Napping of Cotton Fabrics
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Historic Costuming Presented by Jill Harrison
Historic Southern Indiana Interpretation Workshop, March 2-4, 1998 Historic Costuming Presented By Jill Harrison IMPRESSIONS Each of us makes an impression before ever saying a word. We size up visitors all the time, anticipating behavior from their age, clothing, and demeanor. What do they think of interpreters, disguised as we are in the threads of another time? While stressing the importance of historically accurate costuming (outfits) and accoutrements for first- person interpreters, there are many reasons compromises are made - perhaps a tight budget or lack of skilled construction personnel. Items such as shoes and eyeglasses are usually a sticking point when assembling a truly accurate outfit. It has been suggested that when visitors spot inaccurate details, interpreter credibility is downgraded and visitors launch into a frame of mind to find other inaccuracies. This may be true of visitors who are historical reenactors, buffs, or other interpreters. Most visitors, though, lack the heightened awareness to recognize the difference between authentic period detailing and the less-than-perfect substitutions. But everyone will notice a wristwatch, sunglasses, or tennis shoes. We have a responsibility to the public not to misrepresent the past; otherwise we are not preserving history but instead creating our own fiction and calling it the truth. Realistically, the appearance of the interpreter, our information base, our techniques, and our environment all affect the first-person experience. Historically accurate costuming perfection is laudable and reinforces academic credence. The minute details can be a springboard to important educational concepts; but the outfit is not the linchpin on which successful interpretation hangs. -

Korogard® Wall Protection Protect Your Walls in Style
KOROGARD® WALL PROTECTION PROTECT YOUR WALLS IN STYLE. CONTENTS Applications 3 Systems Approach 5 Colors & Finishes 7 Protective Wallcovering 11 Finishing & Installation 15 Corner Guards 16 KOROGARD WALL PROTECTION Handrails 21 Crash & Bumper Rails 26 Chair Rails 31 Door Protection 35 Environmental 37 Technical Information 41 Support & Resources 42 Korogard Wall Protection is a complete line of products and custom solutions that are based on a systems approach. This allows users to mix and match a diverse array of colors while helping to maintain the beauty and style of a space. Unique products, such as Flex™ Decorative Wall Protection and Traffic Patterns®, offer designers the ultimate combination of aesthetics and performance. 1 2 LIMITLESS APPLICATIONS Protecting the beauty of a vertical surface is critical. Korogard has a full line of wall protection solutions for healthcare, education, hospitality, corporate, retail, and more. Unique products are engineered to save time and money by reducing maintenance and replacement costs. Korogard offers an extensive product line with a variety of colors, finishes, and materials to maintain the beauty and style of a designer’s vision for years to come. Assisted Living Athletics Corporate Education Healthcare Hospitality Retail Transit 3 4 A COHESIVE WALL PROTECTION SYSTEMS APPROACH Categories of Wall Protection products: PROTECTIVE CORNER CRASH & DOOR HANDRAILS CHAIR RAILS WALLCOVERINGSWALLCOVERING GUARDS BUMPER RAILS PROTECTORS Protective wallcoverings offer an Offering everything from standard -
MICROFIBER & MORE LLC Healthcare Systems Distributed by Microfi Ber & More LLC
{DUSTBUNNIESBEWARE} MICROFIBER & MORE LLC Healthcare Systems Distributed by Microfi ber & More LLC SBCART CLEANING SYSTEM SEALING BUCKET PRE-TREAT MOP SYSTEM reduce cross contamination 1.5 gallon of water cleans 15,000 sq. feet 1-2 ounce chemical cleans 15,000 sq. feet no dirty water to dispose no r lling mop buckets launder mops 500 times reduce employee injury reduce absenteeism DUSTING & SURFACES CLEANING overhead dusting white boards counters computer screens RESTROOM FIXTURES, MIRRORS & SHOWERS bathroom xtures mirrors showers FLOORS, WALLS & BASEBOARDS bathroom oors walls baseboards patient room oors MICRO101 HealthCareSaleSheet.FA.indd 1 1/9/10 5:37 PM MICRO103 Catalog_paths.FA.indd 3 1/11/10 2:54 PM MICRO103 Catalog_paths.FA.indd 4 1/11/10 2:54 PM Page 5 Education with bleeds.pdf 1 1/9/13 4:01 PM Education & Office Systems Distributed by Microfi ber & More LLC DUAL COMPARTMENT MOP BUCKET CHART 7 QUICK & EASY STEPS TO A CLEANER AND HEALTHIER ENVIRONMENT. FILL BUCKET MOP SURFACE Front compartment with Mop hard surface areas. 3 gallons of cleaning solution. Use mop until dry. Fill rear compartment with 1 gallon of clear water. STEP 1 STEP 5 INSTALL MOP RINSE MOP Install tab mop on frame and Rinse mop in rear rinse slide tabs through opening compartment. C and clamp down. M STEP 2 STEP 6 Y CM MY CY CHARGE MOP WRING MOP Charge mop in front com- Recharge mop in clean CMY partment with solution. K STEP 7 STEP 3 WRING MOP Wring out excess solution from mop making sure correct moisture. -
Dec. 1, 1964 P, F, MARSHA 3,158,982 NAPPED TEXTILE FABRICS Filed Nov
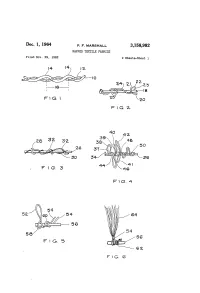
Dec. 1, 1964 P, F, MARSHA 3,158,982 NAPPED TEXTILE FABRICS Filed Nov. 29, 1962 2 Sheets-Sheet l F G. 4 Dec. 1, 1964 P, F, MARSHALL 3,158,982 NAPPED TEXTILE FABRICS Filled Nov. 29, 1962 2 Sheets-Sheet 2 3,158,982 United States Patent Office Patented Dec. 1, 1964 2 It is an object of this invention to provide a napped - 3,158,982 fabric comprising wrapped yarns in which the nap is of NAPPED TEXTELEFABRICS exceptional length, is firmly anchored to the base fabric, Preston F. Marshal, Walpole, Mass, assignor to The and is relatively free from lint and broken fibers. Kenda Company, Boston, Mass, a corporation of 5 It is a further object of this invention to provide a Massachusetts -- . - napped fabric comprising yarns wrapped with a plurality M Fied Nov. 29, 1962, Ser. No. 240,942 of strands which comprise filaments of different stiffness, 7 Claims. (C. 57-140) to effect a mixed filamentary nap. This invention relates to napped textile fabrics, and The invention will be more clearly understood in con more particularly to a textile fabric in which the nap is O nection with the accompanying drawings, in which: of superior length, is substantially lint-free, and tightly FIGURE 1 represents a conventional plied yarn, of anchored into the fabric. The present application is a two ends twisted together. continuation-in-part of my copending application Serial FIGURE 2 represents a wrapped yarn of the type Number 212,922, filed July 17, 1962, which is in turn a known as a loop yarn. -

Employee Dress Code Policy
EMPLOYEE DRESS CODE POLICY The following are guidelines regarding acceptable business attire for employees of Centenary University. The impression that we, as employees of the University, present to others is as important as serving as role models of professionalism for our students. The University has adopted a business casual dress code Monday through Thursday, and allows jeans to be worn on Friday for Centenary Spirit Day. Employees who prefer to dress in more formal traditional business attire should feel free to do so. Business casual wear encompasses many looks but it really means casual clothing that is appropriate for a professional office environment. It is clothing that allows you to be comfortable at work yet always look neat and professional. It means clothing that is clean, unwrinkled, and not too tight, revealing, or baggy. We ask that you consider each day’s activities when determining what to wear, as there are situations when traditional business attire may be required and is more appropriate. Your supervisor may exercise reasonable discretion to determine appropriateness in employee dress and appearance. Employees who do not meet a professional standard may be sent home to change. Business Casual Attire (Monday through Thursday) Listed below are examples of acceptable business casual attire: • Shirts: Shirts with collars, business casual crewneck or V-neck shirts, blouses, sweaters/cardigans, polo and golf shirts • Pants/skirts: Casual slacks, trousers, dressy Capri pants, skirts/dresses of appropriate length • Footwear: -

National Register of Historic Places Multiple Property Documentation Form
NPS Form 10-900-b (Rev. 01/2009) OMB No. 1024-0018 Buildings Related to the Textile Industry in the Kensington Neighborhood of Philadelphia Pennsylvania Name of Multiple Property Listing State United States Department of the Interior National Park Service National Register of Historic Places Multiple Property Documentation Form This form is used for documenting property groups relating to one or several historic contexts. See instructions in National Register Bulletin How to Complete the Multiple Property Documentation Form (formerly 16B). Complete each item by entering the requested information. For additional space, use continuation sheets (Form 10-900-a). Use a typewriter, word processor, or computer to complete all items X New Submission Amended Submission A. Name of Multiple Property Listing Industrial and Commercial Buildings Related to the Textile Industry in the Kensington Neighborhood of Philadelphia B. Associated Historic Contexts (Name each associated historic context, identifying theme, geographical area, and chronological period for each.) Development of Kensington’s Textile Industry, 1683-1969 C. Form Prepared by name/title Logan I. Ferguson organization Powers & Company, Inc. date May 29, 2012 street & number 211 N. 13th Street, Suite 500 telephone (215) 636-0192 city or town Philadelphia state PA zip code 19107 e-mail [email protected] D. Certification As the designated authority under the National Historic Preservation Act of 1966, as amended, I hereby certify that this documentation form meets the National Register documentation standards and sets forth requirements for the listing of related properties consistent with the National Register criteria. This submission meets the procedural and professional requirements set forth in 36 CFR 60 and the Secretary of the Interior’s Standards and Guidelines for Archeology and Historic Preservation. -

FABRICS/ DYING Dictionary
FABRICS/ DYING dictionary ACRYLIC BABYCORD Acrylic fabric is a manufactured fiber with a soft wool-like feel and Babycord is a ribcord fabric with a very small and thin rib line. The an uneven finish. It is used widely in knits as the fabric has the same fabric is often lighter and softer than normal or corduroy fabric. It is cozy look as wool. Acrylic fabric is favored for a variety of reasons very soft and comfortable, and is often made in a stretch quality. it is warm, quite soft, holds color well, is both stain and wrinkle resistant and it doesn’t itch. These qualities make acrylic a great BLEND substitute for wool. A blend fabric or yarn is made up of more than one fibre. In the yarn, two or more different types of fibres are used to form the yarn. ALPACA Blends are used to create a more comfortable fabric with a softer Alpaca wool comes from a South American animal that roams the feel. A good example is a cotton/wool blend; the mixture of cotton mountain slopes of Ecuador, Peru, Bolivia and Chile. The fleece and wool will prevent the fabric from being excessively warm and from an alpaca is similar to wool or mohair, but is softer, silkier, and will make the fabric softer to the skin. warmer. Because alpaca wool takes much longer to grow it is often more expensive and exclusive. However, garments made from this BOUCLE fabric are stronger and more comfortable. The term boucle is derived from the French word boucle, which literally means “to curl”. -
![[Protec 1000 G Is a Decorative, Stipple, Gloss Epoxy Coating for Cast-In-Place Concrete Floors & Walls]](https://docslib.b-cdn.net/cover/9277/protec-1000-g-is-a-decorative-stipple-gloss-epoxy-coating-for-cast-in-place-concrete-floors-walls-1239277.webp)
[Protec 1000 G Is a Decorative, Stipple, Gloss Epoxy Coating for Cast-In-Place Concrete Floors & Walls]
Protective Industrial Polymers - USA 09 96 13 Manufacturer’s Specification ANTIMICROBIAL GLASS CLOTH-REINFORCED SYSTEM August 13, 2015 This specification covers BrewSpec GlassMat Antimicrobial Glass Cloth-Reinforced System, a high-performance antimicrobial system consisting of an antimicrobial vertical-substrate concrete pretreatment, an antimicrobial block-filler, and antimicrobial flexible hybrid basecoat reinforced with glass cloth mat. A 2nd application of the flexible hybrid basecoat is applied, followed by an application of an antimicrobial glass and fiber-reinforced epoxy build coat. This base is top coated with a high-performance antimicrobial urethane. This smooth, clothe reinforced wall system is easy to wash and is suited for use in areas where superior chemical resistance, durability and UV-stability are crucial. 1.00 GENERAL 1.01 SECTION INCLUDES A. Preparation of concrete or block substrate B. Apply antimicrobial concrete/block pretreatment C. Apply antimicrobial concrete/block filler D. Apply antimicrobial hybrid basecoat E. Apply glass cloth mat F. Apply antimicrobial hybrid basecoat G. Apply antimicrobial glass and fiber-reinforced epoxy coating H. Apply antimicrobial urethane topcoat Specifier Notes: Edit the following list as required by the project. List other sections with work directly related to the floor coating. 1.02 RELATED SECTIONS A. Section 03 30 00 – Cast-In-Place Concrete: [existing or] new slab. B. Section 03 35 00 – Concrete Finishing: specific chemicals on slab. C. Section 03 39 00 - Concrete Curing D. Section 03 01 00 – Concrete Rehabilitation 1.04 REFERENCES STANDARDS A. For reference standards tests & results refer to Manufactures Product Data Sheets 1.05 ADMINISTRATIVE REQUIRMENTS A. Pre installation meeting call if needed. -

Textiles and Clothing the Macmillan Company
Historic, Archive Document Do not assume content reflects current scientific knowledge, policies, or practices. LIBRARY OF THE UNITED STATES DEPARTMENT OF AGRICULTURE C/^ss --SOA Book M l X TEXTILES AND CLOTHING THE MACMILLAN COMPANY NEW YORK • BOSTON • CHICAGO • DALLAS ATLANTA • SAN FRANCISCO MACMILLAN & CO., Limited LONDON • BOMBAY • CALCUTTA MELBOURNE THE MACMILLAN CO. OF CANADA, Ltd. TORONTO TEXTILES AXD CLOTHIXG BY ELLEX BEERS >McGO WAX. B.S. IXSTEUCTOR IX HOUSEHOLD ARTS TEACHERS COLLEGE. COLUMBIA U>aVERSITY AXD CHARLOTTE A. WAITE. M.A. HEAD OF DEPARTMENT OF DOMESTIC ART JULIA RICHMAX HIGH SCHOOL, KEW YORK CITY THE MACMILLAX COMPAXY 1919 All righU, reserved Copyright, 1919, By the MACMILLAN company. Set up and electrotyped. Published February, 1919. J. S. Gushing Co. — Berwick & Smith Co. Norwood, Mass., U.S.A. ; 155688 PREFACE This book has been written primarily to meet a need arising from the introduction of the study of textiles into the curriculum of the high school. The aim has been, there- fore, to present the subject matter in a form sufficiently simple and interesting to be grasped readily by the high school student, without sacrificing essential facts. It has not seemed desirable to explain in detail the mechanism of the various machines used in modern textile industries, but rather to show the student that the fundamental principles of textile manufacture found in the simple machines of primitive times are unchanged in the highl}^ developed and complicated machinerj^ of to-day. Minor emphasis has been given to certain necessarily technical paragraphs by printing these in type of a smaller size than that used for the body of the text. -

B.Des. (Fashion Design)
Faculty of Architecture and Planning, Integral University, Lucknow INTEGRAL UNIVERITY, LUCKNOW FACULTY OF ARCHITECTURE AND PLANNING B.Des. (Fashion Design) Scheme of Teaching, Examination & Syllabus (Session 2020-21) Faculty of Architecture and Planning, Integral University, Lucknow INTEGRAL UNIVERSITY, LUCKNOW B. DES. (Fashion Design) SCHEME OF TEACHING AND EXAMINATIONS B.Des.: I Semester w.e.f. 2020 -2021 Continuous Exam Teaching Exam & Subject Subject Assessments Examination Marks Time Subject Name Credits Sessional Code Category Hours/ Periods Marks (Hr) L Tu St/P Total T P/V Total BD101 PC Theory of Design-I 2 1 3 3 50 50 50 100 3 BD102 CF Ergonomics 2 1 3 3 50 50 50 100 3 BD103 CF Civilization Culture & Fashion 1 1 2 2 50 50 50 100 3 BD104 PD Communication skills 1 1 2 2 60 40 40 100 3 BD105 CF Sketching 1 2 3 3 60 40 40 100 - BD106 CF Visualization and Representation-I 1 4 5 3 60 40 40 100 - BD107 CF Model Making/ Workshop 1 3 4 3 60 40 40 100 - BD108 CF Basic Design-I 2 6 8 5 50 50 50 100 3 Total Credit’s Total 11 4 15 30 24 800 GRAND TOTAL Notes: A semester contains approximately of 16 working weeks (90 workdays) each. The examinations of all subjects are conducted at the end of the semester. The viva-voce and practical examinations of subjects are jointly conducted by two examiners: one internal and one external. Abbreviations: L = Lectures; Tu = Tutorial; St/P = Studio/Practical; T = Theory; P/V = Practical/Viva-voce, PC = Professional Core; CF = Core Foundation; DE = Departmental Elective; PD = Professional Development; HS = Human Sciences; AC = Applied Compulsory Course; BS = Building Sciences; OE = Other Departmental Elective; PE = Professional Elective Faculty of Architecture and Planning, Integral University, Lucknow INTEGRAL UNIVERSITY, LUCKNOW B. -

TEXTILES What Every Homemaker Should Know by Marion Weller, Division of Home Economics
IDqr Jtutnrr.atty nf fltuursnta AGRICULTURAL EXTENSION DIVISION Special Bulletin No. 15 University Farm, St. Paul October 1917 PublisJ.ed hy the University of Minnesota, College of Agriculture, Extension Division, A. D. Wilson, Director, and distributed in furtherance of the purposes of the coOperative agri cultural extension work provided for in the Act of Congress of May 8, 1914. TEXTILES What Every Homemaker Should Know By Marion Weller, Division of Home Economics INTRODUCTION The women of this country are realizing that an intelligent expenditure of the family income is necessary to efficient homemaking. An examination of household budgets, compil ed by investigators-the budgets of individuals and families living on the lowest incomes adequate for physical efficiency-reveals the fact that from 15 to 25 per cent of the income is spent for clothing and home furnishings. It is, moreover, a fact that women are increasingly the I direct retail purchasers; 90 per cent of the money spent for home maintenance , in this country is spent by women. The homemaker who is the purchaser of the clothing and household fabrics should, therefore, know how to buy eco I I nomically, and it is the purpose of this bulletin to give to her such in formation concerning textile fabrics as may be helpful in planning and buying for the household. " There was a time when the production of textiles or woven fabrics for the home was entirely within the home. Women were the creators of these utili ties and ' controlled the quality of the product. They knew when a piece of cloth was all wool and what grade of wool went into it. -

Llnstpaoisocial Circles 1 Mamheimersilks^St^L^T M
ao THE ST. PAUL GLOBIC, SUNDAY- SEPTEMBER 30, 1900. SrjS^*g(?^^SFam^^^S^^'^^ : Department \ p^l|77lir^;^;;:' ;7r;77:77:i::;: M^^i -7V.7 :^!;:;:m $]:Lam : Comet Mllllmvf. + We in C°" I -A __ '' \u25a0' "' are We are proud. of \u0084--• v, \u25bc #* : i_^ stant " reo6*?* of our Millinery? par- : -'? new in this ff^M.% rf r^l.vyfc^. goods lors. 7 And- we want 77... (W^'P-'*^ __> stPaoiSocial Circles §£ department, thus you to call and see /y^Sl' J \u25a0 --P lln >fc £& . - 1 : ' [keeping-our stock our Monday exhibit &£(§&s*£ e|; .^ V^^vaft- and complete. Sixth Streets, 0 Il&t-3_o_iiiiiiiliiiiiiiiiiiiiil&----&&r_^^^ _-> - mUa full \^_^ and Robert St. Paul, Minn. —-the most fashion- ra|P^/§£ >& — able ' V CENTRAL. noon in honor of Miss Alda Fry, who _^: _9^_^%-^'_w_? -^cc our new ace -conceits? f^.-^^^P^-s IN THE PARaUE \u25a0 leaves this week?to spend the winter in A JrnQ&iJll SfiT^y Robes. They are correct? dressers— _©- * rf the Those entertained were: Miss beautiful ex- more? Hats, Twilight after, East.? j\V'-*^ — and more *© falls, arid darkness Haecker, "Miss" ? ? Heeker, **P- ' "<®ik **-*&« '-\u25a0Swiftly"on Southern"air;" Barbara Miss* \u25a0'"__* ' ": elusive. Trimmings, the Jllcheson, Miss Qllman,* Jew'ett;- '^**^j_'%v£ more There is music, light and laughter Miss Miss ?' v-C^S/fel^ 5 -*. In the old Havana sQuare; Buck, Miss Thane, .St.? Pan': Miss "\Vid-* M Novelties .than can * V __> our *all imP j^/5 ::: Caballcro, Cuban maid,-. , . " Miss Benham and Mls>ss Carter, Min- 'Jf/'xxivK ' ortav MamheimerSilks^St^l^tIf you ;' ' nor.