A Practical Approach to Gear Design and Lubrication: a Review
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Spur and Straight Bevel Gears
FUNdaMENTALS of Design Topic 6 Power Transmission Elements II © 2000 Alexander Slocum 6-0 1/25/2005 Topic 6 Power Transmission Elements II Topics: • Screws! • Gears! www.omax.com © 2000 Alexander Slocum 6-1 1/25/2005 Screws! • The screw thread is one of the most important inventions ever made • HUGE forces can be created by screw threads, so they need to be carefully engineered: – Leadscrews – Physics of operation –Stresses – Buckling and shaft whip – Mounting • When HUGE forces are created by screws – The speed is often slow – Always check to make sure you get what you want Mike Schmidt-Lange designed this auger-wheeled vehicle for the “sands” of 1995’s 2.007 contest Pebble Beach, and – If you try sometime, you just might get what you need ☺ years later, a major government lab “invented” the idea as a Mars rover sand-propulsion device… Someday, apples will be so plentiful, people will need machines to peel © 2000 Alexander Slocum 6-2 them…!1/25/2005 Screws: Leadscrews & Ballscrews • Leadscrews are essentially accurate screws used to move a nut attached to a load, and they have been used for centuries to convert rotary motion into linear motion – Leadscrews are commonly used on rugged economy machine tools – Efficiency in a leadscrew system may be 30-50%, • Precision machine or those concerned with high efficiency often uses a ballscrew – Sliding contact between the screw and nut is replaced by recirculating ball bearings and may have 95% efficiency Carriage Rotary Encoder AC Brushless Motor Flexible Coupling Support Bearings Bearing -

Automatic Gear Shifting Mechanism in Two Wheelers Using Electromagnetic Actuator
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 07 Issue: 09 | Sep 2020 www.irjet.net p-ISSN: 2395-0072 Automatic Gear Shifting Mechanism in Two Wheelers Using Electromagnetic Actuator Mr. Uzair Ahmed Shaikh Student, Department of Mechanical Engineering, Shivajirao S. Jondhle college of Engineering & Technology, Asangaon, Maharashtra, India. ---------------------------------------------------------------------***---------------------------------------------------------------------- Abstract - Motorbikes are broadly used around the world 2. GENERAL COMPONENTS/TERMINOLOGIES mostly in countries like India, Thailand, Indonesia, etc. The gear shifting arrangement of the motorbikes is conventionally 2.1 Sensor manual. The main purpose of the project is to automate the gear transmission for the standard motorcycle by using A proximity sensor is a non-contact device that senses the embedded system. As the increase in demand for CVT presence of an object. According to the application, proximity (Continuous Variable Transmission) which are gearless system sensors are classified into different types. In this project, but, has low fuel efficiency as compared to geared Motorcycle. inductive type proximity sensor is used. This sensor detects This system not only increases the fuel efficiency but also only metallic object placed next to it. This sensor works eliminate the human intervention in gear system, making under the electrical principal of inductance, the fluctuating driving easy. The manual mechanical gear shifting will remain current indices induces the EMF (electromotive force) in a unchanged in this arrangement as there is an electromagnetic target object. The cost of this sensor is comparatively low and actuator placed with the lever which helps to shift the gear operating distance is less than 50mm. -

Gearing for Lego Robots
GEARING FOR LEGO ROBOTS SESHAN BROTHERS OBJECTIVES ¡ Learn about the different types of LEGO gears and what you use them for ¡ Learn how to calculate gear ratios ¡ Learn some useful gearing techniques 2 WHAT IS A GEAR? • A gear is a wheel with teeth that meshes with another gear • There are many different kinds of gears • Gears are used to ¡ Change speed ¡ Change torque ¡ Change direction 3 COMMON LEGO GEARS Turntable Knob Wheel Rack Gear Crown Gear Spur Gears Double Bevel Gears Differential Single Bevel Gears Worm Gear 4 NAMING LEGO GEARS ¡ LEGO gears are referred to by their type and the number of teeth they have 40 tooth spur gear 24 tooth spur gear 16 tooth spur gear 8 tooth spur gear 5 DRIVERS, FOLLOWERS & IDLERS Driver: gear that applies force (the gear Driver connected to the motor on a robot) Follower Follower: final gear that is driven Idler: gear turned by driver which then turns the follower Notes about gears: Idler 1) When 2 gears mesh, the driver makes follower turn in the opposite direction 2) You need an odd number of idler gears to make driver and follower turn in same direction. Idler Idler 3) You need an even number of idlers (or none) to make driver and follower turn in opposite direction 6 GEARING DOWN AND UP Gearing Down Gearing Up (increases torque, (increases speed, decreases speed) decreases torque) Small Driver Large Follower Large Driver Small Follower Drive Drive 7 CALCULATING GEAR RATIOS ¡ Gear Ratio = number of teeth in follower: number of teeth in driver Gearing Down Gearing Up (increases torque, (increases speed, decreases speed) decreases torque) Driver Follower Driver Follower 40/24 = 5:3 24/40 = 3:5 8 CHANGE THE DIRECTION OF MOTION You can use gears to change the direction of motion. -

Magnetic Continuously Variable Transmission
December 2017, Volume 4, Issue 12 JETIR (ISSN-2349-5162) MAGNETIC CONTINUOUSLY VARIABLE TRANSMISSION 1 Mr. Akash Patel, 2Mr. Ravi Gondaliya 1(BE Student – Department of Automobile Engineering, NSIT Campus) 2(BE Student – Department of Automobile Engineering, NSIT Campus) Abstract— This project describes a continuously variable transmission device, in which torque transmission and variable gear ratio is achieved by magnetic means. It consists of three concentric pulleys: control pulley, input and output pulleys. All three pulleys have number of pole-pairs on the outer surfaces. The output shaft from engine is connected to input pulley. The output pulley is connected to final drive by means of centrifugal clutch. First pulley starts rotating with the help of engine. We use the control pulley to obtain similar direction movement from input pulley to output pulley. By use of this Magnetic CVT we can enhance the overall performance of vehicle. This Magnetic CVT has scope in future or we can say that it is the only option regarding to efficiency problem in automatic transmission vehicle. Index Terms—mCVT, magnetic CVT, I. INTODUCTION: In automobile area power transmission is done by the gear, belt or chain. In car and heavy duty vehicle mechanical gear are use and in two wheeler chain are use. But in both case of transmission fix gear ratio use and the gear change manually for avoiding gear changing found automatic transmission system in which CVT (continuously variable transmission) system use. The term continuously variable transmission also usually implies that torque may be controlled independently of speed ratio and vice versa. -

Study on the Transmission Principle of Spur Gear with the Constant Instantaneous Contact Ratio
Proceedings of 2012 International Conference on Mechanical Engineering and Material Science (MEMS 2012) Study on the Transmission Principle of Spur Gear with the Constant Instantaneous Contact Ratio Xia Han Shu Jun Li Engineering College , Heilongjiang Bayi Agricultural School of Mechanical Engineering and Automation, University Northeastern University Da Qing, China Shen Yang, China [email protected] [email protected] Tianxiang Liu Jijun Zhang Engineering College , Heilongjiang Bayi Agricultural Engineering College , Heilongjiang Bayi Agricultural University University Da Qing, China Da Qing, China [email protected] [email protected] Abstract—In the gear transmission system, especially , during the In recent years, many studies at home and abroad were gear meshing transmission process of high-speed, heavy duty developed to improve the transmission performance of the gear system, during a very short time of mono-, bis-teeth gear[1-5], manufacturing technology for the gear also alternately meshing, the tooth mutation is generated by the loads, corresponding developed quickly. Especially on the teeth the tooth exciting and changes of tooth meshing stiffness are grinding of hardened gear, In the Europe and the United States, generated, resulting in the generation of vibration and noise. In some of the advanced gear manufacturers were committed to order to investigate and solve the problems of vibration and noise, the research of special trimming technology, and remarkable this paper start to consider from instantaneous contact ratio -

General Applications of Gears
UNIT - III GEAR MANUFACTURING PROCESS SPRX1008 – PRODUCTION TECHNOLOGY - II Gears are widely used in various mechanisms and devices to transmit power and motion positively (without slip) between parallel, intersecting (axis) and non-intersecting non parallel shafts, •without change in the direction of rotation •with change in the direction of rotation •without change of speed (of rotation) •with change in speed at any desired ratio Often some gearing system (rack – and – pinion) is also used to transform Rotary motion into linear motion and vice-versa. Fig.1 Features of Spur Gear Gears are basically wheels having, on its periphery, equispaced teeth which are so designed that those wheels transmit, without slip, rotary motion smoothly and uniformly with minimum friction and wear at the mating tooth – profiles. To achieve those favorable conditions, most of the gears have their tooth form based on in volute curve, which can simply be defined as Locus of a point on a straight line which is rolled on the periphery of a circle or Locus of the end point of a stretched string while its unwinding over a cylinder as indicated in Fig. General Applications of Gears Gears of various type, size and material are widely used in several machines and systems requiring positive and stepped drive. The major applications are: • Speed gear box, feed gear box and some other kinematic units of machine tools • Speed drives in textile, jute and similar machineries • Gear boxes of automobiles • Speed and / or feed drives of several metal forming machines • Machineries for mining, tea processing etc. • Large and heavy duty gear boxes used in cement industries, sugar industries, cranes, conveyors etc. -

VIRTUAL HOBBING E. BERGSETH Department of Machine Design, KTH, Stockholm, Sweden SUMMARY Hobbing Is a Widely Used Machining Proc
VIRTUAL HOBBING E. BERGSETH Department of Machine Design, KTH, Stockholm, Sweden SUMMARY Hobbing is a widely used machining process to generate high precision external spur and helical gears. The life of the hob is determined by wear and other surface damage. In this report, a CAD approach is used to simulate the machining process of a gear tooth slot. Incremental removal of material is achieved by identifying contact lines. The paper presents an example of spur gear generation by means of an unworn and a worn hob. The two CAD-generated gear surfaces are compared and showed form deviations. Keywords: gear machining, CAD, simulation 1 INTRODUCTION analysis of the tolerances applied to gears, each step in the manufacturing process must be optimized. Better The quality and cost of high precision gears are aspects understanding of the geometrical variations would which are constantly of interest. Demands stemming facilitate tolerance decisions, and make it easier to from increasing environmental awareness, such as meet new demands. lower noise and improved gear efficiency, are added to traditional demands to create (MackAldener [1]) a Gear manufacturing consists of several operations; challenging task for both manufacturers and designers. table 1 shows an example of a gear manufacturing To be able to adjust to these demands, a design must be sequence for high precision external spur or helical robust; that is, it must deliver the target performance gears. regardless of any uncontrollable variations, for example manufacturing variations. Manufacturing variations can include geometrical variations caused by imperfections in the manufacturing process, for example, wear of tools. The geometrical deviations of each part must be limited by tolerances in order to ensure that the functional requirements are met. -

Engineering Information Spur Gears Gear Nomenclature
Engineering Information Spur Gears Gear Nomenclature ADDENDUM (a) is the height by which a tooth projects GEAR is a machine part with gear teeth. When two gears beyond the pitch circle or pitch line. run together, the one with the larger number of teeth is called the gear. BASE DIAMETER (Db) is the diameter of the base cylinder from which the involute portion of a tooth profile is generated. HUB DIAMETER is outside diameter of a gear, sprocket or coupling hub. BACKLASH (B) is the amount by which the width of a tooth space exceeds the thickness of the engaging tooth on the HUB PROJECTION is the distance the hub extends beyond pitch circles. As actually indicated by measuring devices, the gear face. backlash may be determined variously in the transverse, normal, or axial-planes, and either in the direction of the pitch INVOLUTE TEETH of spur gears, helical gears and worms circles or on the line of action. Such measurements should be are those in which the active portion of the profile in the corrected to corresponding values on transverse pitch circles transverse plane is the involute of a circle. for general comparisons. LONG- AND SHORT-ADDENDUM TEETH are those of BORE LENGTH is the total length through a gear, sprocket, engaging gears (on a standard designed center distance) or coupling bore. one of which has a long addendum and the other has a short addendum. CIRCULAR PITCH (p) is the distance along the pitch circle or pitch line between corresponding profiles of adjacent teeth. KEYWAY is the machined groove running the length of the bore. -
“Design and Fabrication of Automated Manual Gear Transmission in Motor Bikes” (Ref No: 39S BE 1837)
“Design and Fabrication of Automated Manual Gear Transmission in Motor Bikes” (Ref no: 39S_BE_1837) A Project sponsored by KARNATAKA STATE COUNCIL FOR SCIENCE AND TECHNOLOGY INDIAN INSTITUTE OF SCIENCE CAMPUS BANGALORE -560012 In partial fulfilment Submitted by CHETHAN J 1KG12ME012 DARSHAN NAIK 1KG12ME014 LAKSHMI KESARI 1KG12ME024 MAHANTHESH S 1KG12ME028 Under the Guidance of Mr. AKASHDEEP B N Asst. Professor Department of Mechanical Engineering K.S.S.E.M, Bengaluru Department of Mechanical Engineering K.S. School of Engineering and Management No. 15, Mallasandra, off Kanakapura Road, Bengaluru-560109 2015-16 K.S. School of Engineering and Management No. 15, Mallasandra, off Kanakapura Road, Bangalore-560109 Department of Mechanical Engineering Certificate This is to certify that the project work entitled Design and Fabrication of Automated Manual Gear Transmission In Motor Bikes is a bonafide work carried out by CHETHAN J 1KG12ME012 DARSHAN NAIK 1KG12ME014 LAKSHMI KESARI 1KG12ME024 MAHANTHESH S 1KG12ME028 in partial fulfilment for the award of Bachelor of Engineering in Mechanical Engineering of Visvesvaraya Technological University, Belgaum, during the year 2015-16. It is certified that all the suggestions indicated during internal assessment have been incorporated in the report and this thesis satisfies the academic requirement in respect of project work prescribed for the degree. _________________________ _____________________ _______________ Name and Signature of Internal Head of the Department Principal/ Director Guide K.S. School of Engineering and Management No. 15, Mallasandra, off Kanakapura Road, Bangalore-560109 Department of Mechanical Engineering Declaration We, CHETHAN J 1KG12ME012 DARSHAN NAIK 1KG12ME014 LAKSHMI KESARI 1KG12ME024 MAHANTHESH S 1KG12ME028 the students of eight semester BE (Mechanical Engineering) declare that the project entitled Design and Fabrication of Automated Manual Gear Transmission In Motor Bikes is carried out by us at K.S. -

Basic Fundamentals of Gear Drives
Basic Fundamentals of Gear Drives Course No: M06-031 Credit: 6 PDH A. Bhatia Continuing Education and Development, Inc. 22 Stonewall Court Woodcliff Lake, NJ 07677 P: (877) 322-5800 [email protected] BASIC FUNDAMENTALS OF GEAR DRIVES A gear is a toothed wheel that engages another toothed mechanism to change speed or the direction of transmitted motion. Gears are generally used for one of four different reasons: 1. To increase or decrease the speed of rotation; 2. To change the amount of force or torque; 3. To move rotational motion to a different axis (i.e. parallel, right angles, rotating, linear etc.); and 4. To reverse the direction of rotation. Gears are compact, positive-engagement, power transmission elements capable of changing the amount of force or torque. Sports cars go fast (have speed) but cannot pull any weight. Big trucks can pull heavy loads (have power) but cannot go fast. Gears cause this. Gears are generally selected and manufactured using standards established by American Gear Manufacturers Association (AGMA) and American National Standards Institute (ANSI). This course provides an outline of gear fundamentals and is beneficial to readers who want to acquire knowledge about mechanics of gears. The course is divided into 6 sections: Section -1 Gear Types, Characteristics and Applications Section -2 Gears Fundamentals Section -3 Power Transmission Fundamentals Section -4 Gear Trains Section -5 Gear Failure and Reliability Analysis Section -6 How to Specify and Select Gear Drives SECTION -1 GEAR TYPES, CHARACTERISTICS & APPLICATIONS The gears can be classified according to: 1. the position of shaft axes 2. -

Design of an ATV Gear Box
International Journal of Engineering and Advanced Technology (IJEAT) ISSN: 2249 – 8958, Volume-9 Issue-4, April 2020 Design of an ATV Gear Box Mohit Pillai, Naman Sharma, Vinit Bhandari, Ram Bansal Abstract: The main objective of the project was to design and fabricate a drive train for an intercollegiate competition called III. SIGNIFICANCE BAJA SAE. The motive to get into this project was to learn more about an All-Terrain Vehicle (ATV), studying about different The findings of this study will redound for automotive parameter which would affect the drive train of the vehicle. All society considering that power to weight ratio is the possible options were considered while making the drive consequential for an ATV. A final drive gear box provides train. After discussions alternative options were taken neglected a fixed reduction to overcome the lack of torque produced and the main option was chosen. It was decided that the by the CVT in pair with the specified engine. This final transmission would be automatic, consist of a continuously drive gearbox is designed to produce maximum torque with variable transmission (CVT) couples with a two staged gearbox which is then couples with the half shaft. The whole system was high efficiency. tested thoroughly and it performed well. IV. DESIGN SPECIFICATION Keywords: ATV, CVT, spur gear, compound gear train, gear box. Table No. I - Gear Specification I. INTRODUCTION Specificatio Input Intermediat Intermediat Outpu In the ATV drive train consist of Engine which is coupled n pinio e pinion e gear t gear with a CVT, CVT is coupled with the compound gear train n which is then connected to half shaft. -
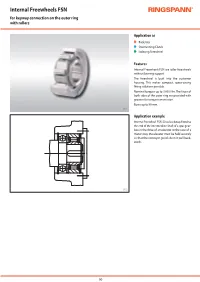
Internal Freewheels FSN for Keyway Connection on the Outer Ring with Rollers
Internal Freewheels FSN for keyway connection on the outer ring with rollers Application as ➧ Backstop ➧ Overrunning Clutch ➧ Indexing Freewheel Features Internal Freewheels FSN are roller freewheels without bearing support. The freewheel is built into the customer housing. This makes compact, space-saving fitting solutions possible. Nominal torques up to 3 000 Nm. The faces of both sides of the outer ring are provided with grooves for torque transmission. Bores up to 80 mm. 90-1 Application example Internal freewheel FSN 50 as backstop fitted to the end of the intermediate shaft of a spur gear - box in the drive of an elevator. In the case of a motor stop, the elevator must be held se curely so that the conveyor goods do not pull back- wards. 90-2 90 Internal Freewheels FSN for keyway connection on the outer ring with rollers B N H11 P n6 H7 d øF øE øD ø 91-1 91-2 Standard type Dimensions For universal use Backstop ➧ Indexing Freewheel Indexing Overrunning Clutch Overrunning ➧ ➧ Max. speed Bore B D E F N P Weight Nominal Inner ring Outer ring d Freewheel torque freewheels/ freewheels/ Size MN overruns overruns Nm min-1 min-1 mm mm mm mm mm mm mm kg FSN 8 11 3 050 4 700 8 13 35 18,5 28 4 1,3 0,1 FSN 12 11 3 050 4 700 12 13 35 18,5 28 4 1,3 0,1 FSN 15 36 2 350 3 700 15* 18 42 21,0 36 5 1,7 0,1 FSN 17 56 2 100 3 300 17* 19 47 24,0 40 5 2,0 0,2 FSN 20 90 1 750 3 200 20* 21 52 29,0 45 6 1,5 0,2 FSN 25 125 1 650 3 100 25* 24 62 35,0 52 8 2,0 0,4 FSN 30 210 1 400 2 200 30* 27 72 40,0 60 10 2,5 0,6 FSN 35 306 1 250 2 150 35* 31 80 47,0 68 12 3,5 0,8 FSN 40 430 1 100 2 050 40* 33 90 55,0 78 12 3,5 0,9 FSN 45 680 1 000 1 900 45* 36 100 56,0 85 14 3,5 1,3 FSN 50 910 900 1 750 50* 40 110 60,0 92 14 4,5 1,7 FSN 60 1 200 750 1 450 60* 46 130 75,0 110 18 5,5 2,8 FSN 70 2 000 600 1 000 70* 51 150 85,0 125 20 6,5 4,2 FSN 80 3 000 500 900 80* 58 170 95,0 140 20 7,5 6,0 ■ Freewheels with bore diameters highlighted blue in the table are available with short delivery times.