Intel 266Mhz 32-Bit Pentium II (Klamath) Processor
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Inside Intel® Core™ Microarchitecture Setting New Standards for Energy-Efficient Performance
White Paper Inside Intel® Core™ Microarchitecture Setting New Standards for Energy-Efficient Performance Ofri Wechsler Intel Fellow, Mobility Group Director, Mobility Microprocessor Architecture Intel Corporation White Paper Inside Intel®Core™ Microarchitecture Introduction Introduction 2 The Intel® Core™ microarchitecture is a new foundation for Intel®Core™ Microarchitecture Design Goals 3 Intel® architecture-based desktop, mobile, and mainstream server multi-core processors. This state-of-the-art multi-core optimized Delivering Energy-Efficient Performance 4 and power-efficient microarchitecture is designed to deliver Intel®Core™ Microarchitecture Innovations 5 increased performance and performance-per-watt—thus increasing Intel® Wide Dynamic Execution 6 overall energy efficiency. This new microarchitecture extends the energy efficient philosophy first delivered in Intel's mobile Intel® Intelligent Power Capability 8 microarchitecture found in the Intel® Pentium® M processor, and Intel® Advanced Smart Cache 8 greatly enhances it with many new and leading edge microar- Intel® Smart Memory Access 9 chitectural innovations as well as existing Intel NetBurst® microarchitecture features. What’s more, it incorporates many Intel® Advanced Digital Media Boost 10 new and significant innovations designed to optimize the Intel®Core™ Microarchitecture and Software 11 power, performance, and scalability of multi-core processors. Summary 12 The Intel Core microarchitecture shows Intel’s continued Learn More 12 innovation by delivering both greater energy efficiency Author Biographies 12 and compute capability required for the new workloads and usage models now making their way across computing. With its higher performance and low power, the new Intel Core microarchitecture will be the basis for many new solutions and form factors. In the home, these include higher performing, ultra-quiet, sleek and low-power computer designs, and new advances in more sophisticated, user-friendly entertainment systems. -
Pentium II Processor Performance Brief
PentiumÒ II Processor Performance Brief January 1998 Order Number: 243336-004 Information in this document is provided in connection with Intel products. No license, express or implied, by estoppel or otherwise, to any intellectual property rights is granted by this document. Except as provided in Intel’s Terms and Conditions of Sale for such products, Intel assumes no liability whatsoever, and Intel disclaims any express or implied warranty, relating to sale and/or use of Intel products including liability or warranties relating to fitness for a particular purpose, merchantability, or infringement of any patent, copyright or other intellectual property right. Intel products are not intended for use in medical, life saving, or life sustaining applications. Intel may make changes to specifications and product descriptions at any time, without notice. Designers must not rely on the absence or characteristics of any features or instructions marked "reserved" or "undefined." Intel reserves these for future definition and shall have no responsibility whatsoever for conflicts or incompatibilities arising from future changes to them. The Pentium® II processor may contain design defects or errors known as errata. Current characterized errata are available on request. MPEG is an international standard for video compression/decompression promoted by ISO. Implementations of MPEG CODECs, or MPEG enabled platforms may require licenses from various entities, including Intel Corporation. Contact your local Intel sales office or your distributor to obtain the latest specifications and before placing your product order. Copies of documents which have an ordering number and are referenced in this document, or other Intel literature, may be obtained from by calling 1-800-548-4725 or by visiting Intel’s website at http://www.intel.com. -

Intel Architecture Optimization Manual
Intel Architecture Optimization Manual Order Number 242816-003 1997 5/5/97 11:38 AM FRONT.DOC Information in this document is provided in connection with Intel products. No license, express or implied, by estoppel or otherwise, to any intellectual property rights is granted by this document. Except as provided in Intel's Terms and Conditions of Sale for such products, Intel assumes no liability whatsoever, and Intel disclaims any express or implied warranty, relating to sale and/or use of Intel products including liability or warranties relating to fitness for a particular purpose, merchantability, or infringement of any patent, copyright or other intellectual property right. Intel products are not intended for use in medical, life saving, or life sustaining applications. Intel may make changes to specifications and product descriptions at any time, without notice. Designers must not rely on the absence or characteristics of any features or instructions marked "reserved" or "undefined." Intel reserves these for future definition and shall have no responsibility whatsoever for conflicts or incompatibilities arising from future changes to them. The Pentium®, Pentium Pro and Pentium II processors may contain design defects or errors known as errata which may cause the product to deviate from published specifications. Such errata are not covered by Intel’s warranty. Current characterized errata are available on request. Contact your local Intel sales office or your distributor to obtain the latest specifications before placing your product order. Copies of documents which have an ordering number and are referenced in this document, or other Intel literature, may be obtained from: Intel Corporation P.O. -
Multiprocessing Contents
Multiprocessing Contents 1 Multiprocessing 1 1.1 Pre-history .............................................. 1 1.2 Key topics ............................................... 1 1.2.1 Processor symmetry ...................................... 1 1.2.2 Instruction and data streams ................................. 1 1.2.3 Processor coupling ...................................... 2 1.2.4 Multiprocessor Communication Architecture ......................... 2 1.3 Flynn’s taxonomy ........................................... 2 1.3.1 SISD multiprocessing ..................................... 2 1.3.2 SIMD multiprocessing .................................... 2 1.3.3 MISD multiprocessing .................................... 3 1.3.4 MIMD multiprocessing .................................... 3 1.4 See also ................................................ 3 1.5 References ............................................... 3 2 Computer multitasking 5 2.1 Multiprogramming .......................................... 5 2.2 Cooperative multitasking ....................................... 6 2.3 Preemptive multitasking ....................................... 6 2.4 Real time ............................................... 7 2.5 Multithreading ............................................ 7 2.6 Memory protection .......................................... 7 2.7 Memory swapping .......................................... 7 2.8 Programming ............................................. 7 2.9 See also ................................................ 8 2.10 References ............................................. -

Pentium® Ii Processor at 233 Mhz, 266 Mhz, 300
E PENTIUM® II PROCESSOR AT 233 MHZ, 266 MHZ, 300 MHZ, AND 333 MHZ n Available at 233 MHz, 266 MHz, n Optimized for 32-bit applications 300 MHz, and 333 MHz core running on advanced 32-bit operating frequencies systems n Binary compatible with applications n Single Edge Contact (S.E.C.) cartridge running on previous members of the packaging technology; the S.E.C. Intel microprocessor line cartridge delivers high performance n Dynamic Execution micro architecture with improved handling protection and socketability n Dual Independent Bus architecture: n Separate dedicated external System Integrated high performance 16 KB Bus and dedicated internal high-speed instruction and 16 KB data, cache bus nonblocking, level one cache n n Intel’s highest performance processor Available with integrated 512 KB combines the power of the Pentium® unified, nonblocking, level two cache Pro processor with the capabilities of n Enables systems which are scaleable MMX™ technology up to two processors and 64 GB of n Power Management capabilities physical memory System Management mode n Error-correcting code for System Bus Multiple low-power states data The Intel Pentium® II processor is designed for high-performance desktops, workstations and mainstream servers, and is binary compatible with previous Intel Architecture processors. The Pentium II processor provides the best performance available for applications running on advanced operating systems such as Windows* 95, Windows NT and UNIX*. This is achieved by integrating the best attributes of Intel’s processors — the dynamic execution performance of the Pentium Pro processor plus the capabilities of MMX™ technology — bringing a new level of performance for system buyers. -

MP Assignment V.Pages
MP Assignment V 1. A. With a neat diagram, explain the internal structure of Pentium Pro. The Pentium Pro is structured d i f f e r e n t l y t h a n e a r l i e r microprocessors. The system buses, which communicate to the memory and I/O, connect to an internal level 2 cache that is often on the main board in most other microprocessor systems. The level 2 cache in the Pentium Pro is either 256K bytes or 512K bytes. The bus interface unit (BIU) controls the access to the system buses through the level 2 cache, which is integrated in Pentium Pro. The BIU generates the memory address and control signals, and passes and fetches data or instructions to either a level 1 data cache or a level 1 instruction cache. The instruction cache is connected to the instruction fetch and decode unit (IFDU). Pentium Pro can process two integer instructions and one floating-point instruction simultaneously. The dispatch and execute unit (DEU) retrieves decoded instructions from the instruction pool when they are complete, and then executes them. Pentium Pro has a RU (Retire unit) which checks the instruction pool and removes decoded instructions that have been executed. B. List the new features added to Pentium Pro when compared with its predecessors with respect to memory system. The memory system for the Pentium Pro microprocessor is 4G bytes in size, similar to 80386DX–Pentium microprocessors, but access to an area between 4G and 64G is made possible by additional address signals A32-35. -

XAPP196 "Interfacing a Virtex-E Device to a Pentium Processor" V1.0
Product Obsolete/Under Obsolescence Application Note: Virtex Series R Interfacing a Virtex-E Device to a Pentium Processor XAPP196 (v1.0) December 15, 2000 Summary This application note describes a reference design for a Virtex™-E FPGA interface to an Intel Pentium™ processor. The Pentium I system bus, design concerns, and possible applications of this design are discussed. Additionally, the differences between the Pentium I, II, and III busses are discussed. For more information specific to the Intel Pentium family of processors, see the Intel developer website (http://developer.intel.com/). Design General Discussion The design was synthesized using FPGA Express 3.4 (Verilog) and implemented using Foundation ISE version 3.1i. Internally, the FPGA design has been constrained to run at 100 MHz. However, the Intel Pentium processor system bus runs at only 66 MHz. To account for this discrepancy, two asynchronous FIFOs are used allowing the internal design to run at a higher frequency than the bus (Figure 3). Data is taken from the bus at 66 MHz, processed at a higher speed, and returned to the processor over the bus at 66 MHz. For more information, see the Pentium data sheet at (http://developer.intel.com/design/intarch/pentium/pentium.htm). The Pentium I and II system busses run at 66 MHz. The Pentium III system bus runs at either 100MHz or 133 MHz. These processors are used when fast bus transactions are necessary. A discussion of how to adapt the reference design to the Pentium II and III architecture is included on page 4. The reference design was created using an Intel Pentium 166 MHz embedded processor, and a Spartan™-II XC2S50. -
Intel Pentium 4 and Intel Xeon Processor Optimization
Intel® Pentium® 4 and Intel® Xeon™ Processor Optimization Reference Manual Issued in U.S.A. Order Number: 248966-007 World Wide Web: http://developer.intel.com INFORMATION IN THIS DOCUMENT IS PROVIDED IN CONNECTION WITH INTEL PRODUCTS. NO LICENSE, EXPRESS OR IMPLIED, BY ESTOPPEL OR OTHERWISE, TO ANY INTELLECTUAL PROPERTY RIGHTS IS GRANTED BY THIS DOCUMENT. EXCEPT AS PROVIDED IN INTEL’S TERMS AND CONDITIONS OF SALE FOR SUCH PRODUCTS, INTEL ASSUMES NO LIABILITY WHATSOEVER, AND INTEL DISCLAIMS ANY EXPRESS OR IMPLIED WARRANTY, RELATING TO SALE AND/OR USE OF INTEL PRODUCTS INCLUDING LIABILITY OR WARRANTIES RELATING TO FITNESS FOR A PARTICULAR PURPOSE, MERCHANTABILITY, OR INFRINGEMENT OF ANY PATENT, COPYRIGHT OR OTHER INTELLECTUAL PROPERTY RIGHT. Intel prod- ucts are not intended for use in medical, life saving, or life sustaining applications. Intel may make changes to specifications and product descriptions at any time, without notice. This Intel Pentium 4 and Intel Xeon Processor Optimization Reference Manual as well as the software described in it is fur- nished under license and may only be used or copied in accordance with the terms of the license. The information in this manual is furnished for informational use only, is subject to change without notice, and should not be construed as a com- mitment by Intel Corporation. Intel Corporation assumes no responsibility or liability for any errors or inaccuracies that may appear in this document or any software that may be provided in association with this document. Except as permitted by such license, no part of this document may be reproduced, stored in a retrieval system, or transmitted in any form or by any means without the express written consent of Intel Corporation. -

5 Microprocessors
Color profile: Disabled Composite Default screen BaseTech / Mike Meyers’ CompTIA A+ Guide to Managing and Troubleshooting PCs / Mike Meyers / 380-8 / Chapter 5 5 Microprocessors “MEGAHERTZ: This is a really, really big hertz.” —DAVE BARRY In this chapter, you will learn or all practical purposes, the terms microprocessor and central processing how to Funit (CPU) mean the same thing: it’s that big chip inside your computer ■ Identify the core components of a that many people often describe as the brain of the system. You know that CPU CPU makers name their microprocessors in a fashion similar to the automobile ■ Describe the relationship of CPUs and memory industry: CPU names get a make and a model, such as Intel Core i7 or AMD ■ Explain the varieties of modern Phenom II X4. But what’s happening inside the CPU to make it able to do the CPUs amazing things asked of it every time you step up to the keyboard? ■ Install and upgrade CPUs 124 P:\010Comp\BaseTech\380-8\ch05.vp Friday, December 18, 2009 4:59:24 PM Color profile: Disabled Composite Default screen BaseTech / Mike Meyers’ CompTIA A+ Guide to Managing and Troubleshooting PCs / Mike Meyers / 380-8 / Chapter 5 Historical/Conceptual ■ CPU Core Components Although the computer might seem to act quite intelligently, comparing the CPU to a human brain hugely overstates its capabilities. A CPU functions more like a very powerful calculator than like a brain—but, oh, what a cal- culator! Today’s CPUs add, subtract, multiply, divide, and move billions of numbers per second. -
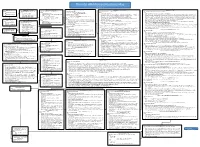
The Intel X86 Microarchitectures Map Version 2.2
The Intel x86 Microarchitectures Map Version 2.2 P6 (1995, 0.50 to 0.35 μm) 8086 (1978, 3 µm) 80386 (1985, 1.5 to 1 µm) P5 (1993, 0.80 to 0.35 μm) NetBurst (2000 , 180 to 130 nm) Skylake (2015, 14 nm) Alternative Names: i686 Series: Alternative Names: iAPX 386, 386, i386 Alternative Names: Pentium, 80586, 586, i586 Alternative Names: Pentium 4, Pentium IV, P4 Alternative Names: SKL (Desktop and Mobile), SKX (Server) Series: Pentium Pro (used in desktops and servers) • 16-bit data bus: 8086 (iAPX Series: Series: Series: Series: • Variant: Klamath (1997, 0.35 μm) 86) • Desktop/Server: i386DX Desktop/Server: P5, P54C • Desktop: Willamette (180 nm) • Desktop: Desktop 6th Generation Core i5 (Skylake-S and Skylake-H) • Alternative Names: Pentium II, PII • 8-bit data bus: 8088 (iAPX • Desktop lower-performance: i386SX Desktop/Server higher-performance: P54CQS, P54CS • Desktop higher-performance: Northwood Pentium 4 (130 nm), Northwood B Pentium 4 HT (130 nm), • Desktop higher-performance: Desktop 6th Generation Core i7 (Skylake-S and Skylake-H), Desktop 7th Generation Core i7 X (Skylake-X), • Series: Klamath (used in desktops) 88) • Mobile: i386SL, 80376, i386EX, Mobile: P54C, P54LM Northwood C Pentium 4 HT (130 nm), Gallatin (Pentium 4 Extreme Edition 130 nm) Desktop 7th Generation Core i9 X (Skylake-X), Desktop 9th Generation Core i7 X (Skylake-X), Desktop 9th Generation Core i9 X (Skylake-X) • New instructions: Deschutes (1998, 0.25 to 0.18 μm) i386CXSA, i386SXSA, i386CXSB Compatibility: Pentium OverDrive • Desktop lower-performance: Willamette-128 -
Intel Pentium II Processor Specification Update
Intel® Pentium® II Processor Specification Update Release Date: November 2001 Order Number: 243337-045 The Pentium® II processor may contain design defects or errors known as errata which may cause the product to deviate from published specifications. Current characterized errata are documented in this Specification Update. Information in this document is provided in connection with Intel® products. No license, express or implied, by estoppel or otherwise, to any intellectual property rights is granted by this document. Except as provided in Intel’s Terms and Conditions of Sale for such products, Intel assumes no liability whatsoever, and Intel disclaims any express or implied warranty, relating to sale and/or use of Intel products including liability or warranties relating to fitness for a particular purpose, merchantability, or infringement of any patent, copyright or other intellectual property right. Intel products are not intended for use in medical, life saving, or life sustaining applications. Intel may make changes to specifications and product descriptions at any time, without notice. Designers must not rely on the absence or characteristics of any features or instructions marked “reserved” or “undefined.” Intel reserves these for future definition and shall have no responsibility whatsoever for conflicts or incompatibilities arising from future changes to them. The Pentium® II processor may contain design defects or errors known as errata which may cause the product to deviate from published specifications. Current characterized errata are available on request. The Specification Update should be publicly available following the last shipment date for a period of time equal to the specific product’s warranty period. Hardcopy Specification Updates will be available for one (1) year following End of Life (EOL). -

Xeon Replaces Pentium Pro: 7/13/98
1997 COMPUTER PRESS ASSOCIATION WINNER ♦ BEST COMPUTER NEWSLETTER VOLUME 12, NUMBER 9 JULY 13,1998 MICROPROCESSOR REPORT THE INSIDERS’ GUIDE TO MICROPROCESSOR HARDWARE Xeon Replaces Pentium Pro Intel Targets Servers and Workstations by Keith Diefendorff sure applied on the low end by AMD, Cyrix, and IDT. The problem for Intel is that it needs a high ASP to fuel the semi- Intel has plugged the gaping hole at the top end of its conductor R&D and fab improvements that keep it ahead of product line—previously served by the aging Pentium Pro— its competitors. with a Deschutes-based processor module the company Having so far failed to stimulate demand for higher labels Pentium II Xeon. As Figure 1 shows, the new processor performance (and higher priced) processors in PCs, Intel family will serve the midrange to high-end server and work- will try to take a larger share of the higher-margin worksta- station markets until the 64-bit Merced processor enters ser- tion and server markets. While these markets are each about vice in 2000. only 1% of the size of the PC market in unit volume, they can Pentium Pro was previously the only processor in easily bear 10 times the processor price. This fact makes these Intel’s lineup capable of addressing this high-end segment, markets immensely profitable and gives Intel an opportunity because it’s the only processor that supports four-way multi- to increase revenue and ASP. processing (MP), memories larger than four gigabytes, and Beyond the desire to prop up revenue and ASP, Intel fast ECC L2 caches larger than 512K—all minimum require- realizes that strategically it needs to own the markets on both ments of the high-end market.