOAT INSPECTION WORKING GROUP August 1995 TABLE OF CONTENTS ACKNOWLEDGEMENTS A-1 LIST OF FIGURES F-1 GLOSSARY G-1 CHAPTER 1. DESIGN CONSIDERATIONS A. Introduction 1-1 B. Acceptable Classification Society Rules 1-1 C. Good Marine Practice 1-1 CHAPTER 2. PLAN SUBMITTAL GUIDE A. Introduction 2-1 B. Plan Review 2-1 C. Other Classification Society Rules and Standards 2-1 D. The Five Year Rule 2-1 CHAPTER 3. MATERIALS A. Shipbuilding Wood 3-1 B. Bending Woods 3-1 C. Plywood. 3-2 D. Wood Defects 3-3 E. Mechanical Fastenings; Materials 3-3 F. Screw Fastenings 3-4 G. Nail Fastenings 3-5 H. Boat Spikes and Drift Bolts 3-6 I. Bolting Groups 3-7 J. Adhesives 3-7 K. Wood Preservatives 3-8 CHAPTER 4. GUIDE TO INSPECTION A. General 4-1 B. What to Look For 4-1 C. Structural Problems 4-1 D. Condition of Vessel for Inspection 4-1 E. Visual Inspection 4-2 F. Inspection for Decay and Wood Borers 4-2 G. Corrosion & Cathodic Protection 4-6 H. Bonding Systems 4-10 I. Painting Galvanic Cells 4-11 J. Crevice Corrosion 4-12 K. Inspection of Fastenings 4-12 L. Inspection of Caulking 4-13 M. Inspection of Fittings 4-14 N. Hull Damage 4-15 O. Deficiencies 4-15 CHAPTER 5. REPAIRS A. General 5-1 B. Planking Repair and Notes on Joints in Fore and 5-1 Aft Planking C. -

Styrene Exposures During Fiber Reinforced Plastic Boat Manufacturing
This Survey Report and any recommendations made herein are for the specific facility evaluated and may not be universally applicable. Any recommendations made are not to be considered as final statements of NIOSH policy or of any agency or individual involved. Additional NIOSH Survey Reports are available at http://www.cdc.gov/niosh/surveyreports. IN-DEPTH SURVEY REPORT: STYRENE EXPOSURES DURING FIBER REINFORCED PLASTIC BOAT MANUFACTURING at U.S. MARINE INCORPORATED Arlington, Washington REPORT WRITTEN BY: Rebecca V. Carlo Duane Hammond, P.E. H. Amy Feng, M.S. REPORT DATE: June 2007 REPORT NO: EPHB 306-17a U.S. DEPARTMENT OF HEALTH AND HUMAN SERVICES Centers for Disease Control and Prevention National Institute for Occupational Safety and Health Division of Applied Research and Technology Engineering and Physical Hazards Branch 4676 Columbia Parkway, Mail Stop R-5 Cincinnati, Ohio 45226-1998 SITE SURVEYED: U.S. Marine, Inc. Arlington, Washington SIC CODE: 3732 (Boat Manufacturing And Repair) NAICS CODE: 336612 (Boat Building) SURVEY DATE: August 28-31, 2006 SURVEY CONDUCTED BY: Rebecca V. Carlo Ron Hall Duane Hammond Adam Paberzs Alberto Garcia Dan Farwick Srinivas Durgam All mentioned above: NIOSH, Cincinnati, OH EMPLOYER REPRESENTATIVES Dennis Pearson CONTACTED: Safety/ Environmental Manager U.S. Marine 2 DISCLAIMER Mention of company names or products does not constitute endorsement by the Centers for Disease Control and Prevention. The findings and conclusions in this report are those of the authors and do not necessarily represent the views of the National Institute for Occupational Safety and Health. 3 ACKNOWLEDGEMENT The authors of this report thank the National Marine Manufacturers Association (NMMA) and the U.S. -

Books on Building, Repairing and Designs Repairing & Restoring
Books on Building, Repairing and Designs Repairing & Restoring gelcoat blisters and moisture protection. DVD-59 minutes (Item E31). Fibreglass Repair & Maintenance Detailed instructions on keel Final Fairing and damage, gel coat blisters, Finishing hardware bonding, finishing Explains the final building and installing teak. 84 pgs. and repairing process. (Item E13). Includes techniques for fairing, barrier coating and How to Fiberglass Boats finishing. 28pgs.(Item E16). Discusses and illustrates in detail all sheathing systems and techniques for NEW Restoring Your covering wooden hulls with fibreglass. Cedar Strip Boat- DVD by Pros and cons of various materials Don Husack covered. (Item E1e). Step-by-step instructions to restore a cedar strip Wooden Boat Restoration & Repair runabout, as well as An easy-to-follow guide for stripping off paint and varnish, removing doing almost any wooden and repairing and installing ribs, steam boat & canoe repair with bending, installing a transom, hull traditional methods using sanding, painting and varnishing and West System™. 80 pgs. final assembly. Epoxy (Item E14). techniques are also covered. (Item E1c). Gelcoat Blisters: Repair & Prevention An explanation of blistering, Painting & Varnishing laminate drying techniques, The keys to success is a well- repairing blister damage, conceived plan of action, correct epoxy barrier coat, and more. choice of tools and materials, careful 52 pgs (Item E15). surface preparation, proper coating application and a "feel" for what you are doing. (Item E43h). West System™ Technical Manual The Wood and Canvas Includes instructions on all Canoe by Stemlock & aspects of West System™ Thurlow epoxy usage and helpful tips History and guide to wood and on building techniques and canvas construction and repair. -

Plan # 306 Is the Bass Boat Version of Our GP21 Boat Series (General Purpose Boat 21')
Specifications: LOA: 21' 6.4 m Max. Beam: 8' 2.44 m Hull draft (2000 lb): 8" 0.2 m Displacement at DWL: 3500 lb 1587 Liters PPI at DWL: 578 lbs 102 kg/cm Fuel: 50 Gallons 200 liters Recommended engine 90-150 HP 65-115 KW Material: Epoxy-fiberglass-plywood composite Plan # 306 is the Bass Boat version of our GP21 boat series (General Purpose boat 21'). The GP21 has the ideal hull shape for a Bass Boat. The GP21 is a wide garvey hull with good planing characteristics, stable, roomy and smooth running in a moderate chop. The hull is based on a proven work boat shape. There are several companies producing variations on that type of hull, mostly in aluminum. This hull shape is a good compromise between comfort and performance. The wide hull is stable and has plenty of usable deck area but the deadrise, in particular at the bow, is deep enough to run smoothly in a chop. The vee at the transom is only 3 degrees but a sharp 26 degrees at the cutwater. Also, at the chine, the bow becomes much narrower, almost like a standard vee hull but the side panel flares open to a wide deck. Estimated hull weight (with all components but empty tank and medium size motor) varies greatly with layout and features but will average 1,400 lbs. Speed estimates for a displacement of 3,000 lbs and 90 HP give a top speed of 26 mph. Same boat with 150 HP: 34 mph. At 2,000 lbs (light) and 90 HP: 32 mph and up to 41 mph with a 150. -

Shipbuilding Catching Shellfish
IntroductionIntroduction Much of the East Riding of Yorkshire adjoins water: the North Sea and the River Humber and its tributaries. Over the centuries men have needed boats to travel over the water and to gather food from under it. Naturally people with the right skills set up to build these boats. Some ship building operations are quite well known, such as those in Beverley and Hull. They have been documented in exhibitions in other local museums. This exhibition looks at some less well known boat building yards and boat builders both on the east coast and along the banks of the Humber. It has been researched and produced by the Skidby Windmill Volunteer Team. Prehistory- the Ferriby boats The Yorkshire Wolds have been home to people since Neolithic times and the River Humber has been an important transport route allowing goods and people to travel in all directions by water. For thousands of years this was the easiest and safest way to travel. It is therefore not surprising that North Ferriby was the site of one of the oldest boatyards in Europe as well as being an important harbour. Above: hypothetical reconstruction of a Ferriby boat. Right: Excavation in 1963 In 1937 changes to the tidal currents exposed three large oak planks preserved in the mud which Ted and Willy Wright recognised as belonging to very early boats. At first these were thought to be Viking but later tests confirmed that they were Bronze Age and, at 4000 years A half-scale replica of the Ferriby boats called Oakleaf has been built and sea trials proved old they are some of the oldest boats discovered in Europe. -

The Charlotte Sawdust February 1999
THE CHARLOTTE SAWDUST FEBRUARY 1999 February’s Meeting “Claw & Ball Carving” by Robert Reading February’s meeting topic will be a presentation on Claw & Ball Carving by John McAlister. Mr. McAlister had recently made a reproduction of a Goddard-Townsend secretary, for which Fine Woodworking Magazine honored him with the back cover. He was featured in the April 1998 issue (no. 129). John's work is also featured in our gallery of members’ work. New members should take a look at what is in the gallery. Members’ Gallery by Dave Lewis The Charlotte Woodworkers Association maintains a Members’ Gallery where you can show off your projects. It’s on display at every meeting, and at special functions in which the Association participates. To have your projects shown in the Gallery, it’s a simple matter of providing Dave Lewis with a good quality photo (color preferred) and a brief description of the project. It’s been a while since we’ve gotten recent photos. Many of you must have had Christmas projects to do. Let's have a copy of your latest effort to share with others. Since the Charlotte Woodworkers Association is now on-line (www.charlottewoodworkers.org), we'll also need more photos for the Web Site. Call Dave Lewis (541-0411) if you need help with the photography. Scanning is available to get your photos on-line, too. After all, there’s nothing quite like having a worldwide audience for your work! Last Month’s Meeting “Veneering” by David Waters We would like to thank Jack Coobs for January’s presentation on veneering. -

Investigating the Vulnerabilities of Structures to Ignition from a Firebrand Attack
Investigating the Vulnerabilities of Structures to Ignition From a Firebrand Attack SAMUEL L. MANZELLO1, JOHN R. SHIELDS1, YOSHIHIKO HAYASHI2, and DAISAKU NII2 1Building and Fire Research Laboratory (BFRL) National Institute of Standards and Technology (NIST) 100 Bureau Drive, Gaithersburg, MD 20899-8662 USA 2Department of Fire Engineering Building Research Institute (BRI) 1 Tachihara, Tsukuba, Ibaraki, 305-802 Japan ABSTRACT A unique experimental apparatus, known as the Firebrand Generator, was used to generate a controlled and repeatable size and mass distribution of glowing firebrands. The size and mass distribution of firebrands produced from the generator was selected to be representative of firebrands produced from burning vegetation. The vulnerability of roofing materials to firebrand attack was ascertained using fluxes of firebrands produced using this device. The experiments were performed at the Fire Research Wind Tunnel Facility (FRWTF) at the Building Research Institute (BRI) in Tsukuba, Japan. A custom mounting assembly was constructed to support full scale sections of common roofing materials inside the FRWTF. The sections constructed for testing included full roofing assemblies (base layer, tar paper, and shingles) as well as only the base layer material, such as oriented strand board (OSB). The custom mounting assembly allowed for the construction of flat roofs as well as the construction of angled roofs (valleys). Results of this study are presented and discussed. KEYWORDS: wildland-urban interface (WUI) fires, ignition, firebrands, roofing INTRODUCTION The Wildland-Urban Interface (WUI) is defined as a location where structures meet or intermingle with undeveloped wildland. In 2003, WUI fires in the vicinity of San Diego, California displaced nearly 100,000 people and destroyed over 3000 homes, leading to over $2B in insured losses [1]. -

Facts About Plywood and Lvl
FACTS ABOUT PLYWOOD AND LVL Understanding the characteristics of Plywood and LVL, and how these products are used. Table of Contents The Benefits of Using EWPAA-JAS-ANZ Product Certified Plywood and LVL ... 4 Plywood and LVL Standards ......................................................................... 4 Plywood Dimensions & Specification ........................................................... 5 Plywood Panels – Standard Dimensions ..................................................................................... 5 Specifying Plywood ..................................................................................................................... 5 Gluelines ..................................................................................................... 5 Veneer Quality ............................................................................................ 6 Structural Plywood ...................................................................................... 7 Concrete Formwork Plywood ....................................................................... 8 Marine Plywood .......................................................................................... 9 Laminated Veneer Lumber - LVL ................................................................... 9 Exterior and Interior Plywood .................................................................... 11 Overlaid and Composite Plywood Panels ................................................... 12 Characteristics of Engineered Wood Products ........................................... -
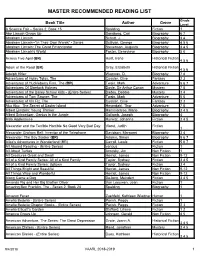
Master Recommended Reading List
MASTER RECOMMENDED READING LIST Grade Book Title Author Genre Level A Science Fair – Series 2, Book 15 Spalding Fiction 1 Abe Lincoln Grows Up Sandberg, Carl Biography 6 7 Abraham Lincoln Schott, J. Biography 3 4 Abraham Lincoln--"In Their Own Words" - Series Sullivan, George Biography 4 5 6 Abraham Lincoln: The Great Emancipator Stevenson, Augusta Biography 3 4 5 Abraham Lincoln's World Foster, Genevieve Biography 5 6 Across Five April (BR) Hunt, Irene Historical Fiction 4 5 6 Adam of the Road (BR) Gray, Elizabeth Historical Fiction 4 5 6 Adolph Hitler Wepman, D. Biography 7 8 Adventures of Hotsy Totsy, The Cussler, Clive Fantasy 2 3 Adventures of Huckleberry Finn, The (BR) Twain, Mark Adventure 5 6 7 Adventures Of Sherlock Holmes Doyle, Sir Arthur Conan Mystery 7 8 Adventures of the Bailey School Kids - (Entire Series) Dadey, Debbie Mystery 3 4 Adventures of Tom Sawyer, The Twain, Mark Adventure 5 6 Adventures of Vin Fiz, The Cussler, Clive Fantasy 2 3 Aku Aku: The Secret of Easter Island Heyerdahl, Thor Adventure 7 8 Albert Einstein: Young Thinker Hammontree, Marie Biography 3 4 5 Albert Schweitzer, Genius in the Jungle Gollomb, Joseph Biography 4 Aldo Applesauce Hurwitz, Johanna Fiction 3 4 5 Alexander and the Terrible Horrible No Good Very Bad Day Viorst, Judith Fiction 1 Alexander Graham Bell: Inventor of the Telephone Davidson, Margaret Biography 3 4 Alexander: The Boy Soldier (BR) Adams, Simon Biography 5 6 7 Alice's Adventures in Wonderland (BR) Carroll, Lewis Fiction 5 6 7 All Aboard Reading - (Entire Series) various Fiction