Why Tempering Is Required After Hardening
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

10-1 CHAPTER 10 DEFORMATION 10.1 Stress-Strain Diagrams And
EN380 Naval Materials Science and Engineering Course Notes, U.S. Naval Academy CHAPTER 10 DEFORMATION 10.1 Stress-Strain Diagrams and Material Behavior 10.2 Material Characteristics 10.3 Elastic-Plastic Response of Metals 10.4 True stress and strain measures 10.5 Yielding of a Ductile Metal under a General Stress State - Mises Yield Condition. 10.6 Maximum shear stress condition 10.7 Creep Consider the bar in figure 1 subjected to a simple tension loading F. Figure 1: Bar in Tension Engineering Stress () is the quotient of load (F) and area (A). The units of stress are normally pounds per square inch (psi). = F A where: is the stress (psi) F is the force that is loading the object (lb) A is the cross sectional area of the object (in2) When stress is applied to a material, the material will deform. Elongation is defined as the difference between loaded and unloaded length ∆푙 = L - Lo where: ∆푙 is the elongation (ft) L is the loaded length of the cable (ft) Lo is the unloaded (original) length of the cable (ft) 10-1 EN380 Naval Materials Science and Engineering Course Notes, U.S. Naval Academy Strain is the concept used to compare the elongation of a material to its original, undeformed length. Strain () is the quotient of elongation (e) and original length (L0). Engineering Strain has no units but is often given the units of in/in or ft/ft. ∆푙 휀 = 퐿 where: is the strain in the cable (ft/ft) ∆푙 is the elongation (ft) Lo is the unloaded (original) length of the cable (ft) Example Find the strain in a 75 foot cable experiencing an elongation of one inch. -

Progress the Business and Technology of Heat Treating ® May/June 2008 • Volume 8, Number 3
An ASM International® HEATPublication TREATING PROGRESS THE BUSINESS AND TECHNOLOGY OF HEAT TREATING ® www.asminternational.org MAY/JUNE 2008 • VOLUME 8, NUMBER 3 HEAT TREATMENT OF LANDING GEAR HEAT TREAT SIMULATION MICROWAVE HEATING SM Aircraft landing gear, such as on this U.S. Navy FA18 fighter jet, must perform under severe loading conditions and in many different environments. HEAT TREATMENT OF LANDING GEAR The heat treatment of rguably, landing gear has Alloys Used perhaps the most stringent The alloys used for landing gear landing gear is a complex requirements for perform- have remained relatively constant operation requiring ance. They must perform over the past several decades. Alloys A under severe loading con- like 300M and HP9-4-30, as well as the precise control of time, ditions and in many different envi- newer alloys AF-1410 and AerMet ronments. They have complex shapes 100, are in use today on commercial temperature, and carbon and thick sections. and military aircraft. Newer alloys like control. Understanding the Alloys used in these applications Ferrium S53, a high-strength stainless must have high strengths between steel alloy, have been proposed for interaction of quenching, 260 to 300 ksi (1,792 to 2,068 MPa) landing gear applications. The typical racking, and distortion and excellent fracture toughness (up chemical compositions of these alloys to100 ksi in.1/2, or 110 MPa×m0.5). are listed in Table 1. contributes to reduced To achieve these design and per- The alloy 300M (Timken Co., distortion and residual formance goals, heat treatments Canton, Ohio; www.timken.com) is have been developed to extract the a low-alloy, vacuum-melted steel of stress. -

Transportation Vehicle Light-Weighting with Polymeric Glazing and Mouldings
GCEP Final Report for Advanced Transportation Transportation Vehicle Light-Weighting with Polymeric Glazing and Mouldings Investigators Reinhold H. Dauskardt, Professor; Yichuan Ding, Graduate Researcher; Siming Dong, Graduate Researcher; Dongjing He, Summer student; Material Science and Engineering, Stanford University. Abstract Polymeric glazing and mouldings are an extremely high “want” from the transportation community, enabling more creative designs as well as improved part consolidation。 However, plastic windows and mouldings must have high-performance and low-cost protective coating systems with lifetimes in excess of 10 years. Current polymeric glazings do not meet durability/performance requirements for near-term implementation. Our project targets new coating system manufacturing to address durability and cost issues necessary to meet or exceed transportation engineering requirements. Atmospheric plasma deposition (APD) is an emerging technique that enables plasma deposition of coatings on large and/or complex geometry substrates in ambient air without the need for expensive vacuum or inert manufacturing platforms. It is an environmentally friendly and solvent-free technique, minimizing chemical waste throughout the process as well as greenhouse gas emissions when compared to current wet chemistry aqueous sol-gel manufacturing techniques. Low deposition temperatures (<50°C) allows the deposition on plastic and organic substrates. Using our state-of-the-art APD coating capabilities, we have demonstrated the ability to deposit highly transparent bilayer organosilicate coatings with superior combinations of elastic modulus and adhesion compared to commercial sol-gel coatings. The bilayer is deposited on large substrates by atmospheric plasma, in ambient air, at room temperature, in a one-step process, using a single inexpensive precursor. The significantly improved elastic modulus translates into improved durability and resistance to scratching and environmental degradation. -

The Microstructure, Hardness, Impact
THE MICROSTRUCTURE, HARDNESS, IMPACT TOUGHNESS, TENSILE DEFORMATION AND FINAL FRACTURE BEHAVIOR OF FOUR SPECIALTY HIGH STRENGTH STEELS A Thesis Presented to The Graduate Faculty of The University of Akron In Partial Fulfillment of the Requirements for the Degree Master of Science Manigandan Kannan August, 2011 THE MICROSTRUCTURE, HARDNESS, IMPACT TOUGHNESS, TENSILE DEFORMATION AND FINAL FRACTURE BEHAVIOR OF FOUR SPECIALTY HIGH STRENGTH STEELS Manigandan Kannan Thesis Approved: Accepted: _______________________________ _______________________________ Advisor Department Chair Dr. T.S. Srivatsan Dr. Celal Batur _______________________________ _______________________________ Faculty Reader Dean of the College Dr. C.C. Menzemer Dr. George.K. Haritos _______________________________ _______________________________ Faculty Reader Dean of the Graduate School Dr. G. Morscher Dr. George R. Newkome ________________________________ Date ii ABSTRACT The history of steel dates back to the 17th century and has been instrumental in the betterment of every aspect of our lives ever since, from the pin that holds the paper together to the automobile that takes us to our destination steel touch everyone every day. Pathbreaking improvements in manufacturing techniques, access to advanced machinery and understanding of factors like heat treatment and corrosion resistance have aided in the advancement in the properties of steel in the last few years. This thesis report will attempt to elaborate upon the specific influence of composition, microstructure, and secondary processing techniques on both the static (uni-axial tensile) and dynamic (impact) properties of the four high strength steels AerMet®100, PremoMetTM290, 300M and TenaxTM 310. The steels were manufactured and marketed for commercial use by CARPENTER TECHNOLOGY, Inc (Reading, PA, USA). The specific heat treatment given to the candidate steels determines its microstructure and resultant mechanical properties spanning both static and dynamic. -

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon As Carburizer
Materials Research, Vol. 12, No. 4, 483-487, 2009 © 2009 Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel, Using Activated Carbon as Carburizer Fatai Olufemi Aramidea,*, Simeon Ademola Ibitoyeb, Isiaka Oluwole Oladelea, Joseph Olatunde Borodea aMetallurgical and Materials Engineering Department, Federal University of Technology, Akure, Ondo State, Nigeria bMaterials Science and Engineering Department, Obafemi Awolowo University, Ile-Ife, Osun State, Nigeria Received: July 31, 2009; Revised: September 25, 2009 Due to the complexity of controlling parameters in carburization, there has been relatively little work on process variables during the surface hardening process. This work focuses on the effects of the carburizing temperature and time on the mechanical properties of mild steel carburized with activated carbon, at 850, 900 and 950 °C, soaked at the carburizing temperature for 15 and 30 minutes, quenched in oil, tempered at 550 °C and held for 60 minutes. Prior carburization process, standard test samples were prepared from the as received specimen for tensile and impact tests. After carburization process, the test samples were subjected to the standard test and from the data obtained, ultimate tensile strength, engineering strain, impact strength, Youngs’ moduli were calculated. The case and core hardness of the carburized tempered samples were measured. It was observed that the mechanical properties of mild steels were found to be strongly influenced by the process of carburization, carburizing temperature and soaking time at carburizing temperature. It was concluded that the optimum combination of mechanical properties is achieved at the carburizing temperature of 900 °C followed by oil quenching and tempering at 550 °C. -
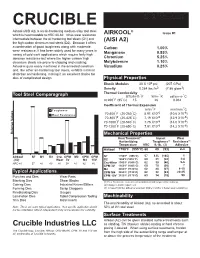
Crucible A2 Data Sheet
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Correlation of Hardness Values to Tensile Strength
Correlation of Hardness Values to Tensile Strength Semih Genculu, P.E. Various procedures and approaches are utilized to determine if a given material is suitable for a certain application. The material may be tested for its ability to deform satisfactorily during a forming operation, or perhaps for its ability to operate under a certain stress level at high temperatures. For technological purposes, economy and ease of testing are important factors. Hardness tests: In many cases it is possible to substitute for the relatively time consuming and costly tensile test with a more convenient test of the plastic deformation behavior of metals, a hardness test. Hardness is defined as resistance of a material to penetration of its surface, and the majority of commercial hardness testers force a small penetrator (indenter) into the metal by means of an applied load. A definite value is obtained as the hardness of the metal, and this number can be related to the tensile strength of the metal. In the Rockwell test, hardness is measured by the depth to which the penetrator moves under a fixed load. The elastic component of the deformation is subtracted from the total movement. In the Brinell and Vickers/Knoop scales, on the other hand, the hardness is measured by dividing the load by the area of an indentation formed by pressing the corresponding indenters into the metal. Therefore while the Rockwell number is read directly from a gage, which is part of the tester, the Brinell and Vickers/Knoop require optical measurements of the diameters or diagonals, respectively. While all indentation hardness tests may be thought to serve the same purpose, each one has definite advantages with some being more applicable to certain types of materials and size and shape parts than the others. -

Ferritic Nitrocarburizing Gears to Increase Wear Resisitance And
Ferritic Nitrocarburizing Gears tOI Increase Wear Resistance and Reduce Distortion Loren ,JI, Epler uaHtygear manufacturing depends on controlled toler- asa gaseous territic nitrocarl:mrizillg process and patented by ances and geometry. As a re ult, ferritic nillocarburizing Lucas Industries in 1961. Lucas demonstrated that they could ha become the heat treat process of choice for many produce surface layers identical to those produced in salt bath gear manufacturers. The primary reason for this are: processes using an endothermic, ammonia-based atmosphere. The process is performed at low temperatures, i.e. less than The process was classified as a "thermochemical susfece critical treatment" that involved !he diffusion of both nitrogenand car- 2. The quench methods increase fatigue strength by up to, L25% bon into the surface of a metal at a temperature below the au tell- without distorting. Ferritlc nitrocarboriziag is used in place ite transforrnation temperature. The process would yield .3 single of carburizing and hardening, carbonitriding, nltriding or in phase epsilon layer with an atomic weight of Fep3' The ingle conjunction wi.th conventional and induction hardening. phase layer makes !:heproduct much more wear resistant than gas 3. h establishes gradient base haronesses, i.e, eliminates egg- or ionnitriding, according to Dawc and Trantner 0). shell effect on TiN, TiAlN,. ere. etc. [II 1982, lronbeund HeatTreat developed Ni.tmwear® using In addition, the process can also be applied to hobs, broaches, similar atmo pheres in a fluidized bed medium. Subsequently. drills and other cutting tools. Jack Ross, owner and founder of lronbound,. patented and HisUJry, Fenitic nitrocarburizing was first established in licensed the process to Dynamic Metal Treating. -
Comparing and Contrasting Carbonitriding and Nitrocarburizing
This article was originally published in the July 2016 issue of Industrial Heating magazine and is republished here with permission The Heat Treat Doctor® COMPARING AND CONTRASTING CARBONITRIDING AND NITROCARBURIZING Daniel H. Herring THE HERRING GROUP Inc. 630-834-3017 [email protected] The terminology of heat treating is sometimes challenging. Heat treaters can be inconsistent at times, using one word when they really mean another. You have heard the terms carbonitriding and nitrocarburizing and know they are two different case-hardening processes, but what are the real differences between them? Let’s learn more. Part of our confusion stems from the fact that years ago carbonitriding was known by other names – “dry cyaniding,” “gas cyaniding,” “nicarbing” and (yes) “nitrocarburizing.” The Carbonitriding Process Carbonitriding is a modified carburizing process, not a form of nitriding. This modification consists of introducing ammonia into the carburizing atmosphere in order to add nitrogen into the carburized case as it is being produced (Fig. 1). Carbonitriding is typically done at a lower temperature than carburizing, from as low as 700-900°C (1300-1650°F), and for a shorter time than carburizing. Since nitrogen inhibits the diffusion of carbon, a combination of factors result in shallower case depths than is typical for carburized parts, typically between 0.075 mm (0.003 inch) and 0.75 mm (0.030 inch). It is important to note that a common contributor to non-uniform case depth during carbonitriding is to introduce ammo- nia additions before the load is stabilized at temperature (this is a common mistake in furnaces that begin gas additions upon setpoint recovery rather than introducing a time delay for the load to reach tempera- ture). -

Induction Hardening on Drive Axle Shaft and It's
www.ierjournal.org International Engineering Research Journal (IERJ) Special Issue Page 1197-1201, June 2016, ISSN 2395-1621 Induction Hardening on Drive axle shaft and it’s FEA #1Aniket A. Deshmukh, #2Prof. D.H. Burande 1 PG student, Automotive Engineering, Mechanical Engineering Department, Savitribai Phule Pune University, Pune, Maharashtra, India. 2Associate professor, Mechanical Engineering Department, Savitribai Phule Pune University, Pune, Maharashtra, India. Abstract: This work deals with increasing strength of steel drive axle shafts by placing an extra bush support. It includes the modeling of shaft in CATIA. Drive shaft made up of MS material will be analyzed first. Stress and deformation will be the output of analysis. The meshing and boundary condition application will be carried using Hypermesh; Structural analysis of shaft will be carried out using ANSYS. Re-designing the shaft placing a bush for additional support in the length of shaft, and applying induction hardening process at the place of bush support for increasing the strength and reducing the deflection of the shaft. The design optimization also improves the performance of drive shaft. Keywords: Finite Element Analysis, Drive axle shaft, Induction hardening, Bush support. 1. INTRODUCTION Power is transmitted from engine to differential through propeller shaft, Axle shaft is connected between Hardening process is used for parts that wears while differential and wheel. It takes torque from engine. In this operating. During hardening core of the part does not get paper, drive axle shaft of Bolero automobile is thought of affected. Hardening increases wear resistance of a for the study. This axle shaft is semi-floating kind. -

History of the Hardening of Steel : Science and Technology J
HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY J. Vanpaemel To cite this version: J. Vanpaemel. HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY. Journal de Physique Colloques, 1982, 43 (C4), pp.C4-847-C4-854. 10.1051/jphyscol:19824139. jpa- 00222126 HAL Id: jpa-00222126 https://hal.archives-ouvertes.fr/jpa-00222126 Submitted on 1 Jan 1982 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. JOURNAL DE PHYSIQUE Colloque C4, suppZ4ment au no 12, Tome 43, de'cembre 1982 page C4-847 HISTORY OF THE HARDENING OF STEEL : SCIENCE AND TECHNOLOGY 3. Vanpaemel Center for historical and socio-economical studies on science and technology Teer EZstZaan 41, 3030 Leuven, SeZgim (Accepted 3 November 1982) Abstract. - The knowledge of the hardening phenomenon was achieved through a very cumulative process without any dis- continuity or 'scientific crisis' . The history of the hardening shows a definite interrelationship between techno- logical approach (or the application-side) and academic science . The hardening of steel appears to have been an operation in common use among the early Greeks The Greek and Roman smiths knew, from experience, how to control the.