Basic Fundamentals of Gear Drives
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Gears and Gearing Part 1 Types of Gears Types of Gears
Gears and Gearing Part 1 Types of Gears Types of Gears Spur Helical Bevel Worm Nomenclature of Spur-Gear Teeth Fig. 13–5 Shigley’s Mechanical Engineering Design Rack A rack is a spur gear with an pitch diameter of infinity. The sides of the teeth are straight lines making an angle to the line of centers equal to the pressure angle. Fig. 13–13 Shigley’s Mechanical Engineering Design Tooth Size, Diameter, Number of Teeth Shigley’s Mechanical Engineering Design Tooth Sizes in General Industrial Use Table 13–2 Shigley’s Mechanical Engineering Design How an Involute Gear Profile is constructed A1B1=A1A0, A2B2=2 A1A0 , etc Pressure Angle Φ has the values of 20° or 25 ° 14.5 ° has also been used. Gear profile is constructed from the base circle. Then additional clearance are given. Relation of Base Circle to Pressure Angle Fig. 13–10 Shigley’s Mechanical Engineering Design Standardized Tooth Systems: AGMA Standard Common pressure angles f : 20º and 25º Older pressure angle: 14 ½º Common face width: 35p F p p P 35 F PP Shigley’s Mechanical Engineering Design Gear Sources • Boston Gear • Martin Sprocket • W. M. Berg • Stock Drive Products …. Numerous others Shigley’s Mechanical Engineering Design Conjugate Action When surfaces roll/slide against each other and produce constant angular velocity ratio, they are said to have conjugate action. Can be accomplished if instant center of velocity between the two bodies remains stationary between the grounded instant centers. Fig. 13–6 Shigley’s Mechanical Engineering Design Fundamental Law of Gearing: The common normal of the tooth profiles at all points within the mesh must always pass through a fixed point on the line of the centers called pitch point. -

Design of Continuously Variable Bicycle Transmission
Innovative Bicycle Drivetrain Design of continuously variable bicycle transmission Author: Jean Kolb Supervisor: Dr Eng. Slawomir Kedziora Chain drive with derailleur change mechanism . 98.5% efficiency . Relatively low weight . The most common drivetrain . Not innovative NuVinci CVT hub . Continuously variable ratio . Torque transmitted by traction . Ball planets change the contact angle Source: https://www.fallbrooktech.com/nuvinci-technology CVT hub by Hiroyuki Urabe . Used as reference for own design . Upstream planetary gear train and roller train . Estimated efficiency of 90% . Patented, but not developed CVT hub by Hiroyuki Urabe Pros Cons . Different and innovative . Relatively heavy weight . Continuously variable . Lower transmission efficiency . Enhanced e-bike engine . More complex than the efficiency comparable design from . Protected in hub enclosure “NuVinci” . Clean look Presentation and explanation of the developed design CVT hub Developed CVT hub Autodesk Fusion 360 unites every development step Cloud computing Developed CVT hub Developed CVT hub Upstream planetary gear train Input Output Sprocket Input Input torque on ring gear Fixed carrier Developed CVT hub Planetary roller train Output Input Input torque on sun roller Non-rotatable but on axle displaceable carrier Preloaded spring Preloaded spring to guarantee enough traction Wave spring Preloaded spring Spline Radial bearing on slidable sleeve Needle bearings Axial bearing gets pushed Left handed thread Gap between roller and sun Left handed thread Changing -

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -

Design and Development of Open Differential for Transmission System of Quad Bike
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 05 Issue: 12 | Dec 2018 www.irjet.net p-ISSN: 2395-0072 Design and Development of Open Differential for Transmission System of Quad Bike Utkarsha Chaudhari1, Prathamesh Sangelkar2, Prajval Vaskar3 1,2,3Department of Mechanical Engineering, Sinhgad Academy of Engineering, Kondhwa ---------------------------------------------------------------------***---------------------------------------------------------------------- Abstract – A differential is an important torque 2. ANALYTICAL CALCULATIONS transmitting device in most of the rear wheel drive vehicles. An ATV is a vehicle which is used to ride in off-road terrains; 2.1 Primary Calculations for Gear Reduction hence continuous application of traction is a vital factor which showcases its performative aspect. The paper describes Input Data: designing and manufacturing an open differential for an off road ATV (Quad Bike) so that the vehicle maneuvers sharp Turning radius of vehicle: - 3m corners without losing traction to the driving wheels. Rear Track width: - 40” Rear tire diameter: - 23” Key Words: Open differential, traction difference, ANSYS, CREO, gear, pinion, centre pin. 1. INTRODUCTION A differential is a gear train with three shafts that has the property that the rotational speed of one shaft is the average of the speeds of the others, or a fixed multiple of that average. In automobiles, the differential allows the outer drive wheel to rotate faster than the inner drive wheel during a turn. This is necessary when the vehicle turns, making the wheel that is travelling around the outside of the turning curve roll farther and faster than the other. The average of the rotational speed of the two driving wheels equals the input rotational speed of the drive shaft. -

Gear Cutting Solutions
Gear cuttingsolutions 2 E2F Z TRINITY ORIGIN SWISS MADE SWISS 8100 DUPLEX REVOLUTION 8700 Gear cutting solutions Type Name of tool Standard modules* Tool Tool Machined part Page Tooth by tooth m 0.03 - 1.00 5 gear cutter Z² m 0.015 - 1.000 6 Hobs for epicyclic & involute teeth ORIGIN m 0.015 - 0.800 7 m 0.015 - 1.000 8 Two-way hob cutter m 0.015 - 0.800 9 ORIGIN DUPLEX *Depends on the gearing norm Other modules upon request swiss made Gear cutting solutions Type Name of tool Standard modules* Tool Tool Machined part Page Hobs for asymmetrical 10 gears and special by profi le profi les REVOLUTION Hobs for frontal F 2 m 0.05 - 0.50 11 gear cutting E Hobs for conical m 0.05 - 0.30 12 gears TRINITY Hob cutters for involute gears ISO53 / DIN867 m 0.05 - 1.00 13 DIN quality AAAA 8100 Skiving cutter for m 0.05 - 1.00 internal gear teeth 14 8700 *Depends on the gearing norm Other modules upon request swiss made DUPLEX ORIGIN Hobs for epicyclic New & involute teeth Hobbing with two hob cutters is known to produce burr-free hobbing. It is a functional process, but requires a sometimes tedious start-up. It is necessary to make an adjustment for each hob, and the stacking of the arbor, tools and spacers results in a bad roundness and warping. Louis Bélet SA has found a simple solution that can be used by everyone to solve these problems: ORIGIN DUPLEX hobs. ORIGIN DUPLEX on a shank Circular ORIGIN DUPLEX Made of one-piece solid carbide, these cutters have two cutting areas, one on the right and one on the left. -

Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-Gear Drives
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 8-2012 Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-gear Drives Meng Peng [email protected] Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Part of the Acoustics, Dynamics, and Controls Commons, and the Propulsion and Power Commons Recommended Citation Peng, Meng, "Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-gear Drives. " PhD diss., University of Tennessee, 2012. https://trace.tennessee.edu/utk_graddiss/1434 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by Meng Peng entitled "Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-gear Drives." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, with a major in Mechanical Engineering. Hans A. DeSmidt, Major Professor We have read this dissertation and recommend its acceptance: J. A. M. Boulet, Seddik M. Djouadi, Xiaopeng Zhao Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-gear Drives A Dissertation Presented for the Doctor of Philosophy Degree The University of Tennessee, Knoxville Meng Peng August 2012 ACKNOWLEDGEMENTS I would like to express my deepest gratitude to my primary advisor, Dr. -

Trends in Automobile Transmissions Frank Buscemi, Manager—Public Affairs, ZF Group—North American Operations
Trends in Automobile Transmissions Frank Buscemi, Manager—Public Affairs, ZF Group—North American Operations With all the work in transmis- to provide gears and transmissions to his Therefore, each case has to be individu- sion development these days, the Zeppelin airships. ally assessed because general statements demand for automobile transmis- Today, ZF provides more than are not applicable.” sion gears should remain strong 1.2 million transmissions per year to The type of transmission plays a key for several years, but because of the automakers like Aston Martin, Audi, role in defining a vehicle’s character, great variety of projects and varia- BMW, Ford, General Motors, Jaguar, image, segment and brand, making it a tions, transmission manufacturers Land Rover, Porsche, and Volkswagen major factor in competitiveness. Each and their suppliers will have to be as and employs more than 6,300 in its car vehicle features individual strengths, flexible as possible to keep up with driveline technology division. In 2001, depending on application conditions. the changes. ZF introduced the world’s first 6-speed AMTs—Also known as sequential Automobile transmissions have come stepped automatic transmission in the manual gearboxes (SMGs), AMTs have a long way since the days of simply BMW 7-Series. their roots in Formula 1 racing, using choosing between automatic and manual. Dr. Harald Naunheimer, director of computer-controlled actuators that are Today’s drivers have more transmission product develop- options than ever before. Automatics ment, car drive- and manuals are still there, but they are line technology now accompanied by automated manu- at ZF, says that als (AMTs), dual clutch transmissions t r a n s m i s s i o n s (DCTs), continuously variable transmis- are highly indi- sions (CVTs) and hybrid drives. -

Ring Gear and Pinion Tooth Pattern Interpretation
RING GEAR AND PINION TOOTH PATTERN INTERPRETATION The final pinion position will be verified by using the GEAR CONTACT PATTERN METHOD described as follows: The TOE of the gear is the portion of the tooth surface at the end towards the center. The HEEL of the gear tooth is the portion of the tooth surface at the outer-end. The TOP LAND of a gear tooth is the surface of the top of the tooth. Every gear has a characteristic pattern. RING GEAR TOOTH PROFILE There are two types of gears which are determined by the machining method. One is manufactured by FACE HOBBING, while the other one is manufactured by FACE MILLING. You must first determine the type of gear that you have in order to know which gear pattern chart to use as described in this bulletin. To do this, notice the depth of the ring gear tooth - dimension "A" and "B". If the gear was manufactured using the FACE HOBBING method, both "A" and "B" will be of equal depth. If the gear was manufactured using the FACE MILLING method, "A" will be larger than "B". Once the type of ring gear machining method has been identified, refer to the proper gear pattern chart. FACE HOBBING FACE MILLING NOTE: WHEN MAKING CHANGES, NOTE THAT TWO VARIABLES ARE INVOLVED. EXAMPLE: IF YOU HAVE THE BACKLASH SET CORRECTLY TO THE SPECIFICATION AND YOU CHANGE THE PINION POSITION SHIM, YOU MAY HAVE TO READJUST THE BACKLASH TO THE CORRECT SPECIFICATION BEFORE CHECKING THE PATTERN. REFER TO PATTERN INTERPRETATION. BULLETIN 5717-A 5/02 1 of 3 Spicer Technology, Inc. -

Basic Gear Systems
Basic Gear Systems A number of gears connected together is called a “Gear Train”. The gear train is another mechanism for transmitting rotary motion and torque. Unlike a belt and pulley, or chain and sprocket, no linking device (belt or chain) is required. Gears have teeth which interlock (or mesh) directly with one another. Advantages The main advantages of gear train transmission systems are that because the teeth on any gear intermesh with the next gear in the train, the gears can't slip. (An exact ratio is maintained.) Large forces can be transmitted. The number of turns a gear makes can be easily controlled. High ratios between the input and the output are easily possible. Disadvantages The main disadvantage of a gear system is it usually needs a lubrication system to reduce wear to the teeth. Oil or grease is used to reduce friction and heat caused by the teeth rubbing together. Gear systems to increase and decrease rotational velocity Gears are used to increase or decrease the speed or power of rotary motion. The measure of how much the speed or power is changed by a gear train is called the gear ratio (velocity ratio). This is equal to the number of teeth on the driver gear divided by the number of teeth on the driven gear. To decrease the speed of the output the driver gear is smaller than the driven gear. (This will reduce the speed but increase the “torque”.) This diagram shows a small gear (A) driving a larger gear (B). Because there are more teeth on the driven gear there is a reduction in output speed. -

Rexnord Gear Manufacturing Services Overview
Rexnord Gear Manufacturing Services Overview Rexnord Gear Manufacturing Services Rexnord Gear Manufacturing Services Overview Rexnord Gear Manufacturing Services is a full service supplier providing high-quality, custom precision spur & helical gearing and specialized gearboxes, serving the mining, energy, transit, construction, and industrial markets. Our custom solutions have helped customers for more than 60 years, demonstrating high performance and reliability on custom enclosed gear drives and loose precision gears with cost-effective solutions. As your single source custom gear and gearbox manufacturer, Rexnord Gear Manufacturing Services can offer you reduced complexity and inventory, improved lead time and efficiency, and state-of-the-art technical support and engineering. We have the necessary equipment that you need, all in one place. In-house heat treating, gear cutting and gear grinding capabilities and expertise ensure the highest level of precision is met for our customers’ most demanding gear applications. In addition, Rexnord has a full complement of precision gearing process capabilities for machining, turning, milling, drilling, broaching, key seating, OD/ID grinding, and balancing. ISO-certified, build-to-print manufacturing provides high-quality gearing and specialized gearboxes. Key features & benefits Gear Milling, Hobbing & Turning Gear Grinding • Spur & helical gears to 80” length and 60” • Spur & helical gears to 64” face width and 138” outer diameter outer diameter Heat Treating Housing Machining • In-house heat -

Chain Drives 759
Chain Drives 759 C H A P T E R 21 Chain Drives 1. Introduction. 2. Advantages and Disadvantages of Chain Drive over Belt or Rope Drive. 3. Terms Used in Chain Drive. 4. Relation Between Pitch and Pitch Circle Diameter. 5. Velocity Ratio of Chain Drives. 6. Length of Chain and Centre Distance. 7. Classification of Chains. 8. Hoisting and Hauling Chains. 9. Conveyor Chains. 10. Power Transmitting Chains. 11. Characteristics of Roller Chains. 12. Factor of Safety for Chain Drives. 21.1 Introduction 13. Permissible Speed of We have seen in previous chapters on belt and rope Smaller Sprocket. 14. Power Transmitted by drives that slipping may occur. In order to avoid slipping, Chains. steel chains are used. The chains are made up of number of 15. Number of Teeth on the rigid links which are hinged together by pin joints in order Smaller or Driving Sprocket or Pinion. to provide the necessary flexibility for wraping round the 16. Maximum Speed for driving and driven wheels. These wheels have projecting Chains. teeth of special profile and fit into the corresponding recesses 17. Principal Dimensions of Tooth Profile. in the links of the chain as shown in Fig. 21.1. The toothed 18. Design Procedure for wheels are known as *sprocket wheels or simply sprockets. Chain Drive. The sprockets and the chain are thus constrained to move together without slipping and ensures perfect velocity ratio. * These wheels resemble to spur gears. 759 760 A Textbook of Machine Design Fig. 21.1. Sprockets and chain. The chains are mostly used to transmit motion and power from one shaft to another, when the centre distance between their shafts is short such as in bicycles, motor cycles, agricultural machinery, conveyors, rolling mills, road rollers etc. -
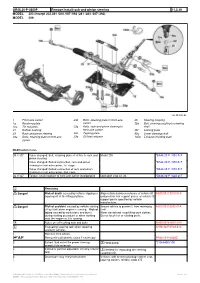
Remove/Install Rack-And-Pinion Steering 11.3.10 MODEL 203 (Except 203.081 /084 /087 /092 /281 /284 /287 /292) MODEL 209
AR46.20-P-0600P Remove/install rack-and-pinion steering 11.3.10 MODEL 203 (except 203.081 /084 /087 /092 /281 /284 /287 /292) MODEL 209 P46.20-2123-09 1 Front axle carrier 23b Bolts, retaining plate to front axle 25 Steering coupling 1g Retaining plate carrier 25a Bolt, steering coupling to steering 10a Tie rod joints 23g Bolts, rack-and-pinion steering to shaft 21 Rubber bushing front axle carrier 25f Locking plate 23 Rack-and-pinion steering 23n Tapping plate 80a Lower steering shaft 23a Bolts, retaining plate to front axle 23q Oil lines retainer 105d Exhaust shielding plate carrier Modification notes 29.11.07 Value changed: Bolt, retaining plate of oil line to rack-and- Model 203 *BA46.20-P-1001-01F pinion steering Value changed: Bolted connection, rack-and-pinion *BA46.20-P-1002-01F steering to front axle carrier, 1st stage Value changed: Bolted connection of rack-and-pinion *BA46.20-P-1002-01F steering to front axle carrier, 2nd stage 30.11.07 Torque, retaining plate to front axle carrier incorporated Operation step 23, 24 *BA46.20-P-1004-01F Removing Danger! Risk of death caused by vehicle slipping or Align vehicle between columns of vehicle lift AS00.00-Z-0010-01A toppling off of the lifting platform. and position four support plates at vehicle lift support points specified by vehicle manufacturer. Danger! Risk of accident caused by vehicle starting Secure vehicle to prevent it from moving by AS00.00-Z-0005-01A off by itself when engine is running. Risk of itself.