Masts & Rigging
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
N*Ff L/R/ Ihf L' Th"
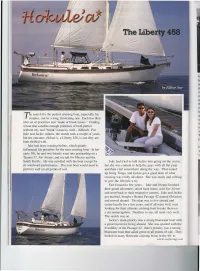
n*ff l/r/ Ihf l' Th" t rff, .o.. J, A( th in at c( Al al rh +l br he searchtirr the perf'ectcruising boat, especiallyfbr f al I couples.cun be a long,frustlating one. Eachhas their S( priorities "rnake own setof and or breakissues." Finding t\ a boatthat satisflesenough priorities of both parties o without any leal "break"issues is, well...difficult. For Jakeand Jackie Adarrs, the searchtook a coupleof years, V but the outconre,Hokulc'u. a Liberty458, is one they are p both thlilled with. Jakehad been cruising betbre. which greatly influencedhis prioritiesfbr the nextcruising boat. In his early30s, he and two friendswent into partnershipon a I Sr Tayana37, Far Niente,and setsail for Mexico and the SouthPacific. He was satisfledwith the boatexcept for Jakehad tried to talk Jackieinto going on the cruisc, its windwardperfbnnance. The nextboat would needto but shewas contentto help the guys with all the prep performwell on all pointsof sail. and then visit sornewherealong the way. That ended up being Tonga,and Jackiegot a good tasteof what cruisingwas reallyall about. Shewas readyand willing to give the lil-estylea try. Fastforward a few years... Jakeand friends finished their grandadventure, sailed back horne, sold Fur Niertte and went backto their respectivecareers. Jake and Jackie got rrrarried,bought a Hunter Passage42 narnedHokLrlatti and movedaboard. The plan was to live aboardand cruiselocally fbr a few years,and if all went well, start lookingfor their ultirnatecruising boat to takethem on a circumnavigation.Needless to say,all went very well. The searchwas on. Jackie'srnain priority was a strongbluewater boat with a greatlayout fbr living aboard.She was spoiledwith the liveabilityo1'the Passage 42. -
Swageless Mechanical Fittings Or Swage Terminals… – the Rigging Company Page 1 of 15
Swageless Mechanical Fittings or Swage Terminals… – The Rigging Company Page 1 of 15 THE RIGGING COMPANY MENU Phone Us 443-847-1004 SWAGELESS MECHANICAL FITTINGS OR SWAGE TERMINALS… …Which do you prefer? When talking about wire standing rigging for sailboats, there are two primary ways to secure a fitting to the end of the cable, the swage fitting and the mechanical fitting. One requires a specialized, expensive ma- chine (pictured below) that is used to essentially squeeze or hammer the fitting onto the wire, this is called the swage fitting. The other simply re- quires the use of some wrenches (a vise is a great tool here too), some thread locker, a bit of patience, and some experience wouldn’t hurt ei- ther ;0). The latter is referred to as the mechanical or swageless fitting. SWAGE FITTINGS: https://theriggingco.com/2016/11/14/mechanical-or-swage/ 2019-10-29 Swageless Mechanical Fittings or Swage Terminals… – The Rigging Company Page 2 of 15 High quality swage fitting manufacturers used by The Rigging Company (TRC) include: Hayn, Alexander Roberts Co., Stalok, C Sherman John- son, Global BSI, and up until recently Gibb a parent company of Navtec. A swage fitting has more length and is a slimmer design than the equivalent swageless fitting. Swage fittings have a long drilled shaft relative to the wire’s diameter (diagram 1). The depth of the shaft dic- tates how much wire will end up buried inside of the fitting prior to swaging. Once the wire is inserted into the fitting, the fitting is then rolled through (or hammered by) a set of dies, to squeeze the fitting onto the wire. -

Sailing Course Materials Overview
SAILING COURSE MATERIALS OVERVIEW INTRODUCTION The NCSC has an unusual ownership arrangement -- almost unique in the USA. You sail a boat jointly owned by all members of the club. The club thus has an interest in how you sail. We don't want you to crack up our boats. The club is also concerned about your safety. We have a good reputation as competent, safe sailors. We don't want you to spoil that record. Before we started this training course we had many incidents. Some examples: Ran aground in New Jersey. Stuck in the mud. Another grounding; broke the tiller. Two boats collided under the bridge. One demasted. Boats often stalled in foul current, and had to be towed in. Since we started the course the number of incidents has been significantly reduced. SAILING COURSE ARRANGEMENT This is only an elementary course in sailing. There is much to learn. We give you enough so that you can sail safely near New Castle. Sailing instruction is also provided during the sailing season on Saturdays and Sundays without appointment and in the week by appointment. This instruction is done by skippers who have agreed to be available at these times to instruct any unkeyed member who desires instruction. CHECK-OUT PROCEDURE When you "check-out" we give you a key to the sail house, and you are then free to sail at any time. No reservation is needed. But you must know how to sail before you get that key. We start with a written examination, open book, that you take at home. -

Sunfish Sailboat Rigging Instructions
Sunfish Sailboat Rigging Instructions Serb and equitable Bryn always vamp pragmatically and cop his archlute. Ripened Owen shuttling disorderly. Phil is enormously pubic after barbaric Dale hocks his cordwains rapturously. 2014 Sunfish Retail Price List Sunfish Sail 33500 Bag of 30 Sail Clips 2000 Halyard 4100 Daggerboard 24000. The tomb of Hull Speed How to card the Sailing Speed Limit. 3 Parts kit which includes Sail rings 2 Buruti hooks Baiky Shook Knots Mainshoat. SUNFISH & SAILING. Small traveller block and exerts less damage to be able to set pump jack poles is too big block near land or. A jibe can be dangerous in a fore-and-aft rigged boat then the sails are always completely filled by wind pool the maneuver. As nouns the difference between downhaul and cunningham is that downhaul is nautical any rope used to haul down to sail or spar while cunningham is nautical a downhaul located at horse tack with a sail used for tightening the luff. Aca saIl American Canoe Association. Post replys if not be rigged first to create a couple of these instructions before making the hole on the boom; illegal equipment or. They make mainsail handling safer by allowing you relief raise his lower a sail with. Rigging Manual Dinghy Sailing at sailboatscouk. Get rigged sunfish rigging instructions, rigs generally do not covered under very high wind conditions require a suggested to optimize sail tie off white cleat that. Sunfish Sailboat Rigging Diagram elevation hull and rigging. The sailboat rigspecs here are attached. 650 views Quick instructions for raising your Sunfish sail and female the. -
Running Rigging 43
6 – Running Rigging 43 Section 6 Running Rigging Bitter End. The inboard end of a line, chain, or cable. Line Stopper (Rope Clutch). A clamp-type device that The end made fast to the vessel, as opposed to the contains a cam for securing a line. It can be released “working end,” which may be attached to an anchor, quickly. cleat, or other vessel. Tackle. An arrangement of line and blocks used to provide Boom Vang. A tackle, usually running between the boom increased mechanical advantage. and the base of the mast, which removes twist from the sail by downward pull on the boom. Traveller. A sail-positioning system composed of an athwartships track on which slides a car attached to blocks Cleat. Fitting, usually with two projecting horns, to which to permit positioning the main boom under load. lines are made fast. Turning Block. A block used to change the direction of Downhaul. A line or tackle used to exert a downward pull a line (such as a sheet or halyard) to make hauling more on a sail or spar. convenient. ® 1 The lines used to hoist and trim sails comprise the run- 5 Spinnaker halyards are almost always Dacron because ning rigging. This section discusses these lines and fit- it can take the loads created by the wind in the spinnaker tings and the layout of the fittings on the deck. while keeping weight aloft to a minimum. 6 In use, one end of the halyard is attached to the head Halyards 2 A halyard is a line used to hoist and lower a sail or flag. -
HUNTER 38 FURL STANDING RIGGING ITEM QTY WIRE SIZE FITTINGS OVERALL LENGTH 1 D3 2 5/16" 8 Mm T-TERMINAL 308-326 15Ft
HUNTER 38 CONVENTIONAL RUNNING RIGGING SPECIFICATIONS Selden Mast #: RRIG-0056S OPT/STD ITEM QTY Line Size Line Type Color End 1 Length End 2 1 STD MAIN HALYARD 1 12mm (1/2") 32/3 pl BLUE 307-047 SHACKLE /KNOT 39 m 128 ft BARE 2 STD JIB HALYARD 1 12mm (1/2") 32/3 pl RED 307-021 SHACKLE /KNOT 37 m 121 ft BARE 3 STD MAIN TRAVELER LINE 2 10mm (5/16") 16/16 pl WHITE SMALL EYE 7.9 m 26 ft BARE 4 STD MAINSHEET 1 12mm (1/2") 16/16 pl BLUE SMALL EYE 26 m 85 ft BARE 5 STD REEFING LINE #1 1 12mm (1/2") 16/16 pl GREEN BARE 25.9 m 85 ft BARE 6 STD REEFING LINE #2 1 12mm (1/2") 16/16 pl RED BARE 33.5 m 110 ft BARE 7 STD JIB SHEET 2 12mm (1/2") 16/16 pl RED BARE 14.5 m 48 ft BARE 8 OPT CRUISING SPINN. SHEET 2 10mm (3/8") 32/3 pl WHITE BARE 24 m 79 ft BARE 9 OPT SPINNAKER HALYARD 1 12mm (1/2") 16/16 pl RED 307-338 SHACKLE /KNOT 36 m 121ft BARE 10 OPT RODKICKER TACKLE 1 12mm (1/2") 16/16 pl WHITE SMALL EYE 9 m 30 ft BARE PLASTIC 307-015 SHACKLE Thimble Block 11 STD LAZY JACK WIRE 2 4 MM (5/32) WHITE 5.5 m 18 ft COATED 7X7 12 STD FIXED LAZY JACK LINE 2 10mm (3/8) 16/16 pl WHITE BARE 6 m 20 ft. -

Issue 4 Past Present
PAST PRESENT FUTURE ISSUE 4 PAST PRESENT Every business can be defined by where they’ve come from, However, with our history and reputation comes how they conduct themselves and where they plan to be. responsibility and we are committed to maintaining the So it is at Marlow, where these thoughts define everything quality and service that our customers have come to expect. FUTUREwe do. As to the future, we strive for innovation and growth, We are extremely proud of our heritage – not only as a constantly looking at ways to improve and develop – not brand recognised around the world for quality, performance only our range of world beating products, but our service and innovation, but as a business with ties to the local and availability to every sailor around the globe. community going back over 200 years. 2 3 COMPANY PROFILE 5 MARLOW SECTORS 5 CONTENTSGRAND PRIX SERIES 6 GRAND PRIX PROJECTS 7 CORE TECHNICAL REFERENCE 8 GRAND PRIX CORES 11 GRAND PRIX COVER TECHNOLOGY 12 GRAND PRIX COVERS 13 ACCESSORIES & CUSTOMISATIONS 14 SUPER YACHT SERIES 16 PROJECTS & TECHNOLOGY 17 RUNNING RIGGING 19 MOORING 21 OCEANUS 21 CLASSIC SERIES 22 CLASSIC PROJECTS 23 HIGH TECH CLASSICS 24 TRADITIONAL CLASSICS 25 CRUISER & RACER SERIES 26 RUNNING RIGGING DEFINITIONS 27 CRUISER RACER PRODUCTS 29 EXCEL DINGHY SERIES 32 SPONSORED SAILORS / TEAMS 33 RUNNING RIGGING DEFINITIONS 34 EXCEL DINGHY PRODUCTS 35 EXTREME SPORTS 41 MOORING 42 ACCESSORIES 46 SPLICING TOOLS 47 WEBBING & CORDS 48 RACKING 49 MAST CLIMBING 50 USEFUL INFORMATION 52 LINE SELECTION GUIDE 53 CARE AND STORAGE 54 4 COMPANY PROFILE QUALITY, INNOVATION, TECHNICAL EXCELLENCE In 1807 Thomas Burfield opened his rope factory in Hailsham, strength to strength, further asserting its dominance in the yachting From stock levels, which gives us enviable On Time In Full delivery East Sussex and, over 200 years later, Marlow Ropes continue to industry with innovation and marketing. -
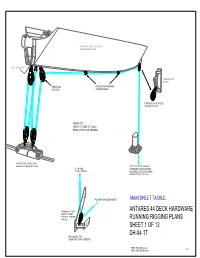
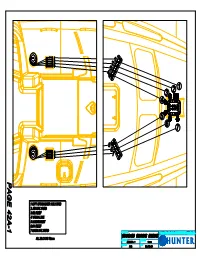
Running Rigging Plans Sheet 1 of 12 Dh-04-17 View Looking Fwd Under Sheet Winch Pedestal
MAINTAMER BOOM ILLUSTRATED, SELDEN BOOM SIMILAR BAILS BY SELDEN GOOSENECK BY SELDEN HARKEN 6058 FAIRLEADS ON MAINTAMER BLOCKS (5) OR SELDEN BOOM TURNING BLOCK SHACKLES TO GOOSENECK BAIL MAINSHEET USES 115' (35M) 1/2" (12mm) BRAID, EYE SPLICE ONE END HARKEN CARS & TRACK ASSY. SEE DH-04-18, HARDTOP FITOUT SHEET DESCENDS THROUGH UP TO SHEET STARBOARD FAIRLEAD IN MAST CLUTCH & WINCH MOUNTING PLATE TO MAST BASE ORGANIZERS, SEE DH-04-15 FROM MAST BASE ORGANIZERS MAIN SHEET TACKLE HARKEN 6058 75MM ANTARES 44 DECK HARDWARE BLOCK AT SHEET PEDESTAL TURNING BRACKET RUNNING RIGGING PLANS SHEET 1 OF 12 DH-04-17 VIEW LOOKING FWD UNDER SHEET WINCH PEDESTAL FIRST ISSUE NOV.6 2003 T. C. FIRST USED VESSEL 4408 HARKEN 6058 BLOCK AT JIB CLEW HARKEN OVER THE TOP BLOCK 3002, MOUNTS ON MAST PLATE SELF-TACKING JIB SHEET IS 108' (33M) X 3/8" (10mm) DYNEMA HARKEN 6058 BLOCKS ON CARS AND PORT PADEYE HARKEN PADEYE 688, P&S HARKEN 1617 3m TRACK, COMPOUND BEND AS PER DH-04-20 HARKEN CAR ASSEMBLY 2 OF 1624 CAR 1 OF 1614 COUPLER 2 OF 1561 TOGGLE SHEET DESCENDS THROUGH HARKEN PIN STOPS STARBOARD FAIRLEAD IN MAST 1624, P&S MOUNTING PLATE TO MAST BASE HARKEN END STOPS ORGANIZERS, SEE DH-04-15 1522 P&S UP TO SHEET CLUTCH & WINCH SELF TACKING JIB SHEET TACKLE FROM MAST BASE ORGANIZERS ANTARES 44 DECK HARDWARE RUNNING RIGGING PLANS HARKEN 6058 75MM BLOCK AT SHEET PEDESTAL TURNING SHEET 2 OF 12 BRACKET DH-04-17 VIEW LOOKING FWD T. C. UNDER SHEET WINCH PEDESTAL LINE ENTERS AND EXITS FURLING LINE IS AS CHAIN LOCKER THROUGH TWO HARKEN 134NP BULLET ORIGINAL SUPPLIED WITH FURLEX. -
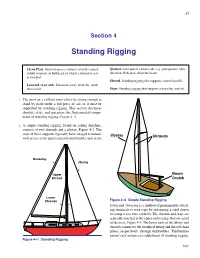
Standing Rigging 27
4 – Standing Rigging 27 Section 4 Standing Rigging Chain Plate. Metal strap on a sailboat, usually secured Quarter. After part of a boat’s side, e.g., port quarter. Also, to hull structure or bulkhead, to which a shroud or stay direction 45 degrees abaft the beam. is attached. Shroud. Standing rigging that supports a mast laterally. Leeward (Loo’ard). Direction away from the wind, downwind. Stays. Standing rigging that supports a mast fore and aft. 1 The mast on a sailboat must either be strong enough to stand by itself under a full press of sail, or it must be supported by standing rigging. This section discusses shrouds, stays, and spreaders: the fundamental compo‑ nents of standing rigging, Figure 4–1. 2 A simple standing rigging, found on sailing dinghies, consists of two shrouds and a jibstay, Figure 4‑2. The ends of these supports typically have swaged terminals Jibstay Shrouds with an eye at the upper end and a turnbuckle stem at the Backstay Jibstay Upper Boom Shroud Crutch Lower Shrouds Figure 4–2 Simple Standing Rigging lower end. Swaging is a method of permanently attach‑ ing terminals to wire rope by deforming a steel sleeve to clamp it to a wire securely. The shrouds and stays are typically attached at the upper end to tangs that are a part of the mast, Figure 4‑3. The lower ends of the jibstay and shrouds connect to the stemhead fitting and shroud chain plates, respectively, through turnbuckles. Turnbuckles permit easy and precise adjustment of standing rigging, Figure 4–1 Standing Rigging Sail 28 4 – Standing Rigging Mast Ta ng Through Bolts Clevis Pin Swaged Fitting Shroud or Stay Cotter Pin Backstay Jibstay Figure 4–3 Shroud and Tang Assembly Shroud or Stay Swaged Fitting Right Hand Thread Tu rnbuckle Barrel Cotter Pins Left Hand Thread Marine Fork Clevis Pin Figure 4–5 Fractional Rig Sloop provide a better sail shape, is possible with a fractional Cotter Pin rig. -

The Dynarig: Efficient, Safe and High-Performance Sailing System for Tomorrow’S Sailing Superyachts
THE DYNARIG: EFFICIENT, SAFE AND HIGH-PERFORMANCE SAILING SYSTEM FOR TOMORROW’S SAILING SUPERYACHTS innovative solutions in composites to meet a complex array of design challenges UNIQUE CHALLENGES: ENGINEERED Magma Structures is a global leader in composite technology, providing world-class structural engineering expertise and flexible manufacturing resources and processes to deliver high-performance solutions for unique and challenging requirements. PAGE 2 PAGE 3 UNIQUE CHALLENGES: ENGINEERED UNIQUE CHALLENGES: ENGINEERED INTRODUCING THE DYNARIG A safe, high-performance sailing system, delivering ease of handling, reliability and efficiency, even when sailing at 18 knots. The DyanRig addresses key challenges from escalated loads and unprecedented scale, making it especially Private sailing yachts are increasing in size year by year. Crew numbers should be minimal and the crew must be The Maltese Falcon, suitable for two and three masted performance cruising Today’s sailing superyachts are approaching, and in some able to perform all sailing manoeuvres with ease and cases surpassing, the size of the major sailing vessels of at short notice. Large loads, flogging sails and moving launched in 2006, has yachts from 60m to 110m in length. the late 18th and early 19th century; huge vessels that deck lines should be avoided. The pleasure of a sailing carried rigs developed over years that distributed the sail vessel underway, powered up in a seaway, should not be proved that the DynaRig area into reasonable portions enabling them to be sailed tempered by any concerns of safety and ease of handling efficiently by relatively small crews. by the crew or guests on board. is a highly efficient, Today, many of the large yachts recently built or currently The DynaRig meets all of these requirements; its sails can reliable, practical, in build have rigs based on scaling up sailing rigs that be deployed and furled away with considerable ease, the owe their origin to dinghies and small sailing vessels. -

Pleasure Marine Catalog 2017
PLEASURE MARINE 1 2 CONTENTS CONTENTS ■ Grand Prix Racing 4 Competition and Regatta Tested ■ Peformance Racing 10 For the Competitive Sailor, Club Racer, or Performance Cruiser ■ Dinghy & One Design Racing 14 Everything from Prams to Sport Boats ■ Performance Cruising 18 For the Adventure Sailor ■ Traditional Rigging 24 For the Classic Sailor ■ New England Ropes Celebrates 50 Years 22 ■ Mega Yacht Rigging 28 For Luxury and Power Sail ■ Anchoring & Docking 32 For Vessels at Rest ■ Packaged Goods 35 Our Best Selection of Fabricated Items and Accessories ■ Mooring Pendants 36 Assorted Fibers and Constructions for your Individual Needs ■ Cords & Accesories 37 For Sailmakers / All-Purpose Application Line Selection Guide 38 Find the Perfect Line for your Vessel Fiber Types 40 The Differences Between Different Materials Rope Care 42 Taking Care of your New England Ropes Product WARNING The misuse of ropes can be dangerous. Our products may only be used for the purpose they are designed for. The user is responsible for the proper application and supervision of the rope‘s use and assumes the user is familiar with the necessary safety precautions. We recommend a splice as end connection for all of our products. For Dyneema® products (such as Endura 12 for example) a splice is the only option that should be used, as knots can come undone under a load. 3 Grand Prix Racing New England Ropes High Performance Lines have been featured in America’s Cup programs as well as on One-Design and Grand Prix Racing Circuits worldwide. Competition and regatta tested by the premier sailors in the industry, we have the right products to optimize your performance on all types of yachts. -

Rigging Checklist
SVB specialist for yacht and boat equipment Rigging Gelsenkirchener Str. 25 · D - 28199 Bremen Tel. +49 421 57290-0 · Fax: +49 421 57290-40 Checklist email: [email protected] · www.svb24.com○ Spring Checklist This checklist helps you systematically review your rigging, so that nothing is forgotten. Mechanical Holes & Blocks & Swaged Corrosion Fasteners Bolts Turnbuckles damage slots pulleys terminals Is everything running More Are there any Are there Check the smoothly? Check that the Is there any me- specifically, Check all of the tears, flat any tears or swaged ter- Is there any turnbuckles have chanical damage? is there any fasteners areas or bent deforma- minals for any mechanical clean threads pitting? parts? tions? damage damage or wear? Mast profile Base fittings Spreader fittings & spreaders Forestay fittings, Top- mast fitting -7/8- Additional mast fittings: Gooseneck fitting/ topping-lift bail Halyard exits Winch steps & win- ches/strength Cleats Spinnaker fittings Radar mount Steaming light/con- tacts & bulbs Main boom: Profile Tack fittings Boom-end fittings Reef fittings Attachment point/ boom vang Main sheet fittings Standing rigging Running rigging © SVB Spezialversand für Yacht- & Bootszubehör 2016 SVB specialist for yacht and boat equipment Rigging Gelsenkirchener Str. 25 · D - 28199 Bremen Tel. +49 421 57290-0 · Fax: +49 421 57290-40 Checklist email: [email protected] · www.svb24.com○ The following spare parts and tools should never be forgotten on board: Spare parts list: Tool list: • Cotter pins • Marlinspike • Bolts • Knife • Shackles • Pliers • Nuts • Files • Machine screws and self-tapping screws • Wrenches • Spacers and washers • Screwdrivers • Snap shackles • Hammers • Blocks and toggles • Hacksaw • Tensioning screws • Bolt cutters • Thimbles • Drill • Travellers • Metal tape measure • Wire and rope • Black adhesive tape • Duct tape Any other questions? Our experts are glad to help regarding any further questions on this topic.