Horizontal Shear Strength of Composite Concrete Beams with a Rough Interface
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Pexto PS-66 Sheet Metal Notcher Manual
PEXTO PS-66 COMBINATION NOTCHER, COPER & SHEAR OPERATING INSTRUCTIONS AND PARTS IDENTIFICATION ROPER WHITNEY 2833 HUFFMAN BLVD., ROCKFORD, IL 61103-3990 * 815/962-3011 * FAX 815/962-2227 Website: www.roperwhitney.com * Email: [email protected] Roper Whitney - Model PS-66 Notcher, Coper & Shear Manual OPERATING INSTRUCTIONS FOR PS-66 PEXTO COMBINTATION NOTCHER, COPER & SHEAR WARNING: Before operating, machine must be bolted to work bench. If floor stand has been provided, machine must be bolted to floor stand with bolts provided. Stand must be securely lagged to floor. 1. Mount and level Notcher with drop-out overhanging edge of bench and bolt or lag in place. Lubricate all points with SAE 30 machine oil before operating. 2. Upper Standard Blades - (17) and (18) are set at factory for “pierce” cutting, starting at apex or corner of inside cut. To change to “splay” cutting, interchange blades (17) and (18) end for end so that cut starts at outside edge of sheet. Align blades at point (elongated holes are provided in blades for this purpose) before tightening blade bolts (16) securely. 3. Lower Standard Blades - (28) and (29) are each symmetrical and can be mounted to use all 4 cutting edges. Blades are positioned by blade bolts (32) from underneath table. 4. Blade Adjustment: a. Take off table (21) by removing two table screws (27). Position the slide at bottom of stroke. b. Loosen lower blade bolts (32) slightly. c. Turn blade adjusting screws (26) mounted in adjusting plate (25) to bring blade to .002 normal clearance between upper and lower blade. -
Punching Tools Truservices Punching Tools Truservices
TruServices Punching Tools TruServices Punching Tools TruServices Expertise for every application Machine Tools / Power Tools Laser Technology / Electronics Medical Technology The perfect tooling structure. + = Alignment ring Punch Stripper + + = Die plate Die adapter Die Alignment ring The alignment ring is available in three different versions. Punch Punches are available in three different sizes (size 0, 1, and 2). Punch chuck The punch chuck is available in two different sizes and is used with size 0 punches. It has the same clamping diameter as all other punches. Stripper The outside diameter of the stripper is 100 mm. Die Dies are available in two different sizes (size 1 and 2). Size 1 can be used in the same way as size 2 with the help of a die adapter. Tool cartridge Both die sizes are used with the same tool cartridge and the same die plate. A die adapter is used for holding size 1 dies. 2 E-mail: [email protected] / Fax: 860-255-6433 Content General information Preface Expertise for every application TRUMPF quality – Made in USA General information General ... and much more from page 4 Punching Classic System Special shapes MultiTool Guided tools ... and much more from page 8 Cutting Slitting tool MultiShear Film slitting tool ... and much more from page 30 Forming Countersink tool Extrusion tool Tapping tool Emboss tool ... and much more from page 40 Marking Center punch tool Engraving tool Marking tool Embossing tools ... and much more from page 66 Accessories Tooling accessories Tool cartridges Setup and grinding tools Consumables and additional equipment ... and much more from page 78 Useful information Dimensions + regrinding Stripper selection Tool life Low-scratch/scratch-free processing .. -

Remarks on the Current Theory of Shear Strength of Variable Depth Beams A
28 The Open Civil Engineering Journal, 2009, 3, 28-33 Open Access Remarks on the Current Theory of Shear Strength of Variable Depth Beams A. Paglietti* and G. Carta Department of Structural Engineering, University of Cagliari, Italy Abstract: Though still in use today, the method of the effective shearing force to evaluate the maximum shear stress in variable depth beams does not stand close scrutiny. It can lead to overestimating the shearing strength of these beams, al- though it is suggested as a viable procedure by many otherwise excellent codes of practice worldwide. This paper should help to put the record straight. It should warn the practitioner against the general inadequacy of such a method and prompt the drafters of structural concrete codes of practice into acting to eliminate this erroneous though persisting designing pro- cedure. Key Words: Variable depth beams, Effective shearing force, Tapered beams, Building codes. INTRODUCTION to a sloped side of the beam. Accordingly, the component of such a force which is normal to the beam axis is supposed to The three simply supported beams shown in Fig. (1) all increase or decrease the internal shear needed to equilibrate have the same span and carry the same load. Their shape is the shearing force acting at the considered cross section. This different, though. Beam (a) is a constant depth beam, while is what is stated, almost literally, in Sect. R 11.1.1.2 of the beams (b) and (c) are just two different instances of a vari- American Concrete Institute Code [1] and represents the able depth beam. -

Power Assisted Metal Cutters & Shears
Power Assisted Metal Cutters & Shears 41 malco tool book | better ideas for the real world. TurboShearHD™ Long lasting blades make fast, smooth trim cuts and tight left circular or square cuts in metal New! ductwork and metal roofing in 2011 and building panels. Applications: Metal Roofing | Building Panels | Metal Ductwork Stone Coated Metal Shingles | Furnace Jackets • Lightweight Shear head for easy one-hand control. TSHD • No. TSDC Drill clamp included for one-hand operation. • Jaw opening navigates tight curve patterns, U.S. Patent No. 7,093,365B2 • U.S. Patent No. D513,953 squares, mild profiles, layered metal & seams. • 18-Gauge capacity. ly • Wi b ll w • Blind cuts require a 1/2” (13 mm) starting hole. m o e r • Minimum 14.4 volt 3/8” (9.53 mm) Cordless or s k s Corded Drill required. a w New Telescoping Drill Clamp y i t adjusts to fit any corded or cordless drill, s h including compact Lithium-ion models. New Streamlined Design a m E o • s s t l l i c r o d r Min. 14.4V d d recommended l e e d s r s o 1. Wider-opening jaws 2. Long-life, dual ball bearings o c r Optional on No. TS1. 3. Non-slip flats on drive shaft. Comes packaged with No. TSHD TSDC TurboShear™ Makes your Corded or Cordless drill a POWER SHEAR INSTANTLY! Applications: Metal Ductwork | Furnace Jackets TS1 • Requires two (2) hands to operate. • Optional Drill clamp No. TSDC available for one-hand operation. • Blades cut straight and to the left. -

Severance Tool Countersinks
Phone: 989-777-5500 Fax: 989-777-0602 E-Mail: [email protected] Severance Tool Industries Inc. • POB 1866 • Saginaw, MI 48605 A Countersink For Every Use Severance Tool Industries, Inc. manufactures countersinks with one, four and six flutes, carbide and high speed steel, countersinks with pilots and drill points, heavy-duty tools and specials. Sizes range from 1/8" to 3", and almost any centerline angle can be specified. These standard tools will handle at least 99% of all countersinking applications ... and we can build specials to satisfy any other need. Carbide or Steel? When machining hard or abrasive materials, carbide countersinks will often give 10 or more times the service life of high speed steel tools. As a rule of thumb, consider carbide for production operations with cast iron, alloy steel or glass-reinforced plastics. High speed steel is generally more economical in low carbon steel and nonferrous machining applications. In automated production operations, the cost of changing a tool can exceed the cost of the tool. Consider long-running carbide in such situations. 1, 4, or 6 Flutes? In general, a six-fluted countersink will remove more material per revolution than will a four-flute or single-flute tool. While the single-flute countersink is slow cutting, it will work well in a non-rigid machining setup. Four flutes provide more chip clearance than six do. This is a consideration in machining stringy materials such as some plastics and nonferrous alloys. Other factors being equal, the six-flute countersink will give more service life than the four-flute tool because the cutting load is distributed over more edges. -

Press Release
Contact: Andrea Brogan Metabo Corp. Phone: (610) 436-5900 1231 Wilson Dr. Fax: (610) 436-9072 West Chester, PA 19380 [email protected] www.metabousa.com PRESS RELEASE Metabo’s New Brushless Cordless Nibbler and Shear For cutting sheet metal quickly and efficiently on curved and straight surfaces October 20, 2020 – West Chester, PA – Metabo Corporation, a leading German international manufacturer of professional-grade cordless and corded hand-held power tools and accessories in the US, introduces two new metalworking tools, an 18V nibbler and 18V shear. “The 18V Nibbler and 18V Shear have the best size to power ratio, slimmest grip and are the fastest cutting in their class among the competition due to Metabo’s 2nd generation brushless motor. These tools are the perfect addition to our expanding line of industry-leading cordless metalworking tools with the most advanced brushless motor and battery technology,” said Terry Tuerk, Metabo’s Senior Product Manager. The Metabo NIV 18 LTX BL 1.6, 18V nibbler, is available as a bare tool (601614850), or in a kit version with 2 - 4.0 LiHD batteries, charger and case (US601614400). A punch, die and combination key are included with the tool. The NIV 18 LTX BL 1.6 includes a speed selector for adjusting the cutting speed according to the material being worked. The nibblers' powerful Metabo brushless motor deliver up to 600- 2,360 strokes per minute. FOR IMMEDIATE RELEASE METABO’S NEW CORDLESS NIBBLER AND SHEAR PAGE 2 The tool can cut through 16-gauge mild steel, 18-gauge stainless steel and 14-gauge aluminum and has a minimum curve radius of 5/8". -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -

Twin-Screw Vise U.S
Twin-Screw Vise U.S. Patent Nos. 5,301,934 & 5,284,331 Vise with standard-length cover (for center-to-center screw distance up to 167/8") 05G12.21 Vise with long cover (for center-to-center screw distance up to 24") 05G12.22 Made in Canada IMPORTANT NOTE: If you are the kind of person who only looks at instruction sheets after The two easiest ways to screw up are: something goes wrong, this is one product where you should mend your • By drilling holes in the wrong place and at an angle. ways. If you ignore these instructions, we can almost guarantee trouble. • By using warped wood with the intention of straightening it out with bolts, screws and brute force later. Please try to save all your innovative design urges until after you have installed the vise. As a bare minimum, at least read through the It isn’t a lot of fun to follow instructions exactly but this is one time instructions before you start being creative. when it will save you a lot of grief. Used as an end vise, the Veritas® Twin-Screw Vise is very the dog holes may have to be drilled from the top side, in the versatile. It can, and should, have vertical dog holes drilled same position as the counterbores in the bottom side. on the top face of the front jaw and corresponding dog holes on the top of your bench for clamping large objects or for Vertical dog holes drilled along the top of your bench can be panel gluing. -

Bending and Shear Analysis and Design of Ductile Steel Plate Walls
13th World Conference on Earthquake Engineering Vancouver, B.C., Canada August 1-6, 2004 Paper No. 77 BENDING AND SHEAR ANALYSIS AND DESIGN OF DUCTILE STEEL PLATE WALLS Mehdi H. K. KHARRAZI1, Carlos E. VENTURA2, Helmut G. L. PRION3 and Saeid SABOURI-GHOMI 4 SUMMARY For the past few decades global attention and interest has grown in the application of Ductile Steel Plate Walls (DSPW) for building lateral load resisting systems. Advantages of using DSPWs in a building as lateral force resisting system compromise stable hysteretic characteristics, high plastic energy absorption capacity and enhanced stiffness, strength and ductility. A significant number of experimental and analytical studies have been carried out to establish analysis and design methods for such lateral resisting systems, however, there is still a need for a general analysis and design methodology that not only accounts for the interaction of the plates and the framing system but also can be used to define the yield and ultimate resistance capacity of the DSPW in bending and shear combination. In this paper an analytical model of the DSPW that characterizes the structural capacity in the shear and bending interaction is presented and discussed. This proposed model provides a good understanding of how the different components of the system interact, and is able to properly represent the system's overall hysteretic characteristics. The paper also contributes to better understand the structural capacity of the DPSW and of the shear and bending interaction. The simplicity of the method permits it to be readily incorporated in practical non-linear dynamic analyses of buildings with DSPWs. -

USE of HIGH-STRENGTH STEEL REINFORCEMENT in SHEAR FRICTION APPLICATIONS by Gabriel Augusto Zeno B.S. in Civil Engineering, Univ
USE OF HIGH-STRENGTH STEEL REINFORCEMENT IN SHEAR FRICTION APPLICATIONS by Gabriel Augusto Zeno B.S. in Civil Engineering, University of Puerto Rico at Mayagüez, 2005 Submitted to the Graduate Faculty of Swanson School of Engineering in partial fulfillment of the requirements for the degree of Master of Science University of Pittsburgh 2009 UNIVERSITY OF PITTSBURGH SWANSON SCHOOL OF ENGINEERING This thesis was presented by Gabriel Augusto Zeno It was defended on October 21, 2009 and approved by Dr. John Brigham, Assistant Professor, Civil and Environmental Engineering Dr. Julie Vandenbossche, Assistant Professor, Civil and Environmental Engineering Thesis Advisor: Dr. Kent A. Harries, Associate Professor, Civil and Environmental Engineering ii Copyright © by Gabriel Augusto Zeno 2009 iii USE OF HIGH-STRENGTH STEEL REINFORCEMENT IN SHEAR FRICTION APPLICATIONS Gabriel Augusto Zeno, M.S. University of Pittsburgh, 2009 This thesis reports the results of a study associated with Task 8.4b of the National Cooperative Highway Research Program (NCHRP) Project 12-77 Structural Concrete Design with High-Strength Steel Reinforcement. The objective of the study is to evaluate the effects of the use of high-strength steel reinforcement in shear friction applications. Shear friction is the mechanism present when shear is transferred across an interface between two concrete members that can slip relative to one another. It arises from the roughness of the interface and the clamping force created by the steel reinforcement across it. The study was accomplished by testing typical push-off specimens with a cold joint test interface, which had a surface roughness with at least ¼-inch amplitude in order to simulate the connection between a composite slab and an AASHTO girder. -
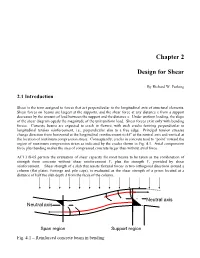
Chapter 2 Design for Shear
Chapter 2 Design for Shear By Richard W. Furlong 2.1 Introduction Shear is the term assigned to forces that act perpendicular to the longitudinal axis of structural elements. Shear forces on beams are largest at the supports, and the shear force at any distance x from a support decreases by the amount of load between the support and the distance x. Under uniform loading, the slope of the shear diagram equals the magnitude of the unit uniform load. Shear forces exist only with bending forces. Concrete beams are expected to crack in flexure, with such cracks forming perpendicular to longitudinal tension reinforcement, i.e., perpendicular also to a free edge. Principal tension stresses change direction from horizontal at the longitudinal reinforcement to 45o at the neutral axis and vertical at the location of maximum compression stress. Consequently, cracks in concrete tend to “point” toward the region of maximum compression stress as indicated by the cracks shown in Fig. 4.1. Axial compression force plus bending makes the area of compressed concrete larger than without axial force. ACI 318-05 permits the evaluation of shear capacity for most beams to be taken as the combination of strength from concrete without shear reinforcement Vc plus the strength Vs provided by shear reinforcement. Shear strength of a slab that resists flexural forces in two orthogonal directions around a column (flat plates, footings and pile caps), is evaluated as the shear strength of a prism located at a distance of half the slab depth d from the faces of the column. Neutral axis Neutral axis Span region Support region Fig. -

Characterization of Shear Horizontal Waves Using a 1D Laser Doppler Vibrometer
sensors Article Characterization of Shear Horizontal Waves Using a 1D Laser Doppler Vibrometer Alaa Elhady and Eihab M. Abdel-Rahman * Department of System Design Engineering, University of Waterloo, Waterloo, ON N2L 3G1, Canada; [email protected] * Correspondence: [email protected] Abstract: We developed a new technique for the detection of shear horizontal surface acoustic waves (SH-SAW) using a one-dimensional laser-based Doppler vibrometer. It measures the out-of-plane surface deformation at the fingertip of an interdigitated transducer (the boundary of the wave aperture) and uses it to estimate the instantaneous in-plane displacement field given the substrate Poisson ratio. It can also estimate the degree of surface confinement (wave decay rate). The proposed approach was first verified using finite element analysis (FEA) and demonstrated experimentally using a Bleustein–Gulyaev resonator. Keywords: SH waves; Bleustein–Gulyaev waves; vibrometer; SAW detection; MEMS characterization 1. Introduction Surface acoustic waves (SAWs) propagating in piezoelectric materials have numerous applications, such as in sensors [1–3], actuators [4,5], filters [6–8], delay lines [9], and Citation: Elhady, A.; radio-frequency identification applications [10,11]. They are usually excited via a set of Abdel-Rahman, E.M. interdigitated electrodes (IDTs) that are deployed as transmitters and receivers or as non- Characterization of Shear Horizontal collocated [12,13] or collocated [14] transceivers. Resonant transceivers create standing Waves Using a 1D Laser Doppler waves by trapping the waves using reflectors made of another set of IDTs [14] or an acoustic Vibrometer. Sensors 2021, 21, 2467. impedance mismatch, such as deep grooves [15]. https://doi.org/10.3390/s21072467 Characterization of these waves is integral to SAW technology and research.