Soft Magnetic Cobalt-Iron Alloys Vacoflux and Vacodur
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Promotion Effects and Mechanism of Alkali Metals and Alkaline Earth
Subscriber access provided by RES CENTER OF ECO ENVIR SCI Article Promotion Effects and Mechanism of Alkali Metals and Alkaline Earth Metals on Cobalt#Cerium Composite Oxide Catalysts for N2O Decomposition Li Xue, Hong He, Chang Liu, Changbin Zhang, and Bo Zhang Environ. Sci. Technol., 2009, 43 (3), 890-895 • DOI: 10.1021/es801867y • Publication Date (Web): 05 January 2009 Downloaded from http://pubs.acs.org on January 31, 2009 More About This Article Additional resources and features associated with this article are available within the HTML version: • Supporting Information • Access to high resolution figures • Links to articles and content related to this article • Copyright permission to reproduce figures and/or text from this article Environmental Science & Technology is published by the American Chemical Society. 1155 Sixteenth Street N.W., Washington, DC 20036 Environ. Sci. Technol. 2009, 43, 890–895 Promotion Effects and Mechanism such as Fe-ZSM-5 are more active in the selective catalytic reduction (SCR) of N2O by hydrocarbons than in the - ° of Alkali Metals and Alkaline Earth decomposition of N2O in a temperature range of 300 400 C (3). In recent years, it has been found that various mixed Metals on Cobalt-Cerium oxide catalysts, such as calcined hydrotalcite and spinel oxide, showed relatively high activities. Composite Oxide Catalysts for N2O One of the most active oxide catalysts is a mixed oxide containing cobalt spinel. Calcined hydrotalcites containing Decomposition cobalt, such as Co-Al-HT (9-12) and Co-Rh-Al-HT (9, 11), have been reported to be very efficient for the decomposition 2+ LI XUE, HONG HE,* CHANG LIU, of N2O. -
Stable Isotopes of Cobalt Properties of Cobalt
Stable Isotopes of Cobalt Isotope Z(p) N(n) Atomic Mass Natural Abundance Nuclear Spin Co-59 27 32 58.93320 100.00% 7/2- Cobalt was discovered in 1735 by Georg Brandt. Its name derives from the German word kobald, meaning "goblin" or "evil spirit." Minerals containing cobalt were used by the early civilizations of Egypt and Mesopotamia for coloring glass deep blue. Cobalt oxide is used today to add a pink or blue color to glass. It is also an important trace element in soils and necessary for animal nutrition. The most important modern use of cobalt is in the manufacture of various wear-resistant and superalloys. Its alloys have shown high resistance to corrosion and oxidation at high temperatures. Radioactive Cobalt-60 is used in radiography and in the sterilization of food. A silvery-white, shining, hard, ductile, somewhat malleable metal, cobalt is also ferromagnetic, with permeability two-thirds that of iron. It has exceptional magnetic properties in alloys. It is attached by dilute hydrochloric and sulfuric acids. It corrodes readily in air, and it has unusual coordinating properties, especially the trivalent ion. It is noncombustible except in powder form. Cobalt occurs in two allotropic modifications over a wide range of temperatures: the crystalline close-packed- hexagonal form is known as the alpha form, which turns into the beta (or gamma) form above 417 ºC. In finely powdered form, cobalt ignites spontaneously in air. Reactions with acetylene and bromine pentafluoride proceed to incandescence and can become violent. The metal is moderately toxic by ingestion. Inhalation of dusts can damage lungs. -

Cobalt Publications Rejected As Not Acceptable for Plants and Invertebrates
Interim Final Eco-SSL Guidance: Cobalt Cobalt Publications Rejected as Not Acceptable for Plants and Invertebrates Published literature that reported soil toxicity to terrestrial invertebrates and plants was identified, retrieved and screened. Published literature was deemed Acceptable if it met all 11 study acceptance criteria (Fig. 3.3 in section 3 “DERIVATION OF PLANT AND SOIL INVERTEBRATE ECO-SSLs” and ATTACHMENT J in Standard Operating Procedure #1: Plant and Soil Invertebrate Literature Search and Acquisition ). Each study was further screened through nine specific study evaluation criteria (Table 3.2 Summary of Nine Study Evaluation Criteria for Plant and Soil Invertebrate Eco-SSLs, also in section 3 and ATTACHMENT A in Standard Operating Procedure #2: Plant and Soil Invertebrate Literature Evaluation and Data Extraction, Eco-SSL Derivation, Quality Assurance Review, and Technical Write-up.) Publications identified as Not Acceptable did not meet one or more of these criteria. All Not Acceptable publications have been assigned one or more keywords categorizing the reasons for rejection ( Table 1. Literature Rejection Categories in Standard Operating Procedure #4: Wildlife TRV Literature Review, Data Extraction and Coding). No Dose Abdel-Sabour, M. F., El Naggr, H. A., and Suliman, S. M. 1994. Use of Inorganic and Organic Compounds as Decontaminants for Cobalt T-60 and Cesium-134 by Clover Plant Grown on INSHAS Sandy Soil. Govt Reports Announcements & Index (GRA&I) 15, 17 p. No Control Adams, S. N. and Honeysett, J. L. 1964. Some Effects of Soil Waterlogging on the Cobalt and Copper Status of Pasture Plants Grown in Pots. Aust.J.Agric.Res. 15, 357-367 OM, pH Adams, S. -

The Development of the Periodic Table and Its Consequences Citation: J
Firenze University Press www.fupress.com/substantia The Development of the Periodic Table and its Consequences Citation: J. Emsley (2019) The Devel- opment of the Periodic Table and its Consequences. Substantia 3(2) Suppl. 5: 15-27. doi: 10.13128/Substantia-297 John Emsley Copyright: © 2019 J. Emsley. This is Alameda Lodge, 23a Alameda Road, Ampthill, MK45 2LA, UK an open access, peer-reviewed article E-mail: [email protected] published by Firenze University Press (http://www.fupress.com/substantia) and distributed under the terms of the Abstract. Chemistry is fortunate among the sciences in having an icon that is instant- Creative Commons Attribution License, ly recognisable around the world: the periodic table. The United Nations has deemed which permits unrestricted use, distri- 2019 to be the International Year of the Periodic Table, in commemoration of the 150th bution, and reproduction in any medi- anniversary of the first paper in which it appeared. That had been written by a Russian um, provided the original author and chemist, Dmitri Mendeleev, and was published in May 1869. Since then, there have source are credited. been many versions of the table, but one format has come to be the most widely used Data Availability Statement: All rel- and is to be seen everywhere. The route to this preferred form of the table makes an evant data are within the paper and its interesting story. Supporting Information files. Keywords. Periodic table, Mendeleev, Newlands, Deming, Seaborg. Competing Interests: The Author(s) declare(s) no conflict of interest. INTRODUCTION There are hundreds of periodic tables but the one that is widely repro- duced has the approval of the International Union of Pure and Applied Chemistry (IUPAC) and is shown in Fig.1. -
The Periodic Table of Elements
The Periodic Table of Elements 1 2 6 Atomic Number = Number of Protons = Number of Electrons HYDROGENH HELIUMHe 1 Chemical Symbol NON-METALS 4 3 4 C 5 6 7 8 9 10 Li Be CARBON Chemical Name B C N O F Ne LITHIUM BERYLLIUM = Number of Protons + Number of Neutrons* BORON CARBON NITROGEN OXYGEN FLUORINE NEON 7 9 12 Atomic Weight 11 12 14 16 19 20 11 12 13 14 15 16 17 18 SODIUMNa MAGNESIUMMg ALUMINUMAl SILICONSi PHOSPHORUSP SULFURS CHLORINECl ARGONAr 23 24 METALS 27 28 31 32 35 40 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 POTASSIUMK CALCIUMCa SCANDIUMSc TITANIUMTi VANADIUMV CHROMIUMCr MANGANESEMn FeIRON COBALTCo NICKELNi CuCOPPER ZnZINC GALLIUMGa GERMANIUMGe ARSENICAs SELENIUMSe BROMINEBr KRYPTONKr 39 40 45 48 51 52 55 56 59 59 64 65 70 73 75 79 80 84 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 RUBIDIUMRb STRONTIUMSr YTTRIUMY ZIRCONIUMZr NIOBIUMNb MOLYBDENUMMo TECHNETIUMTc RUTHENIUMRu RHODIUMRh PALLADIUMPd AgSILVER CADMIUMCd INDIUMIn SnTIN ANTIMONYSb TELLURIUMTe IODINEI XeXENON 85 88 89 91 93 96 98 101 103 106 108 112 115 119 122 128 127 131 55 56 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 CESIUMCs BARIUMBa HAFNIUMHf TANTALUMTa TUNGSTENW RHENIUMRe OSMIUMOs IRIDIUMIr PLATINUMPt AuGOLD MERCURYHg THALLIUMTl PbLEAD BISMUTHBi POLONIUMPo ASTATINEAt RnRADON 133 137 178 181 184 186 190 192 195 197 201 204 207 209 209 210 222 87 88 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 FRANCIUMFr RADIUMRa RUTHERFORDIUMRf DUBNIUMDb SEABORGIUMSg BOHRIUMBh HASSIUMHs MEITNERIUMMt DARMSTADTIUMDs ROENTGENIUMRg COPERNICIUMCn NIHONIUMNh -

Determination of Acute Toxicity of Copper and Cobalt for Tilapia Nilotica
Journal of Bioresource Management Volume 2 Issue 1 Article 3 Determination of Acute Toxicity of Copper and Cobalt for Tilapia nilotica Asif Naseem Rai University of Agriculture Faisalabad, [email protected] Asmat Ullah Hazara University, Mansehra Jibran Haider Forest and Wildlife Department, Gilgit-Baltistan Follow this and additional works at: https://corescholar.libraries.wright.edu/jbm Part of the Biodiversity Commons, and the Biology Commons Recommended Citation Rai, A. N., Ullah, A., & Haider, J. (2015). Determination of Acute Toxicity of Copper and Cobalt for Tilapia nilotica, Journal of Bioresource Management, 2 (1). DOI: 10.35691/JBM.5102.0012 ISSN: 2309-3854 online This Article is brought to you for free and open access by CORE Scholar. It has been accepted for inclusion in Journal of Bioresource Management by an authorized editor of CORE Scholar. For more information, please contact [email protected]. Determination of Acute Toxicity of Copper and Cobalt for Tilapia nilotica © Copyrights of all the papers published in Journal of Bioresource Management are with its publisher, Center for Bioresource Research (CBR) Islamabad, Pakistan. This permits anyone to copy, redistribute, remix, transmit and adapt the work for non-commercial purposes provided the original work and source is appropriately cited. Journal of Bioresource Management does not grant you any other rights in relation to this website or the material on this website. In other words, all other rights are reserved. For the avoidance of doubt, you must not adapt, edit, change, transform, publish, republish, distribute, redistribute, broadcast, rebroadcast or show or play in public this website or the material on this website (in any form or media) without appropriately and conspicuously citing the original work and source or Journal of Bioresource Management’s prior written permission. -

Silver & Cobalt
JULY 2020 CORPORATE PRESENTATION High-Grade and Technology Leader in Canada’s Silver-Cobalt Heartland SILVER & COBALT CANADA’S SILVER-COBALT HEARTLAND TSX-V CCW | OTC CCWOF | FRANKFURT 4T9B Forward-Looking Statements D I S C L A I M E R Q U A L I F I E D P E R S O N Neither the TSX Venture Exchange nor its Regulation Service Provider (as The technical information in that term is defined in the policies of the TSX Venture Exchange) this corporate presentation was accepts responsibility for the adequacy or accuracy of this material. This prepared under the supervision of presentation may contain forward-looking statements including but not Canada Silver Cobalt Works Inc.’s limited to comments regarding the timing and content of upcoming work President and CEO, Frank J. Basa, programs, geological interpretations, receipt of property titles, potential P.Eng., who is a member of mineral recovery processes, etc. Professional Engineers Ontario and is a Qualified Person in accordance with Forward-looking statements address future events and conditions and National Instrument 43-101. therefore, involve inherent risks and uncertainties. Actual results may differ materially from those currently anticipated in such statements. TSX-V CCW | OTC CCWOF | FRANKFURT 4T9B 2 CCW’s High-Grade Castle East Discovery Meets Robust New Silver Bull Market! The Right Location! Scale Potential Top-Tier Grades Team with Proven Local Success Strategy To Leverage Discovery & Resource TSX-V CCW | OTC CCWOF | FRANKFURT 4T9B 3 Breaking News Matt Halliday New President and Chief Operating Officer • Powerful, expanded team with fresh leadership and energy to take CCW to next level. -

Structures of Cobalt, Zinc and Lead Niobates Based On
1 Structures at the Atomic Level of Cobalt, Zinc and Lead Niobates Raji Heyrovska Institute of Biophysics, Academy of Sciences of the Czech Republic, 135 Kralovopolska, 612 65 Brno, Czech Republic. Email: [email protected] The author has found in recent years that bond lengths are exact sums of the radii of adjacent atoms and or ions, where the ions have Golden ratio based radii. This work was prompted by the exciting observation last year of the Golden ratio in the magnetic properties of cobalt niobate. It is shown here that in cobalt and zinc niobates, cobalt, zinc and oxygen ions have Golden ratio based ionic radii, whereas in lead niobate, all atoms have covalent radii. Also, the angles at the single bond oxygen anion and atom are close to 1080, as in a pentagon. 1-3 The experimental finding of the E8 symmetry in the magnetic properties of cobalt niobate, CoNb2O6 provoked the author's interest to look into the atomic Nature Precedings : hdl:10101/npre.2011.6059.1 Posted 24 Jun 2011 structures of niobates. It was found4-7 in recent years that the Golden sections of the covalent bond lengths d(AA) between two atoms of the same kind are sums of the radii of Pauling's ionic resonance forms8, which are the cations and anions of the atom (A), i.e., d(AA) = d(AA)/φ + d(AA)/φ2, where φ (= 51/2 + 1)/2 is the Golden ratio. In particular, the inter-ionic distances in all alkali halides (M+X-) were shown to be exact sums of the Golden ratio based ionic radii, d(M+) = d(MM)/φ2 and d(X-) = d(XX)/φ. -

Cobalt Mineral Ecology
American Mineralogist, Volume 102, pages 108–116, 2017 Cobalt mineral ecology ROBERT M. HAZEN1,*, GRETHE HYSTAD2, JOSHUA J. GOLDEN3, DANIEL R. HUMMER1, CHAO LIU1, ROBERT T. DOWNS3, SHAUNNA M. MORRISON3, JOLYON RALPH4, AND EDWARD S. GREW5 1Geophysical Laboratory, Carnegie Institution, 5251 Broad Branch Road NW, Washington, D.C. 20015, U.S.A. 2Department of Mathematics, Computer Science, and Statistics, Purdue University Northwest, Hammond, Indiana 46323, U.S.A. 3Department of Geosciences, University of Arizona, 1040 East 4th Street, Tucson, Arizona 85721-0077, U.S.A. 4Mindat.org, 128 Mullards Close, Mitcham, Surrey CR4 4FD, U.K. 5School of Earth and Climate Sciences, University of Maine, Orono, Maine 04469, U.S.A. ABSTRACT Minerals containing cobalt as an essential element display systematic trends in their diversity and distribution. We employ data for 66 approved Co mineral species (as tabulated by the official mineral list of the International Mineralogical Association, http://rruff.info/ima, as of 1 March 2016), represent- ing 3554 mineral species-locality pairs (www.mindat.org and other sources, as of 1 March 2016). We find that cobalt-containing mineral species, for which 20% are known at only one locality and more than half are known from five or fewer localities, conform to a Large Number of Rare Events (LNRE) distribution. Our model predicts that at least 81 Co minerals exist in Earth’s crust today, indicating that at least 15 species have yet to be discovered—a minimum estimate because it assumes that new minerals will be found only using the same methods as in the past. Numerous additional cobalt miner- als likely await discovery using micro-analytical methods. -
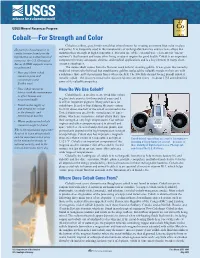
Cobalt—For Strength and Color
USGS Mineral Resources Program Cobalt—For Strength and Color Cobalt is a shiny, gray, brittle metal that is best known for creating an intense blue color in glass As part of a broad mission to and paints. It is frequently used in the manufacture of rechargeable batteries and to create alloys that conduct research and provide maintain their strength at high temperatures. It is also one of the essential trace elements (or “micro information on nonfuel mineral nutrients”) that humans and many other living creatures require for good health. Cobalt is an important resources, the U.S. Geological component in many aerospace, defense, and medical applications and is a key element in many clean Survey (USGS) supports science energy technologies. to understand The name cobalt comes from the German word kobold, meaning goblin. It was given this name by medieval miners who believed that troublesome goblins replaced the valuable metals in their ore with • How and where cobalt a substance that emitted poisonous fumes when smelted. The Swedish chemist Georg Brandt isolated resources form and metallic cobalt—the first new metal to be discovered since ancient times—in about 1735 and identified concentrate in the some of its valuable properties. Earth’s crust • How cobalt resources How Do We Use Cobalt? interact with the environment to affect human and Cobalt has been used to create vivid blue colors ecosystem health in glass and ceramics for thousands of years and it is still an important pigment. Many other uses for • Trends in the supply of cobalt have been developed during the past century. -
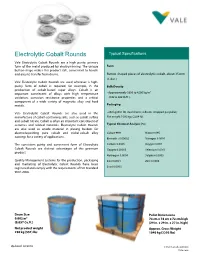
Cobalt Rounds Typical Specifications
Electrolytic Cobalt Rounds Typical Specifications Vale Electrolytic Cobalt Rounds are a high purity, primary form of the metal produced by electrowinning. The unique Form button-shape makes this product safe, convenient to handle and easy to transfer from drums. Button-shaped pieces of electrolytic cobalt, about 35 mm (1.4 in.) Vale Electrolytic Cobalt Rounds are used wherever a high- purity form of cobalt is required; for example, in the Bulk Density production of cobalt-based super alloys. Cobalt is an 3 important constituent of alloys with high temperature • Approximately 3800 to 4200 kg/m oxidation, corrosion resistance properties and a critical (240 to 260 lb/ft ). component of a wide variety of magnetic alloy and hard metals. Packaging Vale Electrolytic Cobalt Rounds are also used in the • 250 kg (551 lb) steel drums; 4 drums strapped per pallet; manufacture of cobalt-containing salts, such as cobalt sulfate Net weight 1000 kgs (2204 lb). and cobalt nitrate. Cobalt is often an important constituent of ceramics and related materials. Electrolytic Cobalt Rounds Typical Chemical Analysis (%) are also used as anode material in plating baskets for electrodepositing pure cobalt and nickel-cobalt alloy Cobalt 99.9 Nickel 0.095 coatings for a variety of applications. Bismuth <0.00002 Nitrogen 0.0004 The consistent purity and convenient form of Electrolytic Carbon 0.0025 Oxygen 0.007 Cobalt Rounds are distinct advantages of this premium Copper 0.00005 Selenium 0.0001 product. Hydrogen 0.0004 Sulphur 0.0005 Quality Management Systems for the production, packaging Iron 0.0004 Zinc 0.0008 and marketing of Electrolytic Cobalt Rounds have been registered and comply with the requirements of ISO Standard Lead 0.0003 9001:2008. -

Periodic Table 1 Periodic Table
Periodic table 1 Periodic table This article is about the table used in chemistry. For other uses, see Periodic table (disambiguation). The periodic table is a tabular arrangement of the chemical elements, organized on the basis of their atomic numbers (numbers of protons in the nucleus), electron configurations , and recurring chemical properties. Elements are presented in order of increasing atomic number, which is typically listed with the chemical symbol in each box. The standard form of the table consists of a grid of elements laid out in 18 columns and 7 Standard 18-column form of the periodic table. For the color legend, see section Layout, rows, with a double row of elements under the larger table. below that. The table can also be deconstructed into four rectangular blocks: the s-block to the left, the p-block to the right, the d-block in the middle, and the f-block below that. The rows of the table are called periods; the columns are called groups, with some of these having names such as halogens or noble gases. Since, by definition, a periodic table incorporates recurring trends, any such table can be used to derive relationships between the properties of the elements and predict the properties of new, yet to be discovered or synthesized, elements. As a result, a periodic table—whether in the standard form or some other variant—provides a useful framework for analyzing chemical behavior, and such tables are widely used in chemistry and other sciences. Although precursors exist, Dmitri Mendeleev is generally credited with the publication, in 1869, of the first widely recognized periodic table.