Proposed Automatic Spark Gap Adjustment System for a Tabletop Micro Edm
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

W Series Impulse Voltage Test System
W SERIES IMPULSE VOLTAGE TEST SYSTEM Impulse Voltage Test System is used to generate impulse APPLICATION voltages from 100 KV to 2400 KV simulating lightning strokes The basic system is used to test any high voltage and switching surges with energies up to 240 KJ. equipment like The KVTEK make impulse voltage test systems are modular in ØPower Transformers construction, flexible and cover testing applications according to IEC, ANSI/IEEE and other national standards. ØDistribution Transformers The basic system can be upgraded in various ways to allow ØCable (Type Tests) optimizing the impulse test system for tests on different high ØSurge Arresters (impulse current tests) voltage equipments. ØMotor / Generators The system operation is user friendly and incorporates all the ØInsulators necessary features of Impulse Voltage Test. ØBushings ØGIS ØInstrument Transformers ØResearch & Development and Universities FEATURES ØLow internal inductance ØEasy and quick reconfiguration to suit different testing needs ØUser friendly operation through computer and microprocessor controlled hardware. ØEquipped with resistors for performing lightening full, lightening chopped and switching impulse tests on wide range of loads. ØAutomatic grounding device and security grounding system (available as an option). ØAlarm annunciation to display all fault conditions. ØFiltered clear air constantly supplied through the sphere gaps while the system is running. ØReliable and fail safe triggering circuitry. KVTEK POWER SYSTEMS PRIVATE LIMITED STRUCTURE CHARACTERISTICS CHARGING RECTIFIER ØAll the coupling sphere gaps are mounted in an insulated D100-0.05 (100 kV, 50 mA) OR D100-0.15 DC (100 kV, 150 mA) tube and every level of sphere gaps is equipped with spark Charging Power Supply comprises of: observation panel. -
Installation Instructions to Ensure Proper Compres� Installing Units with Any of the Optional Accessories Sor and Blower Operation
INSTALLATION Litho U.S.A. 2003 INSTRUCTIONS LGC090S, LCC090S (7.5 Ton) WARNING LGA090H, LCA090H (7.5 Ton) Improper installation, adjustment, alteration, ser (8.5 Ton) vice or maintenance can cause property damage, LGA102H, LCA102H personal injury or loss of life. Installation and ser vice must be performed by a qualified installer, serĆ LGC102S, LCC102S (8.5 Ton) vice agency or the gas supplier LGA120H, LCA120H (10 Ton) Table Of Contents LGC120S, LCC120S (10 Ton) Dimensions. 1 LGC150S, LCC150S (12.5 Ton) Parts Arrangements. 2 L SERIES PACKAGED UNITS Shipping and Packing List. 3 504,785M General. 3 6/2003 Supersedes 504,563M Requirements. 3 Unit Support. 3 Electrical Connections. 7 Duct Connections. 4 Blower Operation and Adjustments. 9 Rigging Unit For Lifting. 4 Cooling Start−Up. 13 Condensate Drains. 4 Gas Heat Start−Up. 17 Gas Piping. 5 Heating Operation and Adjustments. 18 Pressure Test Gas Piping. 5 Electric Heat Start−Up. 19 High Altitude Derate. 6 Humiditrol® Start−Up and Operation. 20 Factory−Installed Options. 6 Service. 22 RETAIN THESE INSTRUCTIONS FOR FUTURE REFERENCE LCA SHOWN 06/03 504,785M *2P0603* *P504785M* LGA/LGC/LCA/LCC090, 102, 120, & 150 DIMENSIONS − LGA/LGC HEAT SECTION SHOWN *Reheat coils are factory−installed in Humiditrol units only. OPTIONAL OUTDOOR CONDENSER COIL AIR HOOD INTAKE AIR CONDENSER (Factory or COIL FAN (2) Field Installed) AA4 (102) 4 (102) BB 28 28 (711) (711) BOTTOM 51/2 20 61/4 20 SUPPLY AIR (140) (508) (159) (508) OPENING CONDENSER EVAPORATOR COIL COIL EE INTAKE BOTTOM AIR RETURN AIR CENTER BLOWER -
FINDER Relays 7P Series
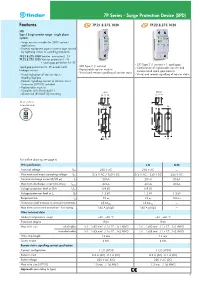
7P Series - Surge Protection Device (SPD) Features 7P.21.8.275.1020 7P.22.8.275.1020 SPD Type 2 Surge arrester range - single phase systems • Surge arrester suitable for 230V system/ applications • Protects equipment against overvoltage caused by lightning strikes or switching transients 7P.21.8.275.1020 Varistor protection L - N 7P.22.8.275.1020 Varistor protection L - N + spark-gap protection N - PE • SPD Type 2 (1 varistor + 1 spark-gap) • SPD Type 2 (1 varistor) Spark-gap protection N - PE avoids earth • Combination of replaceable varistor and • Replaceable varistor module leakage current encapsulated spark gap modules • Visual and remote signalling of varistor status • Visual indication of Varistor status - • Visual and remote signalling of varistor status Healthy/Replace • Remote signalling contact of Varistor status Connector (07P.01) included • Replaceable modules • Complies with EN 61643-11 07P.01 07P.01 • 35 mm rail (EN 60715) mounting 12 11 14 12 11 14 7P.21 / 7P.22 Screw terminal L / N () L PE (L / N) N For outline drawing see page 6 SPD specification L-N N-PE Nominal voltage UN 230 V AC 230 V AC — Maximum continuous operating voltage UC 275 V AC / 350 V DC 275 V AC / 350 V DC 255 V AC Nominal discharge current (8/20 μs) In 20 kA 20 kA 20 kA Maximum discharge current (8/20 μs) Imax 40 kA 40 kA 40 kA Voltage protection level at 5kA UP5 0.9 kV 0.9 kV — Voltage protection level at In UP 1.2 kV 1.2 kV 1.5 kV Response time tA 25 ns 25 ns 100 ns Short-circuit proof at maximum overcurrent protection 35 kArms 35 kArms — Maximum overcurrent -
The Basics of Surge Protection the Basics of Surge
The basics of surge protection From the generation of surge voltages right through to a comprehensive protection concept In dialog with customers and partners worldwide Phoenix Contact is a global market leader in the field of electrical engineering, electronics, and automation. Founded in 1923, the family-owned company now employs around 14,000 people worldwide. A sales network with over 50 sales subsidiaries and 30 additional global sales partners guarantees customer proximity directly on site, anywhere in the world. Our range of services consists of products associated with a wide variety of electrotechnical applications. This includes numerous connection technologies for device manufacturers and machine building, components for modern control cabinets, and tailor-made solutions for many applications and industries, such as the automotive industry, wind energy, solar energy, the process industry or applications in the field Iceland Finland Norway Sweden Estonia Latvia of water supply, power transmission and Denmark Lithuania Ireland Belarus Netherlands Poland United Kingdom Blomberg, Germany Russia Canada Belgium distribution, and the transportation Luxembourg Czech Republic France Austria Slovakia Ukraine Kazakhstan Switzerland Hungary Slovenia Croatia Romania South Korea USA Bosnia and Serbia Spain Italy Herzegovina infrastructure. Kosovo Bulgaria Georgia Japan Montenegro Portugal Azerbaijan Macedonia Turkey China Greece Tunisia Lebanon Iraq Morocco Cyprus Pakistan Taiwan Israel Kuwait Bangladesh Mexico Algeria Jordan Bahrain India -
Protection Characteristics of Spark Gaps
fz <?rz>7orz> /fur-- *9- Protection characteristics of spark gaps Marja-Leena Pykala Veikko Palva 27 deceived ' ccq 2315 S3 OSTl Report Helsinki University of Technology High Voltage Institute Espoo, Finland 1997 DISCLAIMER Portions of this document may be illegible electronic image products. Images are produced from the best available original document. Report TWH ; Helsinki University of Technology High Voltage Institute ^*gh Voltage Itvs^ Protection characteristics of spark gaps Marja-Leena Pykala Veikko Palva ISSN 1237-895X ISBN 951-22-3438-6 January 27, 1997 Espoo, Finland 2 (24 ) Preface The High Voltage Institute of Helsinki University of Technology (HUT) has operated as the National Standards Laboratory of High Voltage Measurements since October 1995. Research is largely concentrated on high voltage measurement and metrology. This project concentrated on practical issues: distribution transformers and protective spark gaps. The project was supervised by the following expert group: Jarmo Elovaara from IVO Power Engineering Oy, Juha Sotikov from Finnish Electricity Association and Esa Virtanen from ABB Transmit Oy as well as Martti Aro, Matti Karttunen and Veikko Palva from Helsinki University of Technology. Abstract Distribution transformers in rural networks have to cope with transient overvoltages, even with those caused by the direct lightning strokes on the lines. In Finland, the 24 kV network conditions, such as wooden pole lines, high soil resistivity and isolated neutral network, lead into fast transient overvoltages. The distribution transformers (< 200 kVA) have been protected and a major part is still protected using protective spark gaps. The protection characteristics of different spark gap types were studied widely using improved measuring techniques. -

Residual Resistance Simulation of an Air Spark Gap Switch
Residual resistance simulation of an air spark gap switch. V. V. Tikhomirov, S.E. Siahlo∗ February 27, 2015 Research Institute for Nuclear Problems, Belarusian State University, Bobruiskaya 11, 220030 Minsk, Belarus Abstract The numerical simulation of an air spark gap has been carried within two theoretical models. The kinetic one [1] allowed us to calculate time dependencies for the residual resistance (0.2 - 0.4 Ohm for our selection of a circuit parameters), the spark gap channel width, the electron number density, the mobility, the conductivity, the ionization degree, the magnetic field in the discharge channel, the channel inductance and the electron drift velocity. Simulating a real circuit and taking into account a spark gap residual resistance demonstrates good agreement of both models with the experimental data, while that without taking into account this resistance overestimates the maximal current in the circuit by approximately 5%. 1 Introduction The high-voltage spark gap switches are essential elements of the circuits containing magneto- cumulative generators, capacitive and inductive energy storages, electro-explosive circuit break- ers etc. Very frequently spark gaps affect sufficiently the operation of the circuits and one cannot satisfactorily describe main elements functioning in the absence of a quantitative model of the processes occurring in the spark gaps. This article is devoted to the comparison of two such models considering a real circuit, where the influence of a high-voltage spark gap results in a decrease of the maximal current for about 5%. We review in detail the model [1] based on the time dependent method for the electron number density simulation in the air spark gap channel using an anisotropic solution of the kinetic equation [2]. -

I-N + Silicon Structures
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Electrical & Computer Engineering, Department P. F. (Paul Frazer) Williams Publications of May 1993 Inhibition of surface-related electrical breakdown of long p+-i-n+ silicon structures F. E. Peterkin University of Nebraska - Lincoln P. F. Williams University of Nebraska - Lincoln, [email protected] B. J. Hankla University of Nebraska - Lincoln L. L. Buresh University of Nebraska - Lincoln S. A. Woodward University of Nebraska - Lincoln Follow this and additional works at: https://digitalcommons.unl.edu/elecengwilliams Part of the Electrical and Computer Engineering Commons Peterkin, F. E.; Williams, P. F.; Hankla, B. J.; Buresh, L. L.; and Woodward, S. A., "Inhibition of surface-related electrical breakdown of long p+-i-n+ silicon structures" (1993). P. F. (Paul Frazer) Williams Publications. 6. https://digitalcommons.unl.edu/elecengwilliams/6 This Article is brought to you for free and open access by the Electrical & Computer Engineering, Department of at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in P. F. (Paul Frazer) Williams Publications by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. inhibition of surface-related electricall breakdown of long p+-i-n+ silicon structures F. E. Peterkin, P. F. Williams, B. J. Hankla, L. L. Buresh, and S. A. Woodward Department of Electrical Engineering, University of Nebraska-Lincoln, Lincoln, Nebraska 68.588-05Il (Received 22 January 1992; acceptedfor publication 10 February 1993) Semiconductors such as silicon and GaAs appear attractive for use in high voltage devices becauseof their high bulk dielectric strength. Typically, however, such devicesfail at a voltage well below that expecteddue to a poorly understood,surface-related breakdown process.In this letter we present empirical results which show that such breakdown of long silicon pf-i-n+ devicescan be inhibited by the application of weak visible or near-infrared illumination. -

Two-Electrode Spark Gap Preamble
Two-Electrode Spark Gap Preamble INTRODUCTION PRINCIPLES OF OPERATION The range of two-electrode spark gaps offered by e2v A simple two-electrode spark gap is shown in Fig. 1. At low technologies comprises hermetically sealed gas-filled switches voltages the gap is an insulator. As the voltage increases, the available with DC breakdown voltages from 400 V to 50 kV. few free electrons (present in the gap as a result of cosmic Two-electrode spark gap applications include voltage surge radiation and other ionising effects) are accelerated to higher protection, lightning protection, single-shot pulse generators, velocities, until they are able to ionise atoms of the gas filling. high energy switches and turbine engine ignition circuits. This leads to an avalanche effect as the additional electrons produce further ionisation and as the current builds up, the PRINCIPAL FEATURES voltage falls (see Fig. 2). There is a range of current over which emission from the cathode takes the form of a glow discharge * No Standby Power Consumption and the voltage is almost constant. * Consistent Breakdown Voltage * High Current Capability GAS FILLING MAIN ELECTRODE GAP 4169B * Fast Switching * Rugged and Reliable over Temperature Range * Lightweight TWO-ELECTRODE SPARK GAP SELECTION When considering the choice of spark gap, the following factors should be taken into account: * Application * Peak Current and Waveform * Coulombs per Shot INSULATOR * Maximum Repetition Rate * Main Gap Voltage Fig. 1. Basic structure of a typical 2-electrode spark gap * Environmental Conditions A further increase in current produces cathode heating by ion The e2v technologies two-electrode spark gap preamble should bombardment, leading to the formation of emission sites and be read in conjunction with the relevant product data sheet to another voltage drop across the gap. -
PS/6772 It Should Be Noted Here That If, for Any Reason, This Feedback
14 ins-SI/Note MAE/68~5 5.10.1968 K66 KICKLJ PROJECT C. Carter Introduction This note describes the supplies and associated equipment used to power the FK66 Kicker Magnet. A pulse forming network consisting of two low loss 16 coaxial cables in parallel is charged from a H.V. power supply. At the desired maximum voltage the stored energy in the cables is switched into the magnet which is also matched by a triggered spark gap. As the magnet is a balanced four terminal network? both positive and negative supplies are needed, as are the associated pairs of cables and spark gaps. A change—over switch selects the direction of ‘kick'. A choice of 3 bunch or 6 bunch ejection required two pairs of charging cables (termed the ‘short' and 'long' cables), and thus four individual power supplies (Fig. 1). General description 2 The four similar power supplies are all housed in an oil filled tank. The control element in each is a ML8495 tube, which is held normally off by a rectifier A.C. voltage obtained from a power oscillator. A ramp function generator modulates this oscillator to turn the tube on, which charges the cables (Figs. 2 and 3). A voltage divider chain on the output is used for measurement and also as a reference point for comparison with the applied ramp function. PS/6772 It should be noted here that if, for any reason, this feedback 100p is broken9 control of the series tube ML8495 will be lost resulting in full output voltage on the cables. -

Electromechanically Triggered Spark Gap Switch
Europaisches Patentamt European Patent Office © Publication number 0 300 599 A1 Office europeen des brevets EUROPEAN PATENT APPLICATION © Application number: 88304521.3521.3 © Int. CI.4: H01T 2/02 @ Date of filing: 18.05.88 © Priority: 20.07.87 CA 542475 © Applicant: NORANDA INC. P.O. Box 45 Suite 4500 Commerce Court @ Date of publication of application: West 25.01.89 Bulletin 89/04 Toronto Ontario, M5L 1B6(CA) © Designated Contracting States: © Inventor: Kitzinger, Frank AT BE DE FR GB SE 1420 Crescent Street, 904 Montreal Quebec H3G 2B7(CA) © Representative: Thomas, Roger Tamlyn et al D. Young & Co. 10 Staple Inn London WC1V 7RD(GB) © Electromechanically triggered spark gap switch. © A spark gap switch is disclosed. The spark gap switch comprises an anode and a cathode having facing surfaces separated by a predetermined gap, a trigger electrode located in the vicinity of such gap, and a piezoelectric generator connected between the trigger electrode and the cathode for triggering the spark gap switch. O) If} a. LLI Xerox Copy Centre 1 EP 0 300 599 A1 2 ELECTROMECHANICALLY TRIGGERED SPARK GAP SWITCH This invention relates to an electromechanically The spark gap switch, in accordance with the triggered spark gap switch suitable for switching present invention, comprises an anode and a cath- high voltage, high current electric power. ode having facing surfaces separated by a pre- Spark gaps were the earliest switching means determined gap, a trigger electrode located in the for high voltage capacitor discharges. In its sim- 5 vicinity of such gap, and a piezoelectric generator plest form, a spark gap switch consists of two connected between the trigger electrode and the metal electrodes axially spaced apart. -

Design of a Resonant Soft Switching Power Supply for Stabilized Dc
DESIGN OF A RESONANT SOFT SWITCHING POWER SUPPLY FOR STABILIZED DC IMPULSE DELIVERY by Andrew H. Seltzman A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science (Electrical Engineering) at the UNIVERSITY OF WISCONSIN-MADISON 2012 APPROVED By Adviser Signature: ______________________________________ Adviser Title:_________________________________________ Date:__________________ i Abstract This thesis addresses the issues involved in the design and construction of a multi- phase resonant switching power supply for delivery of a high voltage, high current stabilized DC impulse. Such a power supply may be used in place a pulse forming network (PFN) to drive a high power klystron amplifier, which typically requires voltages near -100kV at 10s of amps of current. Unlike an LC PFN, a switchmode power supply (SMPS) allows greater control over pulse duration while still allowing generation of longer duration pulses on the order of 10ms with constant output voltage by use of feedback regulation. Specifically, the thesis documents the results from the design of a loosely coupled boost transformer with a parallel LC resonator on the secondary, a microcontroller based control system for feedback stabilization and techniques of harmonic mitigation to reduce switching noise on the output waveform. iii Acknowledgements I would like to thank Giri Venkataramanan, Paul Nonn, Bob Ganch, Jason Kauffold and Jay Anderson for assisting with this project. I would also like to thank the UW Madison Department of Physics, and Los Alamos National Lab (LANL) for providing support for this research. iv Table of Contents Abstract ............................................................................................. i Acknowledgements ......................................................................... iii Table of Contents ............................................................................ iv List of Figures ................................................................................ -

GSI Fan & Heater Service Manual
Fan And Heater 2000 EDITION Service Manual PNEG-377 Fan and Heater TABLE OF CONTENTS Roof Warning, Operation & Safety ................................................................................. 4 Safety Alert Decals ..................................................................................................... 5 2000 Vane Axial Fans ................................................................................................... 8 2000 Centrifugal Fan Service Guide ............................................................................. 17 2000 Gas Heater Service Guide ................................................................................... 24 All Gas Heater Specifications ............................................................................... 25 Series 2000 Heater .............................................................................................. 34 Deluxe Heater .................................................................................................... 52 Standard Heater ................................................................................................... 57 1996-1994 Gas Heaters .............................................................................................. 62 1993-1991 Gas Heaters .............................................................................................. 70 1990 Gas Heaters ....................................................................................................... 73 Pre 1990 Gas Heaters ..................................................................................................