Ferrites and Accessories
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Chapter 6 BUILDING a HOMEBREW
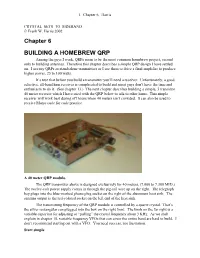
1. Chapter 6, Harris CRYSTAL SETS TO SIDEBAND © Frank W. Harris 2002 Chapter 6 BUILDING A HOMEBREW QRP Among the guys I work, QRPs seem to be the most common homebrew project, second only to building antennas. Therefore this chapter describes a simple QRP design I have settled on. I use my QRPs as stand-alone transmitters or I use them to drive a final amplifier to produce higher power, 25 to 100 watts. It’s true that before you build a transmitter you’ll need a receiver. Unfortunately, a good selective, all-band ham receiver is complicated to build and most guys don’t have the time and enthusiasm to do it. (See chapter 13.) The next chapter describes building a simple, 5 transistor 40 meter receiver which I have used with the QRP below to talk to other hams. This simple receiver will work best during off hours when 40 meters isn’t crowded. It can also be used to receive Morse code for code practice. A 40 meter QRP module. The QRP transmitter above is designed exclusively for 40 meters, (7.000 to 7.300 MHz.) The twelve-volt power supply comes in through the pig-tail wire up on the right. The telegraph key plugs into the blue-marked phono plug socket on the right of the aluminum heat sink. The antenna output is the red-colored socket on the left end of the heat sink. The transmitting frequency of the QRP module is controlled by a quartz crystal. That’s the silver rectangular can plugged into the box on the right front. -
Soft Ferrites Applications
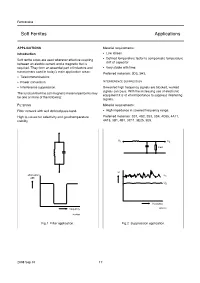
Ferroxcube Soft Ferrites Applications APPLICATIONS Material requirements: Introduction • Low losses • Defined temperature factor to compensate temperature Soft ferrite cores are used wherever effective coupling drift of capacitor between an electric current and a magnetic flux is required. They form an essential part of inductors and • Very stable with time. transformers used in today’s main application areas: Preferred materials: 3D3, 3H3. • Telecommunications • Power conversion INTERFERENCE SUPPRESSION • Interference suppression. Unwanted high frequency signals are blocked, wanted signals can pass. With the increasing use of electronic The function that the soft magnetic material performs may equipment it is of vital importance to suppress interfering be one or more of the following: signals. FILTERING Material requirements: Filter network with well defined pass-band. • High impedance in covered frequency range. High Q-values for selectivity and good temperature Preferred materials: 3S1, 4S2, 3S3, 3S4, 4C65, 4A11, stability. 4A15, 3B1, 4B1, 3C11, 3E25, 3E5. andbook, halfpage handbook, halfpage U1 U2 load U attenuation U1 (dB) U2 frequency frequency MBW404 MBW403 Fig.1 Filter application. Fig.2 Suppression application. 2008 Sep 01 17 Ferroxcube Soft Ferrites Applications DELAYING PULSES STORAGE OF ENERGY The inductor will block current until saturated. Leading An inductor stores energy and delivers it to the load during edge is delayed depending on design of magnetic circuit. the off-time of a Switched Mode Power Supply (SMPS). Material requirements: Material requirements: • High permeability (µi). • High saturation level (Bs). Preferred materials: 3E25, 3E5, 3E6, 3E7, 3E8, 3E9. Preferred materials: 3C30, 3C34, 3C90, 3C92, 3C96 2P-iron powder. U U handbook, halfpage 1 handbook, halfpage1 U2 U2 SMPS load delay U U U1 U2 U1 U2 time time MBW405 MBW406 Fig.3 Pulse delay application. -
Designing Magnetic Components for Optimum Performance Article
Power Supply Design Seminar Designing Magnetic Components for Optimum Performance in Low-Cost AC/DC Converter Applications Topic Category: Magnetic Component Design Reproduced from 2010 Texas Instruments Power Supply Design Seminar SEM1900, Topic 5 TI Literature Number: SLUP265 © 2010, 2011 Texas Instruments Incorporated Power Seminar topics and online power- training modules are available at: power.ti.com/seminars Designing Magnetic Components for Optimum Performance in Low-Cost AC/DC Converter Applications Seamus O’Driscoll, Peter Meaney, John Flannery, and George Young AbstrAct Assuming that the reader is familiar with basic magnetic design theory, this topic provides design guidance to achieve high efficiency, low electromagnetic interference (EMI), and manufacturing ease for the magnetic components in typical offline power converters. Magnetic-component designs for a 90-W notebook adapter and a 300-W ATX power supply are used as examples. Magnetic applications to be considered include the input EMI filter, power inductor design, high-voltage (HV) level-shifting gate drives, and single- and multiple-output forward-mode transformers in both wound and planar formats. The techniques are also applied to flyback “transformers” (coupled inductors) and will enable lower- profile designs with lower intrinsic common-mode noise generation. I. IntroductIon Gate Drive Note: The SI (extended MKS) units system AC Filter PFC Isolated Main Drive (for some Converter Output(s) is used throughout this topic. CM Inductor, topologies), Balanced Bridge, Differential This material is intended as a high- PFC Inductor, Multi-Output Filter level overview of the primary consider- Bias Flyback ations when designing magnetic components for high-volume and cost- Isolated Feedback optimized applications such as computer Fig. -

APPLICATION NOTE How to Select the Right Reinforced Transformer for High Voltage Energy Storage Applications
APPLICATION NOTE How to Select the Right Reinforced Transformer for High Voltage Energy Storage Applications Introduction Providing isolated low voltage bias power to ICs such as microcontrollers, analog-to-digital HCT Series converters, isolated gate drivers or voltage monitoring ICs in high voltage systems is usually accomplished with an isolated DC-DC converter. If the high voltage system is spread out over several modules, the architecture may call for a parallel DC bus on the low voltage side with multiple isolated low power DC-DC converters for each module. Because it is used multiple times in this scenario, an efficient and cost-effective topology is the best approach. This application note highlights the design benefits of using push-pull transformers that are proven solutions for these situations. Used as an example is the Bourns® Model HCTSM8 series transformer, which is AEC-Q200 compliant and available with a wide range of turns ratios as standard. Multiple turns ratios are an important feature enabling the same basic circuit topology to be replicated across a system with the same components and PCB layout. With a transformer series like the Model HCTSM8, designers are able to select the right reinforced transformer part number based on the specified output voltage for powering a microcontroller or an isolated IGBT gate driver. www.bourns.com 07/20 • e/IC2075 APPLICATION NOTE How to Select the Right Reinforced Transformer for High Voltage Energy Storage Applications Why Push-Pull Transformers are an Optimal Choice Electrical Advantages HCT Series Push-pull transformers are known to operate well with low voltages and low variations in input and output. -

Very High Frequency Integrated POL for Cpus
Very High Frequency Integrated POL for CPUs Dongbin Hou Dissertation submitted to the Faculty of the Virginia Polytechnic Institute and State University in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY in Electrical Engineering Fred C. Lee, Chair Qiang Li Rolando Burgos Daniel J. Stilwell Dwight D. Viehland March 23rd, 2017 Blacksburg, Virginia Keywords: Point-of-load converter, integrated voltage regulator, very high frequency, 3D integration, ultra-low profile inductor, magnetic characterizations, core loss measurement © 2017, Dongbin Hou Dongbin Hou Very High Frequency Integrated POL for CPUs Dongbin Hou Abstract Point-of-load (POL) converters are used extensively in IT products. Every piece of the integrated circuit (IC) is powered by a point-of-load (POL) converter, where the proximity of the power supply to the load is very critical in terms of transient performance and efficiency. A compact POL converter with high power density is desired because of current trends toward reducing the size and increasing functionalities of all forms of IT products and portable electronics. To improve the power density, a 3D integrated POL module has been successfully demonstrated at the Center for Power Electronic Systems (CPES) at Virginia Tech. While some challenges still need to be addressed, this research begins by improving the 3D integrated POL module with a reduced DCR for higher efficiency, the vertical module design for a smaller footprint occupation, and the hybrid core structure for non-linear inductance control. Moreover, as an important category of the POL converter, the voltage regulator (VR) serves an important role in powering processors in today’s electronics. -

Ferrite and Metal Composite Inductors
Ferrite and Metal Composite Inductors Design and Characteristics © 2019 KEMET Corporation What is an Inductor? Coil Magnetic Magnetic flux φ (Wire) Field dφ Core e = - dt Material i The coil converts electric energy into magnetic energy and stores it. e Core Material Current through the coil of wire creates a magnetic field Air Ferrite Metal and stores it. (None) (Iron) Composite Different core materials change magnetic field strength. © 2019 KEMET Corporation Ferrite Inductor or Metal Composite Inductor? Ferrite InductorFerrite Metal InductorMetal Composite MaterialMaterial Type type Ni-ZnNi-Zn Mn-Zn Mn-Zn Fe based Fe Based Very Good!! No Good.. InductanceInductace GoodGood! Very Good No Good Very Good!! Magnetic Saturation Good! No Good.. Good! No Good.. Very Good!! MagneticThermal Saturation Property Good No Good Very Good Good! Very Good!! Good! Efficiency Very Good!! No Good.. Good! ThermalResistance Property of core Good No Good Very Good Efficiency SBC/SBCPGood TPI Very GoodMPC, MPCV Good Products MPLC, MPLCV Resistance of Core Very Good No Good Good © 2019 KEMET Corporation Ferrite and Metal Composite Comparison Advantage of Ferrite 1. Higher inductance with high permeability 2. Stable inductance in the right range High L and Low DCR capability Advantage of Metal Composite 1. Very slow saturation 2. Very stable saturation for the thermal Core Loss Comparison Good for Auto app especially Advantage of Ferrite Very low core loss in dynamic frequency range Mn-Zn Ferrite Metal Core Low power consumption capability © 2019 KEMET Corporation -

LM2596 SIMPLE SWITCHER Power Converter 150 Khz3a Step-Down
Distributed by: www.Jameco.com ✦ 1-800-831-4242 The content and copyrights of the attached material are the property of its owner. LM2596 SIMPLE SWITCHER Power Converter 150 kHz 3A Step-Down Voltage Regulator May 2002 LM2596 SIMPLE SWITCHER® Power Converter 150 kHz 3A Step-Down Voltage Regulator General Description Features The LM2596 series of regulators are monolithic integrated n 3.3V, 5V, 12V, and adjustable output versions circuits that provide all the active functions for a step-down n Adjustable version output voltage range, 1.2V to 37V (buck) switching regulator, capable of driving a 3A load with ±4% max over line and load conditions excellent line and load regulation. These devices are avail- n Available in TO-220 and TO-263 packages able in fixed output voltages of 3.3V, 5V, 12V, and an adjust- n Guaranteed 3A output load current able output version. n Input voltage range up to 40V Requiring a minimum number of external components, these n Requires only 4 external components regulators are simple to use and include internal frequency n Excellent line and load regulation specifications compensation†, and a fixed-frequency oscillator. n 150 kHz fixed frequency internal oscillator The LM2596 series operates at a switching frequency of n TTL shutdown capability 150 kHz thus allowing smaller sized filter components than n Low power standby mode, I typically 80 µA what would be needed with lower frequency switching regu- Q n lators. Available in a standard 5-lead TO-220 package with High efficiency several different lead bend options, and a 5-lead TO-263 n Uses readily available standard inductors surface mount package. -

High Power Inverters
High Power Inverters Applications Power Converter Capacitors Industries Green Energy Automotive Industrial © 2019 KEMET Corporation Power Converter Components System Overview AC ~ AC ~ AC/DC DC/AC Power Converter Inverter Power Source Load 2 3 6 7 2 7 4 5 5 0 1 Components 0 Common Mode 3 EMI Core 4 Boost Reactor 7 Current Sensor Choke Coil Capacitors 1 EMI / RFI 2 AC Harmonic 5 Snubber 6 DC Link Filter 1Φ Filter 3Φ © 2019 KEMET Corporation 0 Common Mode Choke © 2019 KEMET Corporation AC Line Filters Application Noise is classified according to the conduction mode into either Common Mode of Differential Mode Differential Mode Common Mode Differential Mode Common Mode Electronic Filter lay-out Attenuated with Suppressed by Chokes and Differential Mode is also known as “Normal” Mode. Inductors & X-capacitors Y-capacitors AC Line Filters are choke coil products used to suppress both types of noise. © 2019 KEMET Corporation AC Line Filters How to Tell Between Common and Differential Mode Common Mode Differential or Normal Mode 4 Pins 2 Pins SCR HHB © 2019 KEMET Corporation New Ferrite Material High µ Ferrite Development Developed the Highest µ S18H © 2019 KEMET Corporation High Performance Line Filter SCR-HB (SR18) New Product Features • Use of high performance SR18 material • High current (~50A) and high voltage (500V) Advantages SCR-HB(S18H) • High impedance (greater than any other ferrite +35% common mode choke) -30% • Same performance in smaller size and less Conventional SCR(S15H) winding Conventional SC(10H) • Custom designs available -

American Cores & Electronics
The broadest range of magnetic cores from a single source - Call Toll Free: 800-898-1883 Home Product Specifications Value- Request Contact Selection Added Quote Us Iron Powder Cores These cores are composed of finely defined particles of iron which are insulated from each other but bound together with a binding compound. The iron powder and binding compound are mixed and compressed under heavy pressure, and baked at high temperature. The characteristics of the cores are determined by the size and density of the core, and the property of the iron powder. Powdered iron cores do not saturate easily, and has high core temperature stability and Q. However, it is only available in low permeability (below µi = 110). The high temperature stability makes it suitable for applications such as narrow band filter inductors, tuned transformers, oscillators and tank circuits. Iron Powder Cores are made in numerous and sizes: such as Toroidal Cores, E-cores, Shielded Coil Forms, Sleeves etc., each of which is available in many different materials. There are two basic groups of iron powder material: The Carbonyl Iron and, The Hydrogen Reduced Iron. The Carbonyl Iron cores are especially noted for their stability over a wide range of temperatures and flux levels. Their permeability range is from less than 3 µi to 35 µi and can offer excellent 'Q' factors from 50 KHz to 200 MHz. They are ideally suited for a variety of RF applications where good stability and good 'Q' are essential. Also, they are very much in demand for broadband inductors, especially where high power is concerned. -

MT-101: Decoupling Techniques
MT-101 TUTORIAL Decoupling Techniques WHAT IS PROPER DECOUPLING AND WHY IS IT NECESSARY? Most ICs suffer performance degradation of some type if there is ripple and/or noise on the power supply pins. A digital IC will incur a reduction in its noise margin and a possible increase in clock jitter. For high performance digital ICs, such as microprocessors and FPGAs, the specified tolerance on the supply (±5%, for example) includes the sum of the dc error, ripple, and noise. The digital device will meet specifications if this voltage remains within the tolerance. The traditional way to specify the sensitivity of an analog IC to power supply variations is the power supply rejection ratio (PSRR). For an amplifier, PSRR is the ratio of the change in output voltage to the change in power supply voltage, expressed as a ratio (PSRR) or in dB (PSR). PSRR can be referred to the output (RTO) or referred to the input (RTI). The RTI value is equal to the RTO value divided by the gain of the amplifier. Figure 1 shows how the PSR of a typical high performance amplifier (AD8099) degrades with frequency at approximately 6 dB/octave (20 dB/decade). Curves are shown for both the positive and negative supply. Although 90 dB at dc, the PSR drops rapidly at higher frequencies where more and more unwanted energy on the power line will couple to the output directly. Therefore, it is necessary to keep this high frequency energy from entering the chip in the first place. This is generally done with a combination of electrolytic capacitors (for low frequency decoupling), ceramic capacitors (for high frequency decoupling), and possibly ferrite beads. -

Ferrite Cores
Ferrite Cores Vol. 6 ●All specifications in this catalog and production status of products are subject to change without notice. Prior to the purchase, please contact TOKIN for updated product data. ●Please request for a specification sheet for detailed product data prior to the purchase. ●Before using the product in this catalog, please read "Precautions" and other safety precautions listed in the printed version catalog. 2017.04.14 9603FERVOL06E1212H1 CONTENTS Precautions Before Use ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥ 3 Notes on Design ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥ 3 Notes of Caution on Handling and Usage ‥ ‥‥‥‥‥‥‥‥‥‥‥ ‥ 4 Terms and Definitions ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥ 5 High-B Compound Standard Material Characteristics ‥ ‥‥‥‥‥‥‥ ‥ 8 High-µ Compound Standard Material Characteristics ‥ ‥‥‥‥‥‥‥ ‥11 E Type Ferrite Cores FEI-Type Cores ‥ ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥12 FEE-Type Cores ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥13 FEER Type Ferrite Cores FEER-Type Cores ‥ ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥15 FPQ Type Ferrite Cores FPQ-Type Cores ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥16 FQK Type Ferrite Cores FQK-Type Cores ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥17 FEP Type Ferrite Cores FEP-Type Cores ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥18 P Type Ferrite Cores P-Type Cores ‥ ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥19 RM Type Ferrite Cores RM-Type Cores ‥ ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥20 Toroidal Cores ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥21 BH2 Compound Technical Data ‥ ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ ‥23 Ferrite Cores VOL.06 2 ●All specifications in this catalog and production status of products are subject to change without notice. Prior to the purchase, please contact -
Magnetic Cores for Switching Power Supplies INTRODUCTION the Advantages of Switching Power Supplies (SPS) Are Well Documented
® Division of Spang & Company Magnetic Cores For Switching Power Supplies INTRODUCTION The advantages of switching power supplies (SPS) are well documented. Various circuits used in these units have also been sufficiently noted in literature. Magnetic cores play an important role in SPS circuitry. They are made from a variety of raw materials, a range of manufacturing processes, and are available in a variety of geometries and sizes as shown in Figure 1. Each material has its own unique properties. Therefore, the requirements for each applica- tion of a core in the power supply must be examined in light of the properties of available magnetic materials so that a proper core choice can be made. This article describes the various magnetic materials used for cores in switching power supplies, their method of manufacture, and useful magnetic characteristics as related to major sections of the power supply. Cores can be classified into three basic Figure 1: A Multitude of Magnetic Cores. types: (1) tape wound cores, (2) powder cores, and (3) ferrites. Additional core details on material descriptions and characteristics, plus sizes and spe- cific design information, are available in the following MAGNETICS sources: Ferrite Cores . Catalog FC-601 Molypermalloy and High Flux Powder Cores . Catalog MPP-400 KOOL MU Powder Cores . ............. Catalog KMC-2.0 High Flux Powder Cores . Catalog HF-PC-01 Tape Wound Cores . Catalog TWC-500 Cut Cores . .......... Catalog MCC- 100 Inductor Design Software for Powder Cores Common Mode Inductor Design Software INDEX Tape Wound Cores . 1 Powder Cores . 3 Ferrite Cores . 5 TAPE WOUND CORES Figure 2 shows a cutaway view of a typical tape wound core.