Finite Element Analysis of Skin Injuries by Water Jet Cutting
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Dial Caliperscalipers at the Conclusion of This Presentation, You Will Be Able To…
Forging new generations of engineers DialDial CalipersCalipers At the conclusion of this presentation, you will be able to… identify four types of measurements that dial calipers can perform. identify the different parts of a dial caliper. accurately read an inch dial caliper. DialDial CalipersCalipers GeneralGeneral InformationInformation DialDial CalipersCalipers are arguably the most common and versatile of all the precision measuring tools. Engineers, technicians, scientists and machinists use precision measurement tools every day for: • analysis • reverse engineering • inspection • manufacturing • engineering design DialDial CalipersCalipers FourFour TypesTypes ofof MeasurementsMeasurements Dial calipers are used to perform four common measurements on parts… 1. Outside Diameter/Object Thickness 2. Inside Diameter/Space Width 3. Step Distance 4. Hole Depth OutsideOutside MeasuringMeasuring FacesFaces These are the faces between which outside length or diameter is measured. InsideInside MeasuringMeasuring FacesFaces These are the faces between which inside diameter or space width (i.e., slot width) is measured. StepStep MeasuringMeasuring FacesFaces These are the faces between which stepped parallel surface distance can be measured. DepthDepth MeasuringMeasuring FacesFaces These are the faces between which the depth of a hole can be measured. Note: Work piece is shown in section. Dial Caliper shortened for graphic purposes. DialDial CalipersCalipers NomenclatureNomenclature A standard inchinch dialdial calipercaliper will measure slightly more than 6 inches. The bladeblade scalescale shows each inch divided into 10 increments. Each increment equals one hundred thousandths (0.100”). Note: Some dial calipers have blade scales that are located above or below the rack. BladeBlade The bladeblade is the immovable portion of the dial caliper. SliderSlider The sliderslider moves along the blade and is used to adjust the distance between the measuring surfaces. -

Check Points for Measuring Instruments
Catalog No. E12024 Check Points for Measuring Instruments Introduction Measurement… the word can mean many things. In the case of length measurement there are many kinds of measuring instrument and corresponding measuring methods. For efficient and accurate measurement, the proper usage of measuring tools and instruments is vital. Additionally, to ensure the long working life of those instruments, care in use and regular maintenance is important. We have put together this booklet to help anyone get the best use from a Mitutoyo measuring instrument for many years, and sincerely hope it will help you. CONVENTIONS USED IN THIS BOOKLET The following symbols are used in this booklet to help the user obtain reliable measurement data through correct instrument operation. correct incorrect CONTENTS Products Used for Maintenance of Measuring Instruments 1 Micrometers Digimatic Outside Micrometers (Coolant Proof Micrometers) 2 Outside Micrometers 3 Holtest Digimatic Holtest (Three-point Bore Micrometers) 4 Holtest (Two-point/Three-point Bore Micrometers) 5 Bore Gages Bore Gages 6 Bore Gages (Small Holes) 7 Calipers ABSOLUTE Coolant Proof Calipers 8 ABSOLUTE Digimatic Calipers 9 Dial Calipers 10 Vernier Calipers 11 ABSOLUTE Inside Calipers 12 Offset Centerline Calipers 13 Height Gages Digimatic Height Gages 14 ABSOLUTE Digimatic Height Gages 15 Vernier Height Gages 16 Dial Height Gages 17 Indicators Digimatic Indicators 18 Dial Indicators 19 Dial Test Indicators (Lever-operated Dial Indicators) 20 Thickness Gages 21 Gauge Blocks Rectangular Gauge Blocks 22 Products Used for Maintenance of Measuring Instruments Mitutoyo products Micrometer oil Maintenance kit for gauge blocks Lubrication and rust-prevention oil Maintenance kit for gauge Order No.207000 blocks includes all the necessary maintenance tools for removing burrs and contamination, and for applying anti-corrosion treatment after use, etc. -

Pexto PS-66 Sheet Metal Notcher Manual
PEXTO PS-66 COMBINATION NOTCHER, COPER & SHEAR OPERATING INSTRUCTIONS AND PARTS IDENTIFICATION ROPER WHITNEY 2833 HUFFMAN BLVD., ROCKFORD, IL 61103-3990 * 815/962-3011 * FAX 815/962-2227 Website: www.roperwhitney.com * Email: [email protected] Roper Whitney - Model PS-66 Notcher, Coper & Shear Manual OPERATING INSTRUCTIONS FOR PS-66 PEXTO COMBINTATION NOTCHER, COPER & SHEAR WARNING: Before operating, machine must be bolted to work bench. If floor stand has been provided, machine must be bolted to floor stand with bolts provided. Stand must be securely lagged to floor. 1. Mount and level Notcher with drop-out overhanging edge of bench and bolt or lag in place. Lubricate all points with SAE 30 machine oil before operating. 2. Upper Standard Blades - (17) and (18) are set at factory for “pierce” cutting, starting at apex or corner of inside cut. To change to “splay” cutting, interchange blades (17) and (18) end for end so that cut starts at outside edge of sheet. Align blades at point (elongated holes are provided in blades for this purpose) before tightening blade bolts (16) securely. 3. Lower Standard Blades - (28) and (29) are each symmetrical and can be mounted to use all 4 cutting edges. Blades are positioned by blade bolts (32) from underneath table. 4. Blade Adjustment: a. Take off table (21) by removing two table screws (27). Position the slide at bottom of stroke. b. Loosen lower blade bolts (32) slightly. c. Turn blade adjusting screws (26) mounted in adjusting plate (25) to bring blade to .002 normal clearance between upper and lower blade. -
Punching Tools Truservices Punching Tools Truservices
TruServices Punching Tools TruServices Punching Tools TruServices Expertise for every application Machine Tools / Power Tools Laser Technology / Electronics Medical Technology The perfect tooling structure. + = Alignment ring Punch Stripper + + = Die plate Die adapter Die Alignment ring The alignment ring is available in three different versions. Punch Punches are available in three different sizes (size 0, 1, and 2). Punch chuck The punch chuck is available in two different sizes and is used with size 0 punches. It has the same clamping diameter as all other punches. Stripper The outside diameter of the stripper is 100 mm. Die Dies are available in two different sizes (size 1 and 2). Size 1 can be used in the same way as size 2 with the help of a die adapter. Tool cartridge Both die sizes are used with the same tool cartridge and the same die plate. A die adapter is used for holding size 1 dies. 2 E-mail: [email protected] / Fax: 860-255-6433 Content General information Preface Expertise for every application TRUMPF quality – Made in USA General information General ... and much more from page 4 Punching Classic System Special shapes MultiTool Guided tools ... and much more from page 8 Cutting Slitting tool MultiShear Film slitting tool ... and much more from page 30 Forming Countersink tool Extrusion tool Tapping tool Emboss tool ... and much more from page 40 Marking Center punch tool Engraving tool Marking tool Embossing tools ... and much more from page 66 Accessories Tooling accessories Tool cartridges Setup and grinding tools Consumables and additional equipment ... and much more from page 78 Useful information Dimensions + regrinding Stripper selection Tool life Low-scratch/scratch-free processing .. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

CVP-19: Procedures for the Checking of Critical Dimensions of The
OMR-CVP-19 PROCEDURES FOR THE CHECKING OF CRITICAL DIMENSIONS OF THE CONICAL MOLD AND TAMPER AND THE CALIBRATION OF PYCNOMETERS AASHTO T 84 A. PURPOSE These procedures are intended to provide instruction for the verification of critical dimensions of the conical mold and tamper. B. APPARATUS REQUIRED 1. Calibrated calipers readable to 0.001 inch (.025 mm) 2. Calibrated balance capable of weighing 500 grams and readable to 0.1 gram. 3. Straightedge or ruler. 4. Thermometer readable to 0.1 °F or 0.1 °C. C. PROCEDURE Conical Cone 1. Measure the inside diameter of the top of the conical cone to the nearest 0.001 inch (.025 mm) by taking two (2) readings 90° apart with calipers and record results. 2. Invert cone and repeat Step 1 and record. 3. Place cone on a flat glass plate. Measure and determine the height of the cone by using the calipers and a straightedge and record results. 4. Measure and record the thickness of the cone to the nearest 0.001inch (.025 mm) with calipers by taking two (2) readings 90° apart on the top and bottom of cone. Tamper 1. Measure diameter of face of tamper by taking two (2) readings 90° apart. 2. Weigh and record weight of tamper to nearest 0.1 gram. Pycnometers Volumetric Flask (500 cm) calibrated annually at 21.3 °C – 24.7 °C (70.4 °F – 76.4 °F) by the following procedure: 1. Volumetric flasks are weighed empty and recorded to the nearest 0.1 gram. 2. Volumetric flasks are filled with water to the mark at which it is calibrated. -

Power Assisted Metal Cutters & Shears
Power Assisted Metal Cutters & Shears 41 malco tool book | better ideas for the real world. TurboShearHD™ Long lasting blades make fast, smooth trim cuts and tight left circular or square cuts in metal New! ductwork and metal roofing in 2011 and building panels. Applications: Metal Roofing | Building Panels | Metal Ductwork Stone Coated Metal Shingles | Furnace Jackets • Lightweight Shear head for easy one-hand control. TSHD • No. TSDC Drill clamp included for one-hand operation. • Jaw opening navigates tight curve patterns, U.S. Patent No. 7,093,365B2 • U.S. Patent No. D513,953 squares, mild profiles, layered metal & seams. • 18-Gauge capacity. ly • Wi b ll w • Blind cuts require a 1/2” (13 mm) starting hole. m o e r • Minimum 14.4 volt 3/8” (9.53 mm) Cordless or s k s Corded Drill required. a w New Telescoping Drill Clamp y i t adjusts to fit any corded or cordless drill, s h including compact Lithium-ion models. New Streamlined Design a m E o • s s t l l i c r o d r Min. 14.4V d d recommended l e e d s r s o 1. Wider-opening jaws 2. Long-life, dual ball bearings o c r Optional on No. TS1. 3. Non-slip flats on drive shaft. Comes packaged with No. TSHD TSDC TurboShear™ Makes your Corded or Cordless drill a POWER SHEAR INSTANTLY! Applications: Metal Ductwork | Furnace Jackets TS1 • Requires two (2) hands to operate. • Optional Drill clamp No. TSDC available for one-hand operation. • Blades cut straight and to the left. -

Severance Tool Countersinks
Phone: 989-777-5500 Fax: 989-777-0602 E-Mail: [email protected] Severance Tool Industries Inc. • POB 1866 • Saginaw, MI 48605 A Countersink For Every Use Severance Tool Industries, Inc. manufactures countersinks with one, four and six flutes, carbide and high speed steel, countersinks with pilots and drill points, heavy-duty tools and specials. Sizes range from 1/8" to 3", and almost any centerline angle can be specified. These standard tools will handle at least 99% of all countersinking applications ... and we can build specials to satisfy any other need. Carbide or Steel? When machining hard or abrasive materials, carbide countersinks will often give 10 or more times the service life of high speed steel tools. As a rule of thumb, consider carbide for production operations with cast iron, alloy steel or glass-reinforced plastics. High speed steel is generally more economical in low carbon steel and nonferrous machining applications. In automated production operations, the cost of changing a tool can exceed the cost of the tool. Consider long-running carbide in such situations. 1, 4, or 6 Flutes? In general, a six-fluted countersink will remove more material per revolution than will a four-flute or single-flute tool. While the single-flute countersink is slow cutting, it will work well in a non-rigid machining setup. Four flutes provide more chip clearance than six do. This is a consideration in machining stringy materials such as some plastics and nonferrous alloys. Other factors being equal, the six-flute countersink will give more service life than the four-flute tool because the cutting load is distributed over more edges. -
Marking Centres, Squares and Hexagons
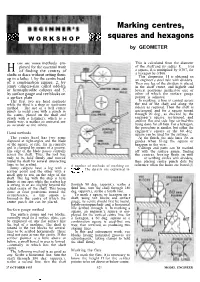
4 Marking centres, WORKSHOP squares and hexagons by GEOMETER ERE ARE THREE methods em- This is calculated from the diameter ployed for the essential work of the shaft’and its radius R. For of finding the centres of a square, R is multiplied by 0.707, for H a hexagon by 0.866. shafts or discs without setting them This dimension H is obtained on up in a lathe; 1, by the centre head an engineer’s steel rule with dividers. of a combination square; 2, by Then one leg of the dividers is placed jenny calipers-also called odd-leg in the shaft centre, and highest and or hermaphrodite calipers and 3, lowest positions marked-to one or by surface gauge and vee blocks on other of which the surface gauge a surface plate. pointer is adjusted. The first two are hand methods In marking, a line is carried across while the third is a shop or toolroom the end of the shaft and along the method. The use of a bell centre side(s) as required. Then the shaft is punch (a metal cone with a punch in unclamped, and for a square turned the centre, placed on the shaft and through 90 deg., as checked by the struck with a hammer), which is a engineer’s square, reclamped, and fourth way, is neither so universal nor another flat and side line scribed-this so accurate as the others. being done for all four. For a hexagon, the procedure is similar, but either the engineer’s square or the 60 deg. -

Press Release
Contact: Andrea Brogan Metabo Corp. Phone: (610) 436-5900 1231 Wilson Dr. Fax: (610) 436-9072 West Chester, PA 19380 [email protected] www.metabousa.com PRESS RELEASE Metabo’s New Brushless Cordless Nibbler and Shear For cutting sheet metal quickly and efficiently on curved and straight surfaces October 20, 2020 – West Chester, PA – Metabo Corporation, a leading German international manufacturer of professional-grade cordless and corded hand-held power tools and accessories in the US, introduces two new metalworking tools, an 18V nibbler and 18V shear. “The 18V Nibbler and 18V Shear have the best size to power ratio, slimmest grip and are the fastest cutting in their class among the competition due to Metabo’s 2nd generation brushless motor. These tools are the perfect addition to our expanding line of industry-leading cordless metalworking tools with the most advanced brushless motor and battery technology,” said Terry Tuerk, Metabo’s Senior Product Manager. The Metabo NIV 18 LTX BL 1.6, 18V nibbler, is available as a bare tool (601614850), or in a kit version with 2 - 4.0 LiHD batteries, charger and case (US601614400). A punch, die and combination key are included with the tool. The NIV 18 LTX BL 1.6 includes a speed selector for adjusting the cutting speed according to the material being worked. The nibblers' powerful Metabo brushless motor deliver up to 600- 2,360 strokes per minute. FOR IMMEDIATE RELEASE METABO’S NEW CORDLESS NIBBLER AND SHEAR PAGE 2 The tool can cut through 16-gauge mild steel, 18-gauge stainless steel and 14-gauge aluminum and has a minimum curve radius of 5/8". -

Dry Disc Brake Calipers
MAINTENANCE MANUAL DRY DISC BRAKE CALIPERS MANUFACTURED BY 2300 OREGON ST., SHERWOOD 97140, OR U.S.A. PHONE: 503.625.2560 • FAX: 503.625.7980 E-MAIL: [email protected] WEBSITE: http://www.alliedsystems.com 80-767 3/2/2021 Contents pg. i Asbestos and Non-Asbestos Fibers 1 Section 1: Exploded View 2 Section 2: Introduction Description Hydraulic Fluid Identification 3 Section 3: Disassembly Manually Release the Brakes Releasing a Brake with Caging Studs and Nuts Releasing a Brake without Caging Studs and Nuts Remove the Caliper Disassemble the Caliper 5 Section 4: Prepare Parts for Assembly Cleaning Corrosion Protection 6 Section 5: Assembly Assemble the Caliper Prepare to Install the Linings Install the Linings 7 Install the Pistons, Linings and Springs Install the Caliper Bleeding the Brakes 8 Full Hydraulic Systems Air/Hydraulic or Mechanical Actuator Systems 9 Section 6: Adjust the Brakes Adjust the Brakes Adjusting a Brake with Caging Studs and Nuts Adjusting a Brake without Caging Studs and Nuts 10 Test the Caliper Adjusting the Caliper Off the Vehicle Adjusting the Caliper on the Vehicle 12 Section 7: Inspection Inspection Periodic On-Vehicle Inspections Inspect the Linings Inspect the Caliper for Leaks Inspect the Disc 13 Inspect Caliper Parts 14 Section 8: Diagnostics Troubleshooting 15 Section 9: Specifications Torque Specifications Wear Dimensions Total Lining-to-Disc Clearance Hydraulic Fluid Asbestos and Non-Asbestos Fibers Figure 0.1 ASBESTOS FIBERS WARNING NON-ASBESTOS FIBERS WARNING The following procedures for servicing brakes are recommended to reduce exposure to The following procedures for servicing brakes are recommended to reduce exposure to asbestos fiber dust, a cancer and lung disease hazard. -
Uniorbiketools.Com Wheel Centering Stand for Professional Use 1 This Stand for Professional Use Is Specially Designed for Bicycle Repair Shops
ADDITIONAL ACCESORIES: 1689 Controlling caliper arm (1689.1) EN Pro truing stand Brake rotor truing caliper with installation kit (1689.2) Adapters for truing 12, 15, 20 mm axle wheels (1689.3) Unior d.d. Kovaška cesta 10 3214 Zreče, Slovenia T: +386 3 757 81 00 F: +386 3 576 26 43 [email protected] uniorbiketools.com www.uniorbiketools.com Wheel centering stand for professional use 1 This stand for professional use is specially designed for bicycle repair shops. It can be bench-mounted or vise-held. The calipers enable simultaneous radial control of the wheel position on both sides, with an additional possibility to control 2 radial symmetry in relation to the wheel hub. The geometry of the calipers enables a simultaneous axial control for accurate truing of the rim. The calipers (2) have plastic coated tips to 3 prevent leaving marks on the wheel. The upright arms (1) 4 position can be adjusted with an upright adjustment knob (5) to fit the axle width. The caliper arm (4) position can be 5 6 adjusted with the caliper arm knob (6) to fit the wheel radius 7 and the caliper tip distance can be adjusted with the caliper knob (3) to fit the rim width. BEFORE FIRST USE: When changing the wheel, the spring loaded upright arm and the caliper arm can be quickly pulled away, automatically springing back to a set position when inserting a new wheel. This enables faster truing of several same size wheels. It accepts wheels from 16 to 29 inch, with our without tyre and supports hubs up to 157 mm width.