Band Saw Blade Reference Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cutting & Grinding Discs
Cutting discs PFERD with the new color code system on the disc and package. Grinding discs PFERD Standard arbor hole 22.2 mm Cutting disc S SG (performance range) For cutting of sheet metal, sections and solid materials in steel. Also for cast Iron. Disc thickness 1,0 – 1,6 – 1,9 mm for fast and comfortable cutting with minimized burr formation. Disc thickness 2,4 mm for universal cutting applications. Disc thickness 2,9 – 3,0 – 3,2 mm for maximum tool life with high lateral stability. Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). Number Diameter Thickness Shape PFERDERGONOMICS® cutting discs <2.0mm 460110 115 1.0 EHT 460111 115 1.6 EHT 460112 115 2.4 EHT 460114 125 1.0 EHT 460115 125 1.6 EHT 460116 125 2.4 EHT 460118 150 3.0 EHT 460118B 180 1.6 EHT 460119 180 2.9 EHT 460120 180 3.2 EHT 460120B 230 1.9 EHT 460121 230 2.9 EHT 460122 230 3.2 EHT Number Diameter Thickness Shape 460112E 115 2.4 EH 460113 115 3.2 EH 460116E 125 2.4 EH 460117 125 3.2 EH 460118E 150 3.0 EH 460119E 180 2.9 EH 460120E 180 3.2 EH 460121E 230 2.9 EH 460122E 230 3.2 EH Cutting disc SG STEELOX (performance range) For cutting of sheet metal, sections and solid material in steel and stainless steel (INOX). Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). * = metal center ring PFERDERGONOMICS® cutting discs <2.0mm Number Diameter Thickness Shape 460140 115 1.0 EHT 460141 115 1.6 EHT 460141B 115 2.0 EHT 460142 115 2.4 EHT 460145B 125 1.0 EHT * 460146 125 1.6 EHT * 460146B 125 2.0 EHT 460147 125 2.4 EHT 460147D 150 1.6 EHT 460149A 180 1.6 EHT 460150 180 2.5 EHT * 460150B 230 1.9 EHT 460151 230 2.5 EHT 460152 230 3.2 EHT * Number Diameter Thickness Shape 460143 115 2.4 EH 460144 115 3.2 EH 460148 125 2.4 EH 460149 125 3.2 EH 460150E 180 2.5 EH 460151E 230 2.5 EH Pag. -
Use a Hacksaw Inch Blade
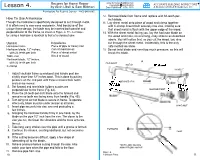
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Oil-Based Metalworking Fluids
SSttrraaiigghhtt OOiillss ffoorr CCuuttttiinngg && GGrriinnddiinngg Optimum Performance Where Lubrication & Extreme Pressure Properties are Required E−LEARNING GUIDE CUTTING & GRINDING OILS REDUCE FRICTION ● LONGER TOOL LIFE IMPROVED SURFACE FINISH Oil based metalworking fluids, otherwise known as straight oils, are meant to be used in tough operations where lubrication and extreme pressure properties are necessary. They are not meant to replace or compete with their water-based counterparts; rather, they provide an option for those applications where lubrication is more essential than cooling. Straight oils provide significant improvements in cutting and grinding operations by reducing friction resulting in improved surface finishes and longer tool life, especially with grinding wheels and other abrasive tools. Premium cutting and grinding straight oils are specially designed to provide optimum performance across a variety of different operational levels and viscosities. They have distinct advantages such as: Long or continuous Exceptional rust Less fluid and Excellent lubricity service life of control sump maintenance fluids Oil based metalworking fluids can range from low to high viscosity and in performance from light to heavy duty machining, each feature dialed into the specific applications in which it will be used. Some examples of these oils are: Low viscosity light duty oils are designed to provide excellent wetting properties and are ideal in higher speed operations and Swiss machines. ISO 32 medium duty oils offer excellent performance in light to moderate duty cutting applications and are often used as dual or tri-purpose oils. These types of oils are ideal for screw machines or any operation where there is a high probability of leakage. -

Code of Practice for Wood Processing Facilities (Sawmills & Lumberyards)
CODE OF PRACTICE FOR WOOD PROCESSING FACILITIES (SAWMILLS & LUMBERYARDS) Version 2 January 2012 Guyana Forestry Commission Table of Contents FOREWORD ................................................................................................................................................... 7 1.0 INTRODUCTION ...................................................................................................................................... 8 1.1 Wood Processing................................................................................................................................. 8 1.2 Development of the Code ................................................................................................................... 9 1.3 Scope of the Code ............................................................................................................................... 9 1.4 Objectives of the Code ...................................................................................................................... 10 1.5 Implementation of the Code ............................................................................................................. 10 2.0 PRE-SAWMILLING RECOMMENDATIONS. ............................................................................................. 11 2.1 Market Requirements ....................................................................................................................... 11 2.1.1 General .......................................................................................................................................... -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -

Waterjet Cutting
Waterjet Cutting Waterjet cutting is one of today’s fastest-growing technologies and is quickly becoming a leading fabrication process. Waterjet cutting uses a high-pressure stream of water with an abrasive such as garnet to make the cut. No heat is generated during Waterjet cutting, eliminating the risk of material distortion. Edge finish of Waterjet machined parts is smooth and satiny, with no jagged edges, slag or burrs, eliminating the need for other finishing processes such as grinding. Water jet cutting technology utilizes high pressure water with an abrasive substance to create a cutting tool that travels at three times the speed of sound. With this tool, virtually any material can be cut with or without an abrasive in some Hi-Tech Welding is a one-stop service center for welding and cases. The Mitsubishi control, combined with a CAD-CAM fabrication in Lee’s Summit, MO. generated CNC code, allows for simple or complex shapes to be cut. Speed and accuracy (compensation is within In 1985 Hi-Tech Welding originally began as a tool and die welding ±0.005” per 36” length) are easy to achieve with the Waterjet facility. Over the years it has grown into a full welding and fabrication Intelligent Taper ControlTM System. shop. Waterjet Cuts Virtually Any Material Services offered • Laser Welding Waterjet cutting is suitable for nearly any material, and can • Tool and Die Welding cut any material up to 6” thick. • Waterjet Cutting • Welding Repair We have software that allows us to make high quality ducts, • Repair and Refurbishment fittings, flanges and brackets. -

A Sheffield Hallam University Thesis
The effect of tooth geometry on power hacksaw blade performance. HALES, William M. M. Available from the Sheffield Hallam University Research Archive (SHURA) at: http://shura.shu.ac.uk/19742/ A Sheffield Hallam University thesis This thesis is protected by copyright which belongs to the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Please visit http://shura.shu.ac.uk/19742/ and http://shura.shu.ac.uk/information.html for further details about copyright and re-use permissions. TELEPEN 101 039 701 X iiiiiiiiini Sheffield City Polytechnic Library REFERENCE ONLY Return to Learning Centre of issue Fines are charged at 50p per hour 2 0 APR 2007 ProQuest Number: 10697044 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10697044 Published by ProQuest LLC(2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 THE EFFECT OF TOOTH GEOMETRY on POWER HACKSAW BLADE PERFORMANCE by William Malcolm Manson Hales BSc A Thesis submitted to the Council for National Academic Awards in partial fulfilment of the requirements for the degree of Doctor of Philosophy. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m². -

Extra Long Screwdriver Bits Kit Box Tool Holders
EXTRA LONG PHILLIPS® EXTRA LONG BITS 150MM 150mm long Phillips® screwdriver bits in three SCREWDRIVER BITS sizes No.1, 2 and 3. Bit Size Order Ref. Price EXTRA LONG TORX® EXTRA LONG POZI® Phillips® No. 1 SNAP/PH/1A £5.00 BITS 150MM BITS 150MM Phillips® No. 2 SNAP/PH/2A £5.00 Phillips® No. 3 SNAP/PH/3A £5.00 150mm long Torx® screw driver bits with round 150mm long Pozi® Screwdriver bits in three shafts. Can be used with T-Star® screws. sizes No.1, 2 and 3. EXTRA LONG Bit Size Machine Screw Order Ref. Price Bit Size Order Ref. Price SQUARE DRIVE BITS ® ® Torx T10 M3 SNAP/TX/10A £5.00 Pozi No. 1 SNAP/PZ/1A £5.00 Two lengths of No.2 Robertson square drive Torx® T15 M3.5 SNAP/TX/15A £5.00 Pozi® No. 2 SNAP/PZ/2A £5.00 bits. 75mm (3”) and 150mm (6”) for use with Torx® T20 M4 SNAP/TX/20A £5.00 Pozi® No. 3 SNAP/PZ/3A £6.00 Pocket Hole Jig. Torx® T25 M5 SNAP/TX/25A £5.00 Bit Size Order Ref. Price Torx® T30 M6 SNAP/TX/30A £5.00 Robertson® No. 2 (3”) SNAP/SQ/2A £4.00 Robertson® No. 2 (6”) SNAP/SQ/2B £5.00 KIT BOX 19 PIECE METRIC KIT BOX Standard Quick Chuck 1, 2, 3, 4, 5, 7 and 7mm drills. No.6, 8 and 10 drill bit guide. No. 4, 6, 8, 10 and 12 drill countersinks and Pozi® No.1, 2 and 3 50mm screwdriver bits. -

Water Jet Cutting a Technology on the Rise
Water Jet Cutting A Technology on the Rise Water Jet Cutting- A Technology on the Rise Foreword: Siberia to Iceland, from Norway to South The purpose of this brochure is to give the Africa. reader a rough overview of Waterjet Specially trained technicians are constantly Cutting. In addition to precise cutting of on duty and can help you immediately at various materials as presented, many any time. special applications i.e. medical and in the decommissioning and demolition field Service and wear parts are shipped within exist – these however being outside the 24 hours. scope of this text. For any additional Our contract-cutting department takes information, our KMT Waterjet team is care of our customers’ needs to the fullest, always available. Also, we would like to enabling us to perform test-cutting welcome you to visit our homepage procedures in order to optimize the www.kmt-waterjet.com, where you have cutting method, allowing you for the option of downloading useful files. economically and technically sound In order for you to get a better operation of your machines. understanding of KMT Waterjet Systems, The KMT Waterjet team in Bad Nauheim is we would also like to take this opportunity always available to answer your questions! to present our company. In the Autumn of 2003, KMT AB of Sweden purchased the Waterjet Cutting Division from Ingersoll-Rand. The KMT Corporation is an Internationally active corporation with over 700 employees worldwide. KMT Waterjet Systems employs 200 people. Further KMT brands include UVA, LIDKOPING, KMT Robotic Solutions, KMT Aqua-Dyne, KMT McCartney, and KMT H2O. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use.