High Modulus Films of Polytetrafluoroethylene Prepared by Two-Stage Drawing of Reactor Powder
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Properties of Polypropylene Yarns with a Polytetrafluoroethylene
coatings Article Properties of Polypropylene Yarns with a Polytetrafluoroethylene Coating Containing Stabilized Magnetite Particles Natalia Prorokova 1,2,* and Svetlana Vavilova 1 1 G.A. Krestov Institute of Solution Chemistry of the Russian Academy of Sciences, Akademicheskaya St. 1, 153045 Ivanovo, Russia; [email protected] 2 Department of Natural Sciences and Technosphere Safety, Ivanovo State Polytechnic University, Sheremetevsky Ave. 21, 153000 Ivanovo, Russia * Correspondence: [email protected] Abstract: This paper describes an original method for forming a stable coating on a polypropylene yarn. The use of this method provides this yarn with barrier antimicrobial properties, reducing its electrical resistance, increasing its strength, and achieving extremely high chemical resistance, similar to that of fluoropolymer yarns. The method is applied at the melt-spinning stage of polypropylene yarns. It is based on forming an ultrathin, continuous, and uniform coating on the surface of each of the yarn filaments. The coating is formed from polytetrafluoroethylene doped with magnetite nanoparticles stabilized with sodium stearate. The paper presents the results of a study of the effects of such an ultrathin polytetrafluoroethylene coating containing stabilized magnetite particles on the mechanical and electrophysical characteristics of the polypropylene yarn and its barrier antimicrobial properties. It also evaluates the chemical resistance of the polypropylene yarn with a coating based on polytetrafluoroethylene doped with magnetite nanoparticles. Citation: Prorokova, N.; Vavilova, S. Properties of Polypropylene Yarns Keywords: coatings; polypropylene yarn; polytetrafluoroethylene; magnetite nanoparticles; barrier with a Polytetrafluoroethylene antimicrobial properties; surface electrical resistance; chemical resistance; tensile strength Coating Containing Stabilized Magnetite Particles. Coatings 2021, 11, 830. https://doi.org/10.3390/ coatings11070830 1. -

Trade Names and Manufacturers
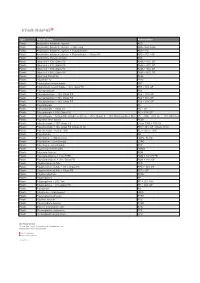
Appendix I Trade names and manufacturers In this appendix, some trade names of various polymeric materials are listed. The list is intended to cover the better known names but it is by no means exhaustive. It should be noted that the names given may or may not be registered. Trade name Polymer Manufacturer Abson ABS polymers B.F. Goodrich Chemical Co. Acrilan Polyacrylonitrile Chemstrand Corp. Acrylite Poly(methyl methacrylate) American Cyanamid Co. Adiprene Polyurethanes E.I. du Pont de Nemours & Co. Afcoryl ABS polymers Pechiney-Saint-Gobain Alathon Polyethylene E.I. du Pont de Nemours & Co. Alkathene Polyethylene Imperial Chemical Industries Ltd. Alloprene Chlorinated natural rubber Imperial Chemical Industries Ltd. Ameripol cis-1 ,4-Polyisoprene B.F. Goodrich Chemical Co. Araldite Epoxy resins Ciba (A.R.L.) Ltd. Arnel Cellulose triacetate Celanese Corp. Arnite Poly(ethylene terephthalate) Algemene Kunstzijde Unie N.Y. Baypren Polychloroprene Farbenfabriken Bayer AG Beetle Urea-formaldehyde resins British Industrial Plastics Ltd. Ben vic Poly(vinyl chloride) Solvay & Cie S.A. Bexphane Polypropylene Bakelite Xylonite Ltd. Butacite Poly( vinyl butyral) E.I. du Pont de Nemours & Co. Butakon Butadiene copolymers Imperial Chemical Industries Ltd. Butaprene Styrene-butadiene copolymers Firestone Tire and Rubber Co. Butvar Poly(vinyl butyral) Shawinigan Resins Corp. Cap ran Nylon 6 Allied Chemical Corp. Carbowax Poly(ethylene oxide) Union Carbide Corp. Cariflex I cis-1 ,4-Polyisoprene Shell Chemical Co. Ltd. Carina Poly(vinyl chloride) Shell Chemical Co. Ltd. TRADE NAMES AND MANUFACTURERS 457 Trade name Polymer Manufacturer Carin ex Polystyrene Shell Chemical Co. Ltd. Celcon Formaldehyde copolymer Celanese Plastics Co. Cellosize Hydroxyethylcellulose Union Carbide Corp. -

United States Patent (19) 11 Patent Number: 4,481,333 Fleischer Et Al
United States Patent (19) 11 Patent Number: 4,481,333 Fleischer et al. 45 Date of Patent: Nov. 6, 1984 54 THERMOPLASTIC COMPOSITIONS 58 Field of Search ................................ 525/192, 199 COMPRISING WINYL CHLORIDE POLYMER, CLPE AND FLUOROPOLYMER 56) References Cited U.S. PATENT DOCUMENTS 75) Inventors: Dietrich Fleischer, Darmstadt; Eckhard Weber, Liederbach; 3,005,795 10/1961 Busse et al. ......................... 525/199 3,294,871 2/1966 Schmitt et al. ...... 52.5/154 X Johannes Brandrup, Wiesbaden, all 3,299,182 1/1967 Jennings et al. ... ... 525/192 of Fed. Rep. of Germany 3,334,157 8/1967 Larsen ..................... ... 525/99 73 Assignee: Hoechst Aktiengesellschaft, Fed. 3,940,456 2/1976 Fey et al. ............................ 525/192 Rep. of Germany Primary Examiner-Carman J. Seccuro (21) Appl. No.: 566,207 Attorney, Agent, or Firm-Connolly & Hutz 22 Filed: Dec. 28, 1983 57 ABSTRACT 30 Foreign Application Priority Data The invention relates to a thermoplastic composition which comprises vinyl chloride polymers and chlori Dec. 31, 1982 (DE Fed. Rep. of Germany ....... 3248.731 nated polyethylene and which contains finely divided 51) Int. Cl. ...................... C08L 23/28; C08L 27/06; fluoropolymers and has a markedly improved process C08L 27/18 ability, particularly when shaped by extrusion. 52 U.S. C. .................................... 525/192; 525/199; 525/239 7 Claims, No Drawings 4,481,333 2 iaries and do not provide a solution to the present prob THERMOPLASTC COMPOSITIONS lem. COMPRISINGVINYL CHLORIDE POLYMER, -

Study of Linear Low Density Polyethylene/Polytetrafluoroethylene-G-1,3-Butadiene Processability
Study of linear low density polyethylene/polytetrafluoroethylene-g-1,3-butadiene processability H. F. R. Ferreto; L. F. C. P. Lima; D. F. Parra; A. B. Lugão Instituto de Pesquisas Energéticas e Nucleares - IPEN Av. Lineu Prestes, 2242, 05508-900 Butantã, São Paulo, SP. E-mail: [email protected] Abstract The extrusion of linear low density polyethylene (LLDPE) is limited by a process related defect known as ‘melt fracture’ or ‘sharkskin’, which is a surface defect of the extruded polymer. This defect results in a product with a rough surface that lacks luster and in alterations of specific surface properties. The aim of this study was to obtain a recycled polytetrafluoroethylene polymer with an olefin that could improve the extrudability of the LLDPE. The copolymer was obtained by irradiating recycled PTFE in an inert atmosphere followed by the addition of an olefinic monomer to graft the latter in the polymeric matrix (PTFE). The olefinic monomer used was 1,3-butadiene. The specimens were studied using Fourier transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA) and differential thermogravimetry (DTG). Therefore, in an effort to enhance the processability and so the drawability, it has been found helpful to add a small amount of copolymer. 0.2-2.0 wt% of the copolymer that was obtained was mixed with LLDPE. The rheological properties of the mixture were determined with, a torque Haake rheometer, a rotational Physica rheometer. The results indicated that the process used rendered a copolymer which when added to LLDPE, improved the extrusion process and eliminated the defect ‘melt fracture’. Keywords: gamma radiation, PTFE, LLDPE, grafting 1 Introduction The radiation-induced grafting for modification of properties from commercial polymer is a largely studied technique. -

Microstructure and Properties of Polytetrafluoroethylene Composites
coatings Article Microstructure and Properties of Polytetrafluoroethylene Composites Modified by Carbon Materials and Aramid Fibers Fubao Zhang *, Jiaqiao Zhang , Yu Zhu, Xingxing Wang and Yuyang Jin School of Mechanical Engineering, Nantong University, Nantong 226019, China; [email protected] (J.Z.); [email protected] (Y.Z.); [email protected] (X.W.); [email protected] (Y.J.) * Correspondence: [email protected]; Tel.: +86-13646288919 Received: 12 October 2020; Accepted: 16 November 2020; Published: 18 November 2020 Abstract: Polytetrafluoroethylene (PTFE) is polymerized by tetrafluoroethylene, which has high corrosion resistance, self-lubrication and high temperature resistance. However, due to the large expansion coefficient, high temperature will gradually weaken the intermolecular bonding force of PTFE, which will lead to the enhancement of permeation absorption and the limitation of the application range of fluoroplastics. In order to improve the performance of PTFE, the modified polytetrafluoroethylene, filled by carbon materials and aramid fiber with different scales, is prepared through the compression and sintering. Moreover, the mechanical properties and wear resistance of the prepared composite materials are tested. In addition, the influence of different types of filler materials and contents on the properties of PTFE is studied. According to the experiment results, the addition of carbon fibers with different scales reduces the tensile and impact properties of the composite materials, but the elastic modulus and wear resistance are significantly improved. Among them, the wear rate of 7 µm carbon fiber modified PTFE has decreased by 70%, and the elastic modulus has increased by 70%. The addition of aramid fiber filler significantly reduces the tensile and impact properties of the composite, but its elastic modulus and wear resistance are significantly improved. -

Information on Plastics
Plastics By K. P. Shah Email: kpshah123[at]gmail.com (Please replace [at] with @) Committed to improve the Quality of Life The information contained in this article represents a significant collection of technical information on plastics. This information will help to achieve increased reliability at a decreased cost. Assemblage of this information will provide a single point of reference that might otherwise be time consuming to obtain. Most of information given in this article is mainly derived from the literature on the subject indicated in the reference given at the end of this article. For more information, please refer it. All information contained in this article has been assembled with great care. However, the information is given for guidance purposes only. The ultimate responsibility for its use and any subsequent liability rests with the end user. Please see the disclaimer uploaded on http://www.practicalmaintenance.net. (Edition: April 2013) 1 Plastics www.practicalmaintenance.net Plastics Plastics are used in many products and components like compression packings, gaskets, seals, bearings, liners, etc. Instead of giving detail information about them in articles about these products, useful information about them is given in this article. Information about plastics and commonly used plastics like HDPE, UHMWPE, PTFE and nylon is given in this article. What is Plastic? Plastic is the general common term for a wide range of synthetic or semi-synthetic materials used in a huge, and growing, range of applications. All plastics were soft and moldable during their production - that's why they're called plastics. The Greek word plasticós means "to mold." Plastics are organic, the same as wood, paper or wool. -

Microwave Dielectric Properties of Glass-Reinforced Polymers
http://www.e-polymers.org e-Polymers 2005, no. 004. ISSN 1618-7229 Short communication: Microwave dielectric properties of glass-reinforced polymers Luís Cadillon Costa 1 *, Susana Devesa 1, Paulo André 1,2 1 Physics Department, University of Aveiro, 3810-193 Aveiro, Portugal; [email protected] 2 Telecommunications Institute, 3810-193 Aveiro, Portugal; [email protected] (Received: October 15, 2004; published: January 21, 2005) This work has been presented at the 12th Annual POLYCHAR World Forum on Advanced Materials, January 6-9, 2004, in Guimaraes, Portugal Abstract: The well-balanced combination of properties of some polymers makes them good materials for industrial microwave applications, such as telecommu- nications or microwave ovens. Particular electrical properties are usually needed and can be controlled by additives. In this work, we present the results of complex dielectric permittivity measurements, ε* = ε’ - iε’’, in the microwave frequency region (2.7 and 12.8 GHz), at constant temperature 300 K, on different glass-reinforced and pigmented plastics (poly(butylene terephthalate), polypropylene and acrylo- nitrile-butadiene-styrene), using the resonant cavity method. We measured the shift in the resonant frequency of the cavity, ∆f, caused by the insertion of the sample, which can be related to the real part of complex permittivity, ε’, while the change in the inverse of the quality factor of the cavity, ∆(1/Q), gives the imaginary part, ε’’. 1. Introduction A very versatile family of thermoplastics includes acrylonitrile-butadiene-styrene (ABS), polypropylene (PP) and poly(butylene terephthalate) (PBT). They present interesting properties, as low thermal expansion coefficient, high dielectric strength, and very low dielectric losses, and have good resistance to chemical attack [1-3]. -
Type Material Name Abbreviation Plastic Acrylonitrile Butadiene
Type Material Name Abbreviation Plastic Acrylonitrile butadiene styrene ABS Plastic Acrylonitrile butadiene styrene - High-Temp ABS - high temp Plastic Acrylonitrile butadiene styrene + Polycarbonate ABS + PC Plastic Acrylonitrile butadiene styrene + Polycarbonate + Glass Fill ABS + PC + GF Plastic Acrylonitrile styrene acrylate ASA Plastic Nylon 6-6 + 10% Glass Fill PA66 + 10% GF Plastic Nylon 6-6 + 20% Glass Fill PA66 + 20% GF Plastic Nylon 6-6 + 30% Glass Fill PA66 + 30% GF Plastic Nylon 6-6 + 50% Glass Fill PA66 + 50% GF Plastic Nylon 6-6 Polyamide PA66 Plastic Polyamide 12 PA12 Plastic Polybutylene terephthalate PBT Plastic Polybutylene terephthalate + 30% Glass Fill PBT+ 30% GF Plastic Polycaprolactam PA6 Plastic Polycaprolactam + 20% Glass Fill PA6 + 20% GF Plastic Polycaprolactam + 30% Glass Fill PA6 + 30% GF Plastic Polycaprolactam + 50% Glass Fill PA6 + 50% GF Plastic Polycarbonate PC Plastic Polycarbonate + Glass Fill PC + GF Plastic Polycarbonate + 10% Glass Fill PC + 10% GF Plastic Polycarbonate + Acrylonitrile butadiene styrene + 20% Glass Fill + 10% Stainless Steel fiber PC + ABS + 20% GF + 10% SS Fiber Plastic Polyether ether ketone PEEK Plastic Polyetherimide + 30% Glass Fill Ultem 1000 + 30% GF Plastic Polyetherimide + 40% Glass Fill (Ultem 2410) PEI + 40% GF (Ultem 2410) Plastic Polyetherimide + Ultem 1000 PEI + Ultem 1000 Plastic Polyethylene PE Plastic Polyethylene - High-Density HDPE, PEHD Plastic Polyethylene - Low-Density LDPE Plastic Polyethylene terephthalate PET Plastic Polymethyl methacrylate PMMA Plastic Polyoxymethylene -

Dissertation Diógenes Rojas
Poly (styrene - co - maleic anhydride) and Polystyrene Grafted with Poly(ether amines): Synthesis, Characterization and Gas Separation Performance Dissertation zur Erlangung des akademischen Grades Doktor der Naturwissenschaften (Dr. rer. nat) der Technischen Fakultät der Christian-Albrechts-Universität zu Kiel Diógenes Rojas Kiel 2010 Poly (styrene - co - maleic anhydride) and Polystyrene Grafted with Poly(ether amines): Synthesis, Characterization and Gas Separation Performance Dissertation zur Erlangung des akademischen Grades Doktor der Naturwissenschaften (Dr. rer. nat) der Technischen Fakultät der Christian-Albrechts-Universität zu Kiel Diógenes Rojas Kiel 2010 1. Gutachter Prof. Dr. Volker Abetz 2. Gutachter Prof. Dr. Klaus Rätzke Datum der mündlichen Prüfung 15.11.2010 Acknowledgement After a difficult but satisfactory challenge to complete my Ph.D. I would like to express my gratitude towards my supervisor Prof. Dr. Peter Simon. His kindness, suggestions, and observations have been an enormous contribution to my project; I hope to have a chance to continue in this productive exchange of ideas and experiences in the future. I am also thankful to Dr. Luis Antonio de Almeida Prado for the collaboration and fruitful discussion of ideas generating a better and qualified work. Special thanks go to my co-workers at GKSS- Institute of Polymer Research (Helmholtz-Zentrum Geesthacht) for having been helpful and contributing to my work; namely, Susanne Novak, Maren Brinkmann, Karen-Marita Prause, Silvio Neumann, Carsten Scholles and Brigitte Lademann. I also thank Dr. Wilfredo Yave and Dr. Carmen Nistor for the abundant information and discussion about the gas separation membrane. Furthermore, I am grateful to Connie Kampmann to have been a great spiritual support during my journey to complete my Ph.D. -
Polymer Properties and Classification
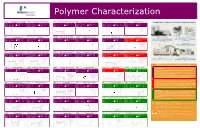
Polymer Characterization LDPE Polyethylene low density HDPE Polyethylene high density ABS Acrylonitrile-butadiene-styrene SAN Styrene-acrylonitrile copolymer EVA Polyethylene co-vinyl acetate PVA Polyvinyl acetate PerkinElmer Solutions for Polymer Characterization Tg(ºC): -130 to 100 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): -130 to 100 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): 110 to 125 CpJ/(g*K): 1,25 to 1,7 Tg(ºC): 95 to 110 CpJ/(g*K): 1,2 Tg(ºC): -45 to 20 CpJ/(g*K): 2,3 Tg(ºC): 25 to 35 CpJ/(g*K): - Tm(ºC): 100 to 120 DHf (J/g): - Tm(ºC): 130 to 140 DHf (J/g): 293 Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): 30 to 100 DHf (J/g): 10 to 100 Tm( ºC ): - DHf (J/g): - Td(ºC): 490 to 500 Td(ºC): 490 to 500 Td(ºC): 420 Td(ºC): 420 Td(ºC): 480 Td(ºC): - PP Polypropylene PS PMMA Polymethylmethacrylate PBMA CA Polystyrene Polybuthylmethacrylate Cellulose acetate EP Epoxy resin Molecular Spectroscopy FTIR Differential Scanning Calorimetry Tg(ºC): -20 to -5 CpJ/(g*K): 1,8 Tg(ºC): 90 to 110 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): 85 to 100 CpJ/(g*K): 1,45 to 1,5 Tg(ºC): 15 to 25 CpJ/(g*K): - Tg(ºC): 45 to 60 CpJ/(g*K): - Tg(ºC): 50 to 200 CpJ/(g*K): 1,6 to 2,1 Identify and quantitate organic molecules and compounds, Glass transition & melting temperatures, crystallinity, heat of Understand chemical & physical composition of laminates & fusion, reaction rates, specific heat & heat capacity, curing, Tm(ºC): 165 to 175 DHf (J/g): 207 Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm( ºC): - DHf (J/g): - adhesives , Troubleshoot -
Significant Reduction of the Friction and Wear of PMMA Based
polymers Article Significant Reduction of the Friction and Wear of PMMA Based Composite by Filling with PTFE Dapeng Gu 1,2, Longxiao Zhang 1, Suwen Chen 3,* ID , Kefeng Song 1 and Shouyao Liu 1 1 School of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China; [email protected] (D.G.); [email protected] (L.Z.); [email protected] (K.S.); [email protected] (S.L.) 2 Aviation Key Laboratory of Science and Technology on Generic Technology of Self-lubricating Spherical Plain Bearing, Yanshan University, Qinhuangdao 066004, China 3 Department of Environmental and Chemical Engineering, Yanshan University, Qinhuangdao 066004, China * Correspondence: [email protected]; Tel.: +86-0335-8061569 Received: 28 July 2018; Accepted: 29 August 2018; Published: 1 September 2018 Abstract: Polytetrafluoroethylene/Poly(methyl methacrylate) (PTFE/PMMA) composite was prepared by mixing PTFE into PMMA matrix which synthesized by the PMMA powder mixture and methyl methacrylate (MMA) liquid mixture. The effects of the filling mass ratio of PTFE and powder/liquid (P/L) ratio on the friction and wear properties of PTFE/PMMA composites against bearing steel were studied by a ball-on-disk tribometer. Fourier transform infrared (FTIR), field emission scanning electron microscopy (FESEM), and energy dispersive X-ray spectroscopy (EDS) were used to characterize the synthesis of PTFE/PMMA composite. The shore hardness and glass transition temperature (Tg) were obtained respectively by shore hardness tester and differential scanning calorimetry (DSC). The results show that the friction coefficient and wear rate of PMMA based composite, comparing with the unfilled PMMA, can be significantly reduced by filling with PTFE. With the increasing of PTFE filling mass ratio, the wear rate of PTFE/PMMA composite increases. -

PTFE Low Friction Engineering Plastic with Outstanding Chemical, High Temp, and Weathering Resistance
PTFE Low friction engineering plastic with outstanding chemical, high temp, and weathering resistance PTFE is widely used for: ■ Seals and gaskets ■ Valve and fitting components ■ Pump parts ■ Manifolds ■ Semiconductor equipment ■ Scientific equipment ■ Chemical resistant tubing PTFE (polytetrefluoroethylene) is a soft, low friction fluoropolymer with outstanding ■ Bearings and bushings (bearing grades) chemical and weathering resistance. PTFE is stable at temperatures up to 500ºF and it is often used in high temperature environments. PTFE also has excellent Performance characteristics: electrical insulating properties. ■ Outstanding chemical resistance ■ Extremely low friction PTFE is available in a variety of formulations including unfilled, glass-filled, and ■ Soft and formable bearing grades. ■ Good weathering resistance PTFE Material Options ■ Performs well at elevated temperatures Virgin (Unfilled) Grade PTFE – Unfilled PTFE, made from virgin PTFE resin, is Common brands: extremely soft and formable and it is often used for chemical resistant seals and ■ Teflon® gaskets. ■ Rulon® ® Glass-Filled PTFE – Glass-filled PTFE has enhanced strength and stiffness. ■ Fluorosint Bearing Grades of PTFE – Bearing grades of PTFE have extremely low friction Available in: and high service temperatures. They are frequently specified for high performance bearings and bushings, particularly in applications that require resistance to corrosive chemicals. Reprocessed PTFE – Reprocessed PTFE is made from recycled material. Sheet Rod TYPICAL PROPERTIES OF PTFE UNITS ASTM TEST PTFE Tensile strength psi D638 1,500 - 3,000 Flexural modulus psi D790 72,000 Izod impact (notched) ft-lbs/in of notch D256 3.5 Heat deflection temperature @ 66 psi °F D648 250 Maximum continuous service temperature in air °F 500 Water absorption (immersion 24 hours) % D570 <0.01 Coefficient of linear thermal expansion in/in/°Fx10-5 D696 8.9 Coefficient of friction (dynamic) 0.10 Values may vary according to brand name.