Unit Ii Resistance Welding Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Guidelines for the Welded Fabrication of Nickel-Containing Stainless Steels for Corrosion Resistant Services
NiDl Nickel Development Institute Guidelines for the welded fabrication of nickel-containing stainless steels for corrosion resistant services A Nickel Development Institute Reference Book, Series No 11 007 Table of Contents Introduction ........................................................................................................ i PART I – For the welder ...................................................................................... 1 Physical properties of austenitic steels .......................................................... 2 Factors affecting corrosion resistance of stainless steel welds ....................... 2 Full penetration welds .............................................................................. 2 Seal welding crevices .............................................................................. 2 Embedded iron ........................................................................................ 2 Avoid surface oxides from welding ........................................................... 3 Other welding related defects ................................................................... 3 Welding qualifications ................................................................................... 3 Welder training ............................................................................................. 4 Preparation for welding ................................................................................. 4 Cutting and joint preparation ................................................................... -

Magnetically Impelled Arc Butt (MIAB) Welding of Chrome Plated Steel
MAGNETICALLY IMPELLED ARC BUTT (MIAB) WELDING OF CHROMIUM- PLATED STEEL TUBULAR COMPONENTS UTILIZING ARC VOLTAGE MONITORING TECHNIQUES DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By David H. Phillips, M.S.W.E ***** The Ohio State University 2008 Dissertation Committee: Professor Charley Albright, Advisor Approved by Professor Dave Dickinson _________________________________ Professor John Lippold Advisor Welding Engineering Graduate Program ABSTRACT Magnetically Impelled Arc Butt (MIAB) welding is a forge welding technique which generates uniform heating at the joint through rapid rotation of an arc. This rotation results from forces imposed on the arc by an external magnetic field. MIAB welding is used extensively in Europe, but seldom utilized in the United States. The MIAB equipment is robust and relatively simple in design, and requires low upset pressures compared to processes like Friction welding. In the automotive industry, tubular construction offers many advantages due to the rigidity, light weight, and materials savings that tubes provide. In the case of automotive suspension components, tubes may be chromium-plated on the ID to reduce the erosive effects of a special damping fluid. Welding these tubes using the MIAB welding process offers unique technical challenges, but with potential for significant cost reduction vs. other welding options such as Friction welding. Based on published literature, this research project represented the first attempt to MIAB weld chromium-plated steel tubes, and to utilize voltage monitoring techniques to assess weld quality. ii Optical and SEM microscopy, tensile testing, and an ID bend test technique were all used to assess the integrity of the MIAB weldments. -
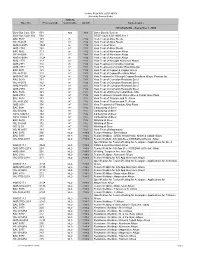
D1-4426 PC Index Sort by Codeeq
D1-4426 PROCESS CODE INDEX (Sorted by Process Code) Nadcap Spec No Process Code Commodity AC/AS Nomenclature REVISION EQ - September 1, 2006 Qual Sys Code 001 001 AQS 7004 Basic Quality System Qual Sys Code 002 002 QS D1-4426 & D1-9000 Sec I BAC 5617 101 HT 7102 Heat Treat of Alloy Steels MIL-H-6875 102 HT 7102 Heat Treat of Alloy Steels AMS-H-6875 102A HT 7102 Heat Treat of Steel AMS 2759 103 HT 7102 Heat Treat of Alloy Steels BAC 5602 111 HT 7102 Heat Treat of Aluminum Alloys MIL-H-6088 112 HT 7102 Heat Treat of Aluminum Alloys AMS-H-6088 112A HT 7102 Heat Treat of Aluminum Alloys AMS 2770 113 HT 7102 Heat Treat of Wrought Aluminum Alloys AMS 2771 114 HT 7102 Heat Treatment of Al Alloy Castings AMS 2772 115 HT 7102 Heat Treatment of Al Alloy Raw Materials BAC 5611 121 HT 7102 Heat Treat of Copper & Copper Alloys MIL-H-7199 122 HT 7102 Heat Treat of Copper/Beryllium Alloys AMS-H-7199 122A HT 7102 Heat Treatment of Wrought Copper-Beryllium Alloys, Process for BAC 5619 131 HT 7102 Heat Treat of Corrosion Resistant Steel MIL-H-6875 132 HT 7102 Heat Treat of Corrosion Resistant Steel AMS-H-6875 132A HT 7102 Heat Treat of Corrosion Resistant Steel AMS 2759 133 HT 7102 Heat Treat of Corrosion Resistant Steel BAC 5616 141 HT 7102 Heat Treat of Nickel & Cobalt Base Alloy AMS 2774 142 HT 7102 Heat Treatment Wrought Nickel Alloy & Cobalt Alloy Parts BAC 5613 151 HT 7102 Heat Treat of Titanium and Ti. -

The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Masters Theses Graduate School 6-1974 The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys Ronald William Gunkel University of Tennessee - Knoxville Follow this and additional works at: https://trace.tennessee.edu/utk_gradthes Part of the Metallurgy Commons Recommended Citation Gunkel, Ronald William, "The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys. " Master's Thesis, University of Tennessee, 1974. https://trace.tennessee.edu/utk_gradthes/1234 This Thesis is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Masters Theses by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a thesis written by Ronald William Gunkel entitled "The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys." I have examined the final electronic copy of this thesis for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Master of Science, with a major in Materials Science and Engineering. Carl D. Lundin, Major Professor We have read this thesis and recommend its acceptance: C. R. Brooks, W. T. Becker Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) To the Graduate Council: I am submitting herewith a thesis written by Ronald William Gunkel entitled "The Origin and Nature of Flash Weld Defects in Iron-Nickel Base Superalloys." I recommend that it be accepted in partial fulfillment of the requirements fo r the degree of Master of Science, with a major in Metallurgical Engineering. -
Introduction to Non-Arc Welding Processes
Introduction to Non-Arc Welding Processes Module 2B Module 2 – Welding and Cutting Processes Introduction to Non-Arc Welding Processes Non-Arc Welding processes refer to a wide range of processes which produce a weld without the use of an electrical arc z High Energy Density Welding processes Main advantage – low heat input Main disadvantage – expensive equipment z Solid-State Welding processes Main advantage – good for dissimilar metal joints Main disadvantage – usually not ideal for high production z Resistance Welding processes Main advantage – fast welding times Main disadvantage – difficult to inspect 2-2 Module 2 – Welding and Cutting Processes Non-Arc Welding Introduction Introduction to Non-Arc Welding Processes Brazing and Soldering z Main advantage – minimal degradation to base metal properties z Main disadvantage – requirement for significant joint preparation Thermite Welding z Main advantage – extremely portable z Main disadvantage – significant set-up time Oxyfuel Gas Welding z Main advantage - portable, versatile, low cost equipment z Main disadvantage - very slow In general, most non-arc welding processes are conducive to original fabrication only, and not ideal choices for repair welding (with one exception being Thermite Welding) 2-3 High Energy Density (HED) Welding Module 2B.1 Module 2 – Welding and Cutting Processes High Energy Density Welding Types of HED Welding Electron Beam Welding z Process details z Equipment z Safety Laser Welding z Process details z Different types of lasers and equipment z Comparison -

Chapter 6 Arc Welding
Revised Edition: 2016 ISBN 978-1-283-49257-7 © All rights reserved. Published by: Research World 48 West 48 Street, Suite 1116, New York, NY 10036, United States Email: [email protected] Table of Contents Chapter 1 - Welding Chapter 2 - Fabrication (Metal) Chapter 3 - Electron Beam Welding and Friction Welding Chapter 4 - Oxy-Fuel Welding and Cutting Chapter 5 - Electric Resistance Welding Chapter 6 - Arc Welding Chapter 7 - Plastic Welding Chapter 8 - Nondestructive Testing Chapter 9 - Ultrasonic Welding Chapter 10 - Welding Defect Chapter 11 - Hyperbaric Welding and Orbital Welding Chapter 12 - Friction Stud Welding Chapter 13 WT- Welding Joints ________________________WORLD TECHNOLOGIES________________________ Chapter 1 Welding WT Gas metal arc welding ________________________WORLD TECHNOLOGIES________________________ Welding is a fabrication or sculptural process that joins materials, usually metals or thermoplastics, by causing coalescence. This is often done by melting the workpieces and adding a filler material to form a pool of molten material (the weld pool) that cools to become a strong joint, with pressure sometimes used in conjunction with heat, or by itself, to produce the weld. This is in contrast with soldering and brazing, which involve melting a lower-melting-point material between the workpieces to form a bond between them, without melting the workpieces. Many different energy sources can be used for welding, including a gas flame, an electric arc, a laser, an electron beam, friction, and ultrasound. While often an industrial process, welding can be done in many different environments, including open air, under water and in outer space. Regardless of location, welding remains dangerous, and precautions are taken to avoid burns, electric shock, eye damage, poisonous fumes, and overexposure to ultraviolet light. -

Selection of Processes for Welding Steel Rails by N.S
Selection of Processes for Welding Steel Rails by N.S. Èai and T.W. Eagar* in Railroad Rail welding, Railway Systems and Management Assoc., Northfield, NJ, 421, 1985 ABSTRACT The advantages and limitations of several conventional and prospective rail welding processes are reviewed with emphasis on the heat input rate, on joint preparation, on post weld grinding and on resultant metallurgical structure. Particular attention is given to thermit, flash and oxyacetylene processes with some discussion of the potential of resistance butt, electroslag, laser and elec- tron beam processes. Simple models of the processes are presented to aid in understanding the limiting parameters for each process. It is concluded that there is little chance of increasing the speed of existing oxycetylene and flash processes due to heat transport limitations, nor would such changes be desirable from a metallurgical point of view. INTRODUCTION In recent years there has been a tremendous demand for economical, pro- ductive and reliable techniques for welding of steel rail. The traditional pro- cesses of thermit, oxacetylene and flash welding are well proven and generally exhibit a low rate of repair when properly controlled'. Nonetheless, there is in- creasing interest in newer technologies such as laser, electron beam or homopolar pulse2 and in application of older techniques such as electroslag.' In the present paper, these processes are reviewed briefly in terms of their heat input characteristics. It will be shown that this approach allows one to estimate the thermal cycles for each process and to infer certain advantages and disadvantages for each process based on classification by heat input rate. -
Welding, Brazing, and Thermal Cutting
\j L i □ K n Criteria for a Recommended Standard Welding, Brazing, and Thermal Cutting U.S. DEPARTM f NT OF H E A LT H AND HUMAN SER V IC ES PUBLIC HEALTH SER V IC E CENTERS FOR DISEASE CONTROL NATIONAL INSTITUTE FOR OCCUPATIONAL SAFETY AND HEALTH' CRITERIA FOR A RECOMMENDED STANDARD (elding, Brazing, and Thermal Cutting U.S. DEPARTMENT OF HEALTH AND HUMAN SERVICES PUBLIC HEALTH SERVICE CENTERS FOR DISEASE CONTROL NATIONAL INSTITUTE FOR OCCUPATIONAL SAFETY AND HEALTH DIVISION OF STANDARDS DEVELOPMENT AND TECHNOLOGY TRANSFER ApriI 1988 DISCLAIMER Mention of the name of any company or product does not constitute endorsement by the National Institute for Occupational Safety and Health. DHHS (NIOSH) Publication No. 88-110 to r sat* by II» Superintendent of Documenti, U.S. Government Print Inc Office, »••hinglon. D.C. 20403 FOREWORD The purpose of the Occupational Safety and Health Act of 1970 (Public Law 91-596) is to ensure safe and healthful working conditions for every working person and to preserve our human resources by providing medical and other criteria that will ensure, insofar as practicable, that no worker will suffer diminished health, functional capacity, or life expectancy as a result of his or her work experience. The Act authorizes the National Institute for Occupational Safety and Health (NIOSH) to develop and recommend occupational safety and health standards and to develop criteria for improving them. By this means, NIOSH communicates these criteria both to regulatory agencies and others in the community of occupational safety and health. Criteria documents provide the basis for the occupational health and safety standards sought by Congress. -
Transient High-Frequency Welding Simulations of Dual-Phase Steels
Baumer 10 09 layout final:Layout 1 9/8/09 4:37 PM Page 193 SUPPLEMENT TO THE WELDING JOURNAL, OCTOBER 2009 Sponsored by the American Welding Society and the Welding Research Council Transient High-Frequency Welding Simulations of Dual-Phase Steels Numerical and experimental simulations were used to investigate high-frequency welding of advanced high-strength steels BY R. BAUMER AND Y. ADONYI (Fig. 1C). Due to the finite capacity of the plete fusion on the strip edges. Even re- accumulator, one main constraint on weld- sultant strip breaks of 0.2% are not ac- ABSTRACT ing process selection is welding speed. Ad- ceptable, as equipment is damaged and Continued development of ad- ditional constraints, such as material production lost. Therefore, an improved vanced high-strength steel (AHSS) re- thickness, result in a variety of welding solid-state joining process is desired for quires a corresponding improvement processes being used for coil end joining, joining AHSS coil ends. in joining technology. One promising including gas tungsten arc welding Previous work has demonstrated that a joining method is high-frequency butt (GTAW), gas metal arc welding (GMAW), coupled high-frequency induction heat- joint welding. Seeking to validate the flash welding (FW), resistance (mash) ing/pressure welding (termed hyper-inter- utility of this process for joining AHSS seam welding (RSEW-MS), and laser facial bonding) operation can produce flat sheet specimens for steel mill pro- beam welding (LBW) (Ref. 3). Note that faying surface coalescence in butt joint con- cessing lines, high-frequency butt joint the last two are mostly used on tin coating figurations and minimize thermally induced welding of flat sheet steel was investi- and recoiling lines, where the sheet thick- changes in grain size of ultrafine-grained × × gated through a combined numerical ness is less than 1 mm. -

5. Electric Resistance Welding
EAA Aluminium Automotive Manual – Joining 5. Electric resistance welding Content: 5. Electric resistance welding 5.0 Introduction 5.1 Resistance spot welding 5.1.1 The resistance spot welding process 5.1.2 Resistance spot welding equipment 5.1.3 Electrodes and electrode maintenance 5.1.4 Joint configurations for resistance spot welding 5.1.5 Resistance spot welding of aluminium alloys 5.2 Resistance spot welding with process tape 5.3 Resistance seam welding 5.4 Projection welding 5.5 Resistance butt welding (flash welding) 5.6 Resistance element welding 5.7 Resistance stud welding 5.8 High frequency welding Version 2015 ©European Aluminium Association ([email protected]) 1 5.0 Introduction Electric resistance welding refers to a group of thermo-electric welding processes such as spot and seam welding. The weld is made by conducting a strong current through the metal to heat up and finally melt the metal at a localized point, predetermined by the design of the electrodes and/or the work piece to be welded. A force is always applied before, during and after the application of current to confine the contact area at the weld interfaces and, in some applications, to forge the work pieces. The general heat generation formula for resistance welding is: Heat = I2 x R x t, where I is the weld current through the work pieces, R is the electrical resistance of the work pieces and t is the weld time. The weld current and duration of current are controlled by the resistance welding power supply. The resistance of the work pieces is a function of many different factors, i.e. -

Welding Health and Safety
Welding Health and Safety Welding Health and Safety SS-832 June 2018 SS-832 | June 2018 Page | 1 Welding Health and Safety Table of contents Introduction ....................................................................................................3 What is welding? .............................................................................................3 Welding and cutting processes ........................................................................3 Types of electrodes .........................................................................................5 Health hazards ................................................................................................5 Hazard controls ...............................................................................................9 Confined spaces…………………………………………………………………………………….11 Oxygen-fuel gas welding and cutting ..............................................................12 Equipment maintenance………………………………………………………………………….12 Specific requirements……………………………………………………………………………..12 Arc welding and cutting ..................................................................................15 Resistance welding .........................................................................................15 Appendix A: definitions ...................................................................................16 Appendix B: common metals and compounds .................................................17 Appendix C: common welding gases ...............................................................19 -

Flash-Butt Welding of High Strength Steels(1321KB)
NIPPON STEEL TECHNICAL REPORT No. 95 January 2007 UDC 621 . 791 . 762 . 5 : 669 . 14 . 018 . 292 Flash-Butt Welding of High Strength Steels Yasutomo ICHIYAMA*1 Shinji KODAMA*1 Abstract Welding technologies with high productivity is very attractive in the field of welding. Flash welding is essentially very fast welding and can meet this requirement. However, their weld properties, especially fracture toughness, have not been acceptable and thus the application has been limited. In this study, factors governing flash weld qualities have been studied using high strength steels. The effects of welding conditions and base metal chemical compositions on the weld defects are summarized. The effects of inclusions and microstructures on weld toughness are also discussed. Through these results, quality improvement methods by applying special upsetting conditions have been observed and these are presented in this paper. strength are used in every sector of industry. With the continual 1. Introduction increase in strength of steel products, it has become increasingly Unlike arc welding that is ‘line welding’ in which the welding difficult to secure the required weld quality. Under such conditions, point moves along a prescribed line, flash butt welding is ‘plane a study was conducted on the factors that influence the quality of welding’ in which the opposed planes are welded at a stroke. flash butt welds for high strength steels and means of improving the Therefore, this welding method is extremely efficient1). It is applied quality of welds. This paper describes the study results. to weld wheel rims in the automotive industry and joint hot-rolled coils in the steelmaking industry.