Progressive Stamping Process and Die Design of High Strength Steel Automobile Structural Parts
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Integrating Cold Forging and Progressive Stamping for Cost
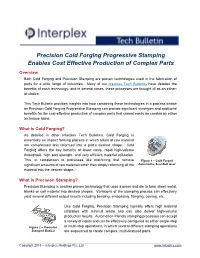
Precision Cold Forging Progressive Stamping Enables Cost Effective Production of Complex Parts Overview Both Cold Forging and Precision Stamping are proven technologies used in the fabrication of parts for a wide range of industries. Many of our previous Tech Bulletins have detailed the benefits of each technology, and in several cases, these processes are thought of as an either- or choice. This Tech Bulletin provides insights into how combining these technologies in a process known as Precision Cold Forging Progressive Stamping can provide significant synergies and additional benefits for the cost-effective production of complex parts that cannot easily be created by either technique alone. What is Cold Forging? As detailed in other Interplex Tech Bulletins, Cold Forging is essentially an impact forming process in which billets of raw material are compressed and reformed into a part’s desired shape. Cold Forging offers the key benefits of lower costs, rapid high-volume throughput, high part strength, and very efficient material utilization. This, in comparison to processes like machining that remove Figure 1 – Cold Forged significant amounts of raw material rather than simply reforming all the Automotive Seat Belt Gear material into the desired shape. What is Precision Stamping? Precision Stamping is another proven technology that uses a press and die to form sheet metal, blanks or coil material into desired shapes. Variations of the stamping process can effectively yield several different output results including bending, embossing, flanging, coining, etc. Like Cold Forging, Precision Stamping typically offers high material utilization with minimal waste and can also deliver high-volume production results. -

Ijarset 12320
ISSN: 2350-0328 International Journal of Advanced Research in Science, Engineering and Technology Vol. 6, Issue 12 , December 2019 Support of Software Projects at Local Industrial Enterprises SH.N.Fayzimatov, A.M.Gafurov P.G. Doctor of technical sciences, professor Department of “Mechanical engineering and automation”, Fergana Polytechnic Institute, Fergana, Uzbekistan Assistant department of “Mechanical engineering and automation”, Fergana Polytechnic Institute, Fergana, Uzbekistan ABSTRACT: In conditions of increasing globalization at modern production facilities, the ability of a modern engineering company to compete in the production of high-tech products is determined by the technological capabilities of the product. These opportunities are represented by quality improvement, timely implementation and low economic costs. Increasing productivity in this direction is an important achievement in the development of modern engineering production. With the expansion of the product range, the dynamic development of such production involves a constant increase in the need for technological equipment of CAD / CAM / CAE systems. It is characterized by high-quality and resource-intensive production conditions, the development of new products, the development of technological systems and complex production technologies. KEY WORDS: system, G-code, RDB machine, software, production, design, details, cutting tool, cutting process I. INTRODUCTION Read more about the project, details of the maintenance, and the details of the technology and functional details of the role of the manufacturer in the production of machine tools. We are working on the problems of machine-to- machine forecasting. CAD / CAM / CAE. The role and importance of CAD / CAM / CAE systems in the design and manufacture of engineering products indicates that the design department at the manufacturing enterprise should take into account financial resources in the production and production of marketable products. -

Foundry Industry SOQ
STATEMENT OF QUALIFICATIONS Foundry Industry SOQ TRCcompanies.com Foundry Industry SOQ About TRC The world is advancing. We’re advancing how it gets planned and engineered. TRC is a global consulting firm providing environmentally advanced and technology‐powered solutions for industry and government. From solid waste, pipelines to power plants, roadways to reservoirs, schoolyards to security solutions, clients look to TRC for breakthrough thinking backed by the innovative follow‐ through of a 50‐year industry leader. The demands and challenges in industry and government are growing every day. TRC is your partner in providing breakthrough solutions that navigate the evolving market and regulatory environment, while providing dependable, safe service to our customers. We provide end‐to‐end solutions for environmental management. Throughout the decades, the company has been a leader in setting industry standards and establishing innovative program models. TRC was the first company to conduct a major indoor air study related to outdoor air quality standards. We also developed innovative measurements standards for fugitive emissions and ventilation standards for schools and hospitals in the 1960s; managed the monitoring program and sampled for pollutants at EPA’s Love Canal Project in the 1970s; developed the basis for many EPA air and hazardous waste regulations in the 1980s; pioneered guaranteed fixed‐price remediation in the 1990s; and earned an ENERGY STAR Partner of the Year Award for outstanding energy efficiency program services provided to the New York State Energy Research and Development Authority in the 2000s. We are proud to have developed scientific and engineering methodologies that are used in the environmental business today—helping to balance environmental challenges with economic growth. -

Progressive Stampings
Perfection Spring and Stamping Corp. Defining What We Do…. Progressive Stampings Progressive (punch and blanking) die with strip and punchings. Progressive stamping is a metalworking method that can encompass punching, coining, bending and several other ways of modifying metal raw material, combined with an automatic feeding system. The feeding system pushes a strip of metal (as it unrolls from a coil) through all of the stations of a progressive stamping die. Each station performs one or more operations until a finished part is made. The final station is a cutoff operation, which separates the finished part from the carrying web. The carrying web, along with metal that is punched away in previous operations, is treated as scrap metal. The progressive stamping die is placed into a reciprocating stamping press. As the press moves up, the top die moves with it, which allows the material to feed. When the press moves down, the die closes and performs the stamping operation. With each stroke of the press, a completed part is removed from the die. Since additional work is done in each "station" of the die, it is important that the strip be advanced very precisely so that it aligns within a few thousandths of an inch as it moves from station to station. Bullet shaped or conical "pilots" enter previously pierced round holes in the strip to assure this alignment since the feeding mechanism usually cannot provide the necessary precision in feed length. The dies are usually made of tool steel to withstand the high shock loading involved, retain the necessary sharp cutting edge, and resist the abrasive forces involved. -

Standard Products Catalog
Combined Technologies Group, Inc. www.comtechgrp.com Standard Products Catalog 6061 Milo Road Dayton, OH 45414 Phone: 937-274-4866 Fax: 937.274.1881 Email: [email protected] Table of Contents Standard Products Catalog Die Cast/Foundry Products Item Page No. About the Company ..................................................................................................2 Robotic Die Cast Extraction System ...........................................................................4 Robotic Die Spraying System .....................................................................................5 Die Lube Mixing ........................................................................................................6 Robotic Ladle (molten metal delivery) ........................................................................7 Water Quench Tanks .................................................................................................8 Static Air Coolers ......................................................................................................9 Degate Press ...........................................................................................................10 Manual Trim Press ................................................................................................... 11 Shuttle Bed Trim Press .............................................................................................12 Fume Hoods ...........................................................................................................13 -

Sorting of Automotive Manufacturing Wrought Aluminum Scrap
Sorting of Automotive Manufacturing Wrought Aluminum Scrap A Major Qualifying Project Submitted to the Faculty of Worcester Polytechnic Institute in partial fulfillment of the requirements for the Degree in Bachelor of Science in Mechanical Engineering By Shady J. Zummar Ghazaleh Date: 04/26/2018 Sponsoring Organization: Metal Processing Institute Approved by: ________________________________________ Professor Diran Apelian Alcoa-Howmet Professor of Engineering, Advisor Founding Director of Metal Processing Institute Abstract An increase of 250% in wrought aluminum usage in automotive manufacturing is expected by 2020. Consequently, the generation of new aluminum sheet scrap will also increase. Producing secondary aluminum only emits 5% of the CO2 compared to primary aluminum – a significant 95% decrease. With the advent of opto-electronic sorting technologies, recovery and reuse of new aluminum scrap (generated during manufacturing) is at hand. A series of interviews with industrial experts and visits to automotive stamping plants were performed in order to identify: (i) the most common wrought aluminum alloys from which scrap is generated; (ii) the present scenario — how scrap is collected today; and (iii) the types of contamination that must be accounted for during and after sortation. Recommendations are made herein that will support the development of an optimized scrap management system including sorting criteria that will enable closed loop recycling. 2 Table of Contents Abstract 2 Table of Contents 3 Acknowledgements 5 1 Introduction -

17 Basic Metal & Fabricated Metal Products
THE DIRECTORY OF ISO 14001 CERTIFIED COMPANIES IN HONG KONG (A total of 986 ISO 14001 Certificates as at December 2019) Experience Sharing on EAC ISO 14000 by Accreditation No. Company Name Scope Cert body Implementing Code Industrial Sectors scheme ISO14001 1 Administration Office: 17 Basic Metal & Manufacturing of Precision Metal Parts and Assembly; Design and Manufacturing of Germany - TGA TUV NORD Hong Kong Ltd. Yuen Hing Tai Metel Fabricated Metal Precision Dies Factory Ltd. Products Design and Manufacturing Site: Kwong Fung Metal Ltd. 2 Asahi Group Company 17 Basic Metal & Manufacture of progressive metal stamping and conventional stamping products UKAS SGS Hong Kong Limited Limited Fabricated Metal (System & Service Products Certification) 3 General (H.K.) 17 Basic Metal & Manufacture of metal parts for computers, printers, office machineries, audio-visual CNAS, HKCAS Hong Kong Quality Mechanical Designs Fabricated Metal appliances and precision electrical appliances Assurance Agency Ltd. Products 4 Golik Metal Industrial 17 Basic Metal & Supply, stockholding and manufacture steel wire to BS 4482, steel bar to BS 4449, welded UKAS + HKAS SGS Hong Kong Limited Company Ltd./ Golik Fabricated Metal fabric to BS 4483, and steel reinforcement cages for concrete to BS 7123 and BS EN ISO (System & Service Steel (HK) Limited / Products 17660-2 Certification) Golik Metal Manufacturing Supply and stockholding of reinforcing bars to BS 4449 and CS2 (class 1 and class 2), Company Ltd Steel H-beam, steel sheet piles, steel products and construction -

Achieving Cosmetic Standards in the Stamping Press
Case Study: Achieving Cosmetic Standards in the Stamping Press Customer’s Goals Select a tooling shop that could design and build a progressive stamping die of this magnitude. Select a metal stamping supplier with the capability and capacity to produce these larger-sized, highly cosmetic side tables. Design and Manufacturing Process Customer Ultra designed and built a 144-inch progressive stamping die equipped with multiple stations and in-die sensors to produce the Major Appliance Manufacturer side table on our 800-ton press. The part's stringent cosmetic standards made it a challenge to metal stamp and this case Part study outlines how we established a successful production process. Stainless Steel Side Tables To remove sharp edges on the side table during metal stamping the Die Manufacturing Issue Designers utilized two methods; hemming and coining. Hemming Utilizing their own equipment and works better on longer, straighter edges and so this method is primarily employees to produce this part was applied on the side edges of the tables. Hemming precisely wraps the sheet not sustainable for the long-term. metal back around itself and forms a clean, radius edge. Coining operations are then used to remove the sharp edges on the remaining areas of the side table including interior locations; resulting in a stamped cut edge. Another key component to maintaining the cosmetic standards was locating a steel supplier that could provide plastic coating on one-side of the sheet metal and within the specified material thickness. Finally, during metal stamping two methods are utilized to maintain clean surfaces on the side tables. -

The Ohio Motor Vehicle Industry
Research Office A State Affiliate of the U.S. Census Bureau The Ohio Motor Vehicle Report February 2019 Intentionally blank THE OHIO MOTOR VEHICLE INDUSTRY FEBRUARY 2019 B1002: Don Larrick, Principal Analyst Office of Research, Ohio Development Services Agency PO Box 1001, Columbus, Oh. 43216-1001 Production Support: Steven Kelley, Editor; Jim Kell, Contributor Robert Schmidley, GIS Specialist TABLE OF CONTENTS Page Executive Summary 1 Description of Ohio’s Motor Vehicle Industry 4 The Motor Vehicle Industry’s Impact on Ohio’s Economy 5 Ohio’s Strategic Position in Motor Vehicle Assembly 7 Notable Motor Vehicle Industry Manufacturers in Ohio 10 Recent Expansion and Attraction Announcements 16 The Concentration of the Industry in Ohio: Gross Domestic Product and Value-Added 18 Company Summaries of Light Vehicle Production in Ohio 20 Parts Suppliers 24 The Composition of Ohio’s Motor Vehicle Industry – Employment at the Plants 28 Industry Wages 30 The Distribution of Industry Establishments Across Ohio 32 The Distribution of Industry Employment Across Ohio 34 Foreign Investment in Ohio 35 Trends 40 Employment 42 i Gross Domestic Product 44 Value-Added by Ohio’s Motor Vehicle Industry 46 Light Vehicle Production in Ohio and the U.S. 48 Capital Expenditures for Ohio’s Motor Vehicle Industry 50 Establishments 52 Output, Employment and Productivity 54 U.S. Industry Analysis and Outlook 56 Market Share Trends 58 Trade Balances 62 Industry Operations and Recent Trends 65 Technologies for Production Processes and Vehicles 69 The Transportation Research Center 75 The Near- and Longer-Term Outlooks 78 About the Bodies-and-Trailers Group 82 Assembler Profiles 84 Fiat Chrysler Automobiles NV 86 Ford Motor Co. -

Newsletter of EDM and High Speed Stamping
Newsletter of EDM and High Speed Stamping New Material Technology and Application Market Trend of High Speed Stamping New Corrosion Free Grade --NF series Harmful Cleansing Agent – Acetone Application of Corrosion Free grade Carbide Machining Technique TOOLING THE FUTURE 2nd edition With Schaeffler Group Complement—— Global Best Supplier Award for CERATIZIT GROUP Contents P04 · Development trend of Precision Stamping Mould P05 · The definition of High Quality Tungsten Carbide P06 · Carbide machining Technique P07 · The Principal of WEDM and Alert P08 · Market trend of high speed precision stamping P09 · NF series, the perfect solution for high precision mould P10 · The concept of NF and CF series P12 · Case studies on Corrosion Free Grade P14 · Harmful Cleansing agent – Acetone P15 · New Material Technology and Application P16 · Application Table of Corrosion Free grade - the NF, CF Series P17 · Grade selection Method P18 · Discussion to「Mould intellectualization」 P19 · Activities and events CB-CERATIZIT has been showing At the same time, beyond the merger in its professionalism by providing perfect 2010, CB-Ceratizit has increased more than solution to high precision stamping industry. 20 sets of sintering and HIP (Hot Isostatic CB-CERATIZIT through huge investment in Press) branded machines from Europe R&D project, we have successfully which further improve the production stability developed high quality Tungsten Carbide and sintering quality. We understand how grade correspond to the tool life request of important the role of carbide material plays the market. Beyond the merger of CBCT in on high speed precision stamping. 2010, there have been a lot of technical Therefore, no matter on product stability, exchanges and cooperation between CBCT consistency, Quality Assurance and after and Europe CERATZIT that brought huge sales support, CBCT has done its serious job breakthrough in product development, and hope that our product can help to bring manufacturing and R&D side. -

Producer Prices and Price Indexes April 1984
Producer Prices and Price Indexes Data for April 1984 U. S. Department of Labor Bureau of Labor Statistics i^^ig^v s<& Digitized for FRASER http://fraser.stlouisfed.org/ Federal Reserve Bank of St. Louis U.S. DEPARTMENT OF LABOR Raymond J. Donovan, Secretary BUREAU OF LABOR STATISTICS Janet L. Norwood, Commissioner OFFICE OF PRICES AND LIVING CONDITIONS Kenneth V. Dalton, Associate Commissioner Producer Prices and Price Indexes is a monthly report on producer price movements including text, tables, and technical notes. An annual supplement contains monthly data for the calendar year, annual averages, and informa- tion on weights. A subscription may be ordered from the Superintendent of Documents, U.S. Government Print- ing Office, Washington, D.C. 20402. Subscription price: $34 a year domestic (includes supplement) $8.50 additional foreign Single copy $5.00 Supplement $6.00 The Secretary of Labor has determined that the publication of this periodical is necessary in the transaction of the public business required by law of this Department. Use of funds for printing this periodical has been approved by the Director of the Office of Manage- ment and Budget through July 31, 1987. Second-class postage paid at Laurel, Md. Material in this publica- tion is in the public domain and may be reproduced without permission of the Federal Government. Please credit the Bureau of Labor Statistics. ISSN 0101-7311 May 1984 Digitized for FRASER http://fraser.stlouisfed.org/ Federal Reserve Bank of St. Louis Producer Prices and Price Indexes Data for April 1984 Contents Page Page Price movements, April 1984 1 7. -
Mass Production Cost Estimation of Direct H2 PEM Fuel Cell Systems for Transportation Applications: 2013 Update” Brian D
Mass Production Cost Estimation of Direct H2 PEM Fuel Cell Systems for Transportation Applications: 2016 Update January 2017 Prepared By: Brian D. James Jennie M. Huya-Kouadio Cassidy Houchins Daniel A. DeSantis Rev. 3 1 Sponsorship and Acknowledgements This material is based upon work supported by the Department of Energy under Award Number DE- EE0005236. The authors wish to thank Dr. Dimitrios Papageorgopoulos, Mr. Jason Marcinkoski, and Dr. Adria Wilson of DOE’s Office of Energy Efficiency and Renewable Energy (EERE), Fuel Cell Technologies Office (FCTO) for their technical and programmatic contributions and leadership. Disclaimer This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof. Authors Contact Information Strategic Analysis Inc. may be contacted at: Strategic Analysis Inc. 4075 Wilson Blvd, Suite 200 Arlington VA 22203 (703) 527-5410 www.sainc.com The authors may be contacted at: Brian D.