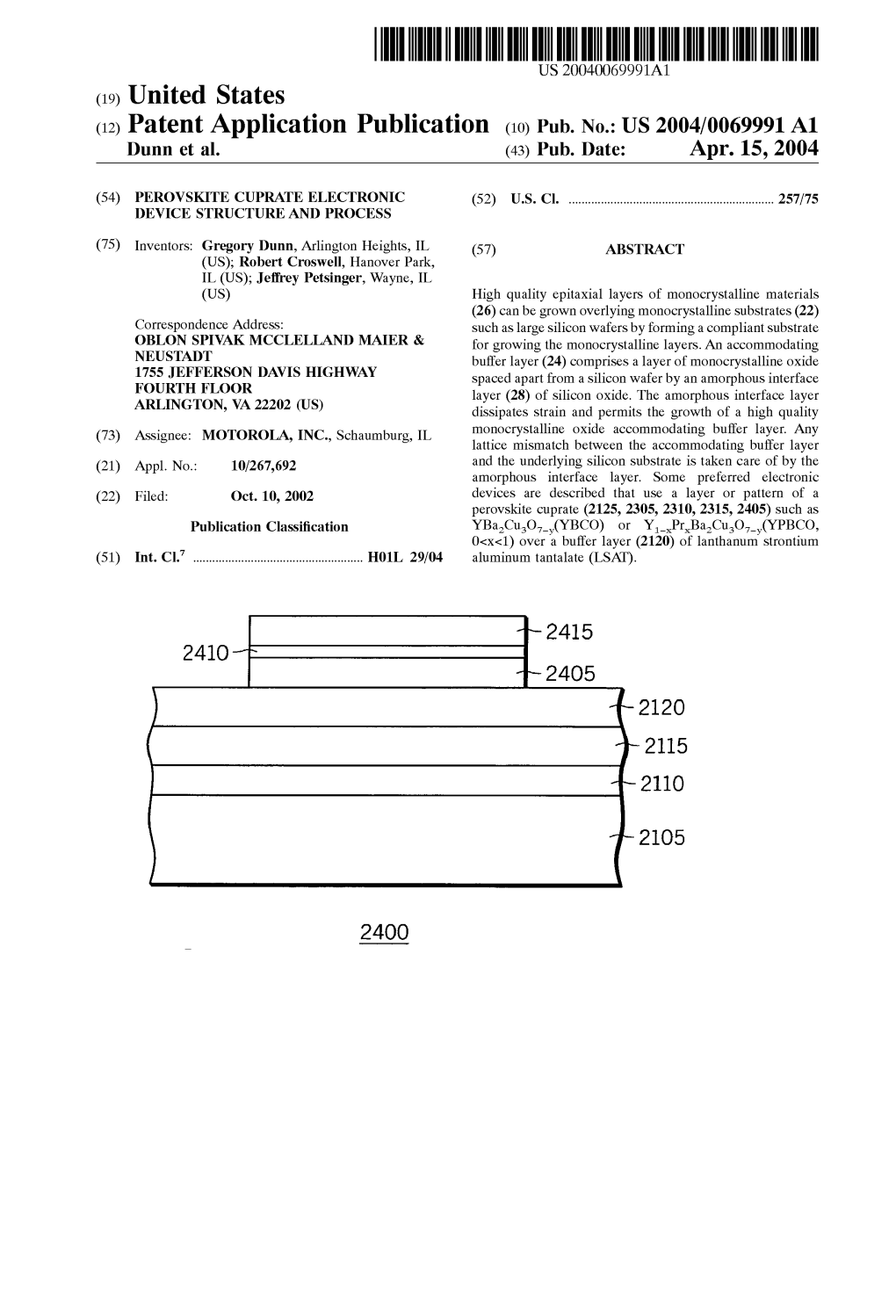
(12) Patent Application Publication (10) Pub. No.: US 2004/0069991A1 Dunn Et Al
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Influence of the Epitaxial Strain on Magnetic Anisotropy in LSMO Thin Films for Spintronics Applications Sandeep Kumar Chaluvadi
Influence of the epitaxial strain on magnetic anisotropy in LSMO thin films for spintronics applications Sandeep Kumar Chaluvadi To cite this version: Sandeep Kumar Chaluvadi. Influence of the epitaxial strain on magnetic anisotropy inLSMO thin films for spintronics applications. Electronics. Normandie Université, 2017. English. NNT: 2017NORMC248. tel-01717569 HAL Id: tel-01717569 https://tel.archives-ouvertes.fr/tel-01717569 Submitted on 26 Feb 2018 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. THESE Pour obtenir le diplôme de doctorat Spécialité ELECTRONIQUE, MICROELECTRONIQUE, OPTIQUE ET LASERS, OPTOELECTRONIQUE MICROONDES Préparée au sein de l’ENSICAEN et de l’UNICAEN Influence of the epitaxial strain on magnetic anisotropy in LSMO thin films for spintronics applications Présentée et soutenue par Sandeep Kumar CHALUVADI Thèse soutenue publiquement le 13 décembre 2017 devant le jury composé de M. VIRET Michel Chercheur (HDR), CEA Saclay Rapporteur M. BELMEGUENAI Mohamed Maître de conférences (HDR), Université Paris 13 Rapporteur Mme MOUGIN Alexandra Directrice de recherches CNRS, Université Paris 11 Examinateur M. MAZALEYRAT Frédéric Professeur des universités, ENS Cachan Examinateur M. PERNA Paolo Chercheur, IMDEA Madrid Examinateur Mme MECHIN Laurence Directrice de recherches CNRS, Université Caen Normandie Directeur de thèse Thèse dirigée par Laurence MECHIN, laboratoire GREYC (UMR 6072) iii Contents List of Abbreviations .............................................................................................................. -

(Laalo3)0.3(Sr2taalo6)0.7(001) Richard T
Single Crystal Perovskites Analyzed Using X-ray Photoelectron Spectroscopy: 4. (LaAlO3)0.3(Sr2TaAlO6)0.7(001) Richard T. Haasch, Eric Breckenfeld, and Lane W. Martin Citation: Surface Science Spectra 21, 112 (2014); doi: 10.1116/11.20140904 View online: http://dx.doi.org/10.1116/11.20140904 View Table of Contents: http://scitation.aip.org/content/avs/journal/sss/21/1?ver=pdfcov Published by the AVS: Science & Technology of Materials, Interfaces, and Processing Articles you may be interested in Single Crystal Rare-earth Scandate Perovskites Analyzed Using X-ray Photoelectron Spectroscopy: 3. GdScO3(110) Surf. Sci. Spectra 21, 149 (2014); 10.1116/11.20140908 Single Crystal Perovskites Analyzed Using X-ray Photoelectron Spectroscopy: 5. NdGaO3(110) Surf. Sci. Spectra 21, 122 (2014); 10.1116/11.20140905 Single Crystal Perovskites Analyzed Using X-ray Photoelectron Spectroscopy: 3. LaAlO3(001) Surf. Sci. Spectra 21, 103 (2014); 10.1116/11.20140903 Single Crystal Perovskites Analyzed Using X-ray Photoelectron Spectroscopy: 2. YAlO3(110) Surf. Sci. Spectra 21, 95 (2014); 10.1116/11.20140902 Single Crystal Perovskites Analyzed Using X-ray Photoelectron Spectroscopy: 1. SrTiO3(001) Surf. Sci. Spectra 21, 87 (2014); 10.1116/11.20140901 Redistribution subject to AVS license or copyright; see http://scitation.aip.org/termsconditions. Download to IP: 73.15.5.18 On: Sun, 18 Jan 2015 23:45:09 Single Crystal Perovskites Analyzed Using Accession #: 01313 X-ray Photoelectron Spectroscopy: 4. Technique: XPS (LaAlO ) (Sr TaAlO ) (001) Host Material: Single -

Layer-By-Layer Epitaxial Growth of Defect-Engineered Strontium Cobaltites § † § † § ‡ † Tassie K
Research Article Cite This: ACS Appl. Mater. Interfaces 2018, 10, 5949−5958 www.acsami.org Layer-by-Layer Epitaxial Growth of Defect-Engineered Strontium Cobaltites § † § † § ‡ † Tassie K. Andersen,*, , Seyoung Cook, , Gang Wan, Hawoong Hong, Laurence D. Marks, § and Dillon D. Fong § Materials Science Division, Argonne National Laboratory, Argonne, Illinois 60439, United States † Department of Materials Science and Engineering, Northwestern University, Evanston, Illinois 60208, United States ‡ Advanced Photon Source, Argonne National Laboratory, Argonne, Illinois 60439, United States ABSTRACT: Control over structure and composition of ff (ABO3) perovskite oxides o ers exciting opportunities since these materials possess unique, tunable properties. Perovskite oxides with cobalt B-site cations are particularly promising, as the range of the cation’s stable oxidation states leads to many possible structural frameworks. Here, we report growth of strontium cobalt oxide thin films by molecular beam epitaxy, and conditions necessary to stabilize different defect concentration phases. In situ X-ray scattering is used to monitor structural evolution during growth, while in situ X-ray absorption near-edge spectroscopy is used to probe oxidation state and measure changes to oxygen vacancy concentration as a function of film thickness. Experimental results are compared to kinetically limited thermodynamic predictions, in particular, solute trapping, with semiquantitative agreement. Agreement between observations of dependence of cobaltite phase on oxidation activity and deposition rate, and predictions indicates that a combined experimental/theoretical approach is key to understanding phase behavior in the strontium cobalt oxide system. KEYWORDS: metal oxides, strontium cobalt oxide, molecular beam epitaxy, defects in oxides, perovskite oxides, thin films ■ INTRODUCTION the oxygen vacancy concentration. -

An Expressway for Electrons in Oxide Heterostructures 30 July 2018
An expressway for electrons in oxide heterostructures 30 July 2018 The research team co-led by Prof Andrivo RUSYDI and Prof ARIANDO, both from the Department of Physics and Nanoscience and Nanotechnology Institute (NUSNNI) NanoCore, NUS has developed a new methodology involving a combination of advanced measurement techniques (spectroscopic ellipsometry, synchrotron-based soft X-ray absorption spectroscopy and charge transport measurements) to determine the influence of localised charges on the mobility of electrons at the oxide interface. These localised charges can shield Figure illustrates the importance of strong (electronic) (or "screen") electrons in such a way that they do screening in determining the electron mobility at not "see" each other, significantly reducing the interfaces of oxide heterostructures. The significant improvement in electron mobility can enable the coulomb repulsion between them. Screening the development of novel devices. Credit: Andrivo Rusydi coulomb repulsion helps to reduce correlation and Xiao CHI effects between electrons. This is known as the "screening effect" and it allows the electrons at the interface to travel with higher mobility. The new method developed by the NUS research team NUS physicists have developed a new allowed them to detect both screened and methodology for determining the impact of unscreened electrons, thereby shedding light on screening effects on charge carrier mobility at the how they dictate the electronic properties of a interface of complex material structures. complex oxide heterostructure, particularly at a buried interface. Oxide heterostructures, which are composed of layers of different oxide materials, exhibit unique The researchers involved in this team have applied physical properties at their interfaces (junction this method to an oxide heterostructure made up of between two oxide materials). -

GANEX III-N Newsletter
Newsletter No. 81 October 2019 GANEX III-N Technology Coordinated by CRHEA-CNRS research laboratory, this monthly newsletter is produced by Knowmade with collaboration from the managers of GANEX groups. The newsletter presents a selection of newest scientific publications, patent applications and press releases related to III- Nitride semiconductor materials (GaN, AlN, InN and alloys) All issues on www.ganex.fr in Veille section. Free subscription http://www.knowmade.com/ganex GANEX Cluster of Excellence (Labex, 2012-2019) GANEX is a cluster gathering French research teams involved in GaN technology. The objective of GANEX is to strengthen the position of French academic players in terms of knowledge and visibility, and reinforce the French industrials in terms of know-how and market share. www.ganex.fr KnowMade KnowMade is a Technology Intelligence and IP Strategy consulting company specialized in analysis of patents and scientific information. The company supports R&D organizations, industrial companies and investors in their business development by helping them to understand their competitive environment, follow technology trends, and find out opportunities and threats in terms of technology and patents. Knowmade operates in the following industrial sectors: Compound Semiconductors, Power Electronics, RF & Microwave Technologies, LED/OLED Lighting & Display, Photonics, Memories, MEMS & Sensors, Manufacturing & Advanced packaging, Batteries & Energy management, Biotechnology, Pharmaceuticals, Medical Devices, Medical Imaging, Agri-Food & Environment. Knowmade’s experts provide prior art search, patent landscape analysis, scientific literature analysis, patent valuation, IP due diligence and freedom-to-operate analysis. In parallel the company proposes litigation/licensing support, technology scouting and IP/technology watch service. Knowmade’s analysts combine their technical and patent expertise by using powerful analytics tools and proprietary methodologies to deliver relevant patent analyses and scientific reviews. -

34 Growth Parameter Control of Structures and Properties Of
Growth Parameter Control of Structures and Properties of Perovskite Thin Films Skye Tackkett Physics, Missouri University of Science and Technology REU Program: 2017 Cornell NanoScale Science & Technology Facility International Research Experience for Undergraduates (CNF iREU) Program at the National Institute of Material Science (NIMS), Tsukuba, Ibaraki, Japan CNF iREU Principal Investigator: Dr. Naoki Ohashi, Electroceramics Group, National Institute for Materials Science REU Final Reports 2017 CNF iREU Mentor: Dr. Takeo Ohsawa, Electroceramics Group, National Institute for Materials Science Primary Source of CNF iREU Funding: National Science Foundation under Grant No. OISE #1559368 Contact: [email protected], [email protected], [email protected] Website: http://www.cnf.cornell.edu/cnf_2017reu.html Abstract: Application of growth parameters to control thin film structures and properties is an important method for improving film quality for applications in advanced electronic devices. Lattice engineering of thin films is key to improve the crystallinity and quality of films and the devices they comprise. In this study, as a model system we seek to control the growth of a perovskite oxide film, strontium titanate (SrTiO3), through magnetron sputtering. Film growth of SrTiO3 was investigated on lattice-matched lanthanum aluminate- strontium aluminum tantalite ((LaAlO3)0.3(Sr2AlTaO6)0.7) substrates, where we focused on the distance between substrates and sputtering target. We find that alteration of the distance leads to good Sr and Ti control, high crystallinity, and smooth surfaces, but oxygen deficiency in the films is still an obstacle to improving the electrical properties. Introduction: important in the development of many devices,Stacked thinsuch filmas heterostructuresmultilayer ceramic are capacitors, batteries, and integrated interfaces are essential in determining the circuits [1]. -

Fabrication and Characterization of Metastable Anatase Tantalum Oxynitride (Taon) Thin Films by Sputter Deposition
Fabrication and Characterization of Metastable Anatase Tantalum Oxynitride (TaON) Thin Films by Sputter Deposition Gil Hwan Lim*,1, Yannan Wang2, Takuto Wakasugi2, Yasushi Hirose2,3, Tetsuya Hasegawa2,3 1Department of Physics and Astronomy, Northwestern University, Evanston, Illinois 60208, United States 2Department of Chemistry, The University of Tokyo, Tokyo 113-0033, Japan 3Kanagawa Academy of Science and Technology, Kawasaki 213-0012, Japan ABSTRACT: We report on the attempt to synthesize metastable anatase tantalum oxynitride (TaON) in thin film form on lattice-matched LSAT and LAO single crystals by using sputter deposition. Sputter deposition is known to be a better method for large-scale fabrication in industrial purposes as opposed to pulsed laser deposition, which is used in conventional thin film synthesis of anatase TaON. Several different experimental conditions were used to determine optimal growth temperature and supply of oxygen and nitrogen gases for obtaining high-quality anatase TaON thin films. Two-dimensional X-ray diffraction (2D-XRD) and scanning electron microscopy with energy dispersive X-ray spectroscopy analysis (SEM-EDS) measurements were used to determine the crystallinity and chemical composition of the deposited thin films. A growth temperature of 650ºC (instead of 700ºC) yielded thinner films and better chemical composition, but varying oxygen and nitrogen flow rates yielded mixed results. Epitaxial single crystalline growth was only partially successful, as seven out of nine samples were amorphous while the other two samples showed hints of crystallinity. After annealing the samples at higher temperature (750ºC), however, better crystallinity was obtained in samples grown at 0.4 sccm O2 flow. KEYWORDS: transparent conductor, tantalum oxynitride, anatase, thin film, sputter deposition 9-11 I. -

2019 EMC Final Program (PDF)
with their epitaxial precision, make vdW-based devices a promising alternative for constructing key elements of novel solid-state quantum 61st Electronic Materials Conference computing platforms. In particular, these new material systems have the potential to improve coherent characteristics in quantum systems while reducing the footprint of individual qubit –– both are keys to realizing SESSION A: EMC Awards Ceremony and Plenary Session extensible quantum computing schemes. We demonstrate quantum Session Chairs: Kris Bertness and Suzanne Mohney coherent control of a superconducting circuit incorporating graphene- Wednesday Morning, June 26, 2019 based vdW heterostructures. We show that this device can be operated as a Michigan League, 2nd Floor, Lydia Mendelssohn Theatre voltage-tunable transmon qubit, whose spectrum refl ects the electronic properties of massless Dirac fermions traveling ballistically. In addition to * Plenary Paper the potential for advancing extensible quantum computing technology, our results represent a new approach to studying vdW materials using microwave photons in coherent quantum circuits. 8:20 AM EMC Awards Ceremony 10:40 AM B02 8:30 AM *A01 (Student) Nonperturbative Multiphoton Absorption in Gallium Programmable Quantum Materials Dmitri N. Basov; Columbia Nitrides Haiyi Liu1, Qile Wu1, Ping Wang1, Zetian Mi1, Steven T. Cundiff 1, University, New York, New York, United States. 2 and Mackillo Kira1; 1Department of Electrical Engineering and Computer Science, University of Michigan, Ann Arbor, Michigan, United -

Thermal and Electrical Transport in Oxide Heterostructures By
Thermal and Electrical Transport in Oxide Heterostructures By Jayakanth Ravichandran A dissertation submitted in partial satisfaction of the requirements for the degree of Doctor of Philosophy in Applied Science and Technology in the Graduate Division of the University of California, Berkeley Committee in charge: Professor Ramamoorthy Ramesh, Co-Chair Dr. Arunava Majumdar, Co-Chair Professor Junqiao Wu Professor Oscar Dubon Professor Joel Moore Fall 2011 Thermal and Electrical Transport in Oxide Heterostructures Copyright 2011 by Jayakanth Ravichandran 1 Abstract Thermal and Electrical Transport in Oxide Heterostructures by Jayakanth Ravichandran Doctor of Philosophy in Applied Science and Technology University of California, Berkeley Professor Ramamoorthy Ramesh, Co-Chair Dr. Arun Majumdar, Co-Chair This dissertation presents a study of thermal and electrical transport phenomena in heterostructures of transition metal oxides, with specific interest in understanding and tailoring thermoelectricity in these systems. Thermoelectric energy conversion is a promising method for waste heat recovery and the efficiency of such an engine is directly related to a material dependent figure of merit, Z, given as S2σ/κ, where S is thermopower and σ and κ are electrical and thermal conductivity respectively. Achieving large figure of merit has been hampered by the coupling between these three thermoelectric coefficients, and the primary aim of this study is to understand the nature of thermoelectricity in complex oxides and identify mechanisms which can allow tuning of one or more thermoelectric coefficients in a favorable manner. Un- like the heavily studied conventional thermoelectric semiconductors, transition metals based complex oxides show conduction band characteristics dominated by d-bands, with much larger effective masses and varying degrees of electron correlations. -

Transparent/Terahertz-Functional Electromagnetic Structures in Ultra
www.nature.com/scientificreports OPEN THz characterization and demonstration of visible- transparent/terahertz-functional Received: 1 December 2017 Accepted: 15 February 2018 electromagnetic structures in ultra- Published: xx xx xxxx conductive La-doped BaSnO3 Films Sara Arezoomandan 1, Abhinav Prakash 2, Ashish Chanana1, Jin Yue2, Jieying Mao1, Steve Blair1, Ajay Nahata1, Bharat Jalan2 & Berardi Sensale-Rodriguez1 We report on terahertz characterization of La-doped BaSnO3 (BSO) thin-flms. BSO is a transparent complex oxide material, which has attracted substantial interest due to its large electrical conductivity and wide bandgap. The complex refractive index of these flms is extracted in the 0.3 to 1.5 THz frequency range, which shows a metal-like response across this broad frequency window. The large optical conductivity found in these flms at terahertz wavelengths makes this material an interesting platform for developing electromagnetic structures having a strong response at terahertz wavelengths, i.e. terahertz-functional, while being transparent at visible and near-IR wavelengths. As an example of such application, we demonstrate a visible-transparent terahertz polarizer. Transparent electronics have garnered signifcant attention since the introduction of the frst transparent thin flm transistor1–3. In terms of commercial products, the market has been steadily fourishing, with demand being mostly led by the photovoltaic and the optoelectronic industries. Furthermore, these materials are expected to be convenient alternatives to conventional metals as well as doped-semiconductors to develop fully transpar- ent devices. Several types of transparent conductive oxides (TCOs) have been introduced and characterized for diferent applications in areas including plasmonics and photovoltaics. Tese include tin-doped indium oxide (ITO), gallium-doped zinc oxide (GZO), and aluminum-doped zinc oxide (AZO), among others4. -

1 Review Article Atomically Flat Single Terminated Oxide Substrate Surfaces
Review article Atomically flat single terminated oxide substrate surfaces Abhijit Biswasa, Chan–Ho Yang b, Ramamoorthy Rameshc,d,e, and Yoon H. Jeonga* a Department of Physics, Pohang University of Science and Technology, Pohang 790-784, South Korea b Department of Physics and Institute for the NanoCentury, KAIST, Daejeon 305-701, South Korea c Department of Materials Science and Engineering, University of California, Berkeley, CA 94720, USA d Department of Physics, University of California, Berkeley, CA 94720, USA e Materials Science Division, Lawrence Berkeley National Laboratory, Berkeley, CA 94720, USA Keywords: Transition metal oxides, single crystal substrates, surface treatment, atomic flatness, chemical homogeneity, atomically controlled thin films *Corresponding author. E-mail addresses: [email protected] (Abhijit Biswas), [email protected] (Chan-Ho Yang), [email protected] (Ramamoorthy Ramesh), [email protected] (Yoon H. Jeong) 1 ABSTRACT Scientific interest in atomically controlled layer-by-layer fabrication of transition metal oxide thin films and heterostructures has increased intensely in recent decades for basic physics reasons as well as for technological applications. This trend has to do, in part, with the coming post-Moore era, and functional oxide electronics could be regarded as a viable alternative for the current semiconductor electronics. Furthermore, the interface of transition metal oxides is exposing many new emergent phenomena and is increasingly becoming a playground for testing new ideas in condensed matter physics. To achieve high quality epitaxial thin films and heterostructures of transition metal oxides with atomically controlled interfaces, one critical requirement is the use of atomically flat single terminated oxide substrates since the atomic arrangements and the reaction chemistry of the topmost surface layer of substrates determine the growth and consequent properties of the overlying films. -

Trends of Epitaxial Perovskite Oxide Films Catalyzing the Oxygen Evolution Reaction in Alkaline Media
Trends of epitaxial perovskite oxide films catalyzing the oxygen evolution reaction in alkaline media Denis Antipin,1 Marcel Risch1,2,* 1Nachwuchsgruppe Gestaltung des Sauerstoffentwicklungsmechanismus, Helmholtz-Zentrum Berlin für Materialien und Energie GmbH, Hahn-Meitner-Platz 1, 14109 Berlin [email protected] 2Georg-August Universität Göttingen, Institut für Materialphysik, Friedrich-Hund-Platz 1, 37077 Göttingen Abstract The oxygen evolution reaction (OER) is considered a key reaction for electrochemical energy conversion but slow kinetics hamper application in electrolyzers, metal-air batteries and other applications that rely on sustainable protons from water oxidation. In this review, the prospect of epitaxial perovskite oxides for the OER at room temperature in alkaline media is reviewed with respect to fundamental insight into systematic trends of the activity. First, we thoroughly define the perovskite structure and its parameter space. Then, the synthesis methods used to make electrocatalytic epitaxial perovskite oxide are surveyed and we classify the different kinds of electrodes that can be assembled for electrocatalytic investigations. We briefly discuss the semiconductor physics of epitaxial perovskite electrodes and their consequences for the interpretation of catalytic results. OER investigations on epitaxial perovskite oxides are comprehensively surveyed and selected trends are graphically highlighted. The review concludes with a short perspective on opportunities for future electrocatalytic research on epitaxial perovskite oxide systems. 1. Introduction Water splitting is the most important reaction for sustainable production of hydrogen equivalents (protons) [1–4]. These are used in one half reaction to make energy carriers (e.g., H2, CH3OH) [5–11], fertilizers (NH3) [12–14] or feedstocks for the chemical industry (e.g., CH2O) [15–17].