Evolving Materials, Attributes, and Functionality in Consumer
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Imperial College London Department of Physics Graphene Field Effect
Imperial College London Department of Physics Graphene Field Effect Transistors arXiv:2010.10382v2 [cond-mat.mes-hall] 20 Jul 2021 By Mohamed Warda and Khodr Badih 20 July 2021 Abstract The past decade has seen rapid growth in the research area of graphene and its application to novel electronics. With Moore's law beginning to plateau, the need for post-silicon technology in industry is becoming more apparent. Moreover, exist- ing technologies are insufficient for implementing terahertz detectors and receivers, which are required for a number of applications including medical imaging and secu- rity scanning. Graphene is considered to be a key potential candidate for replacing silicon in existing CMOS technology as well as realizing field effect transistors for terahertz detection, due to its remarkable electronic properties, with observed elec- tronic mobilities reaching up to 2 × 105 cm2 V−1 s−1 in suspended graphene sam- ples. This report reviews the physics and electronic properties of graphene in the context of graphene transistor implementations. Common techniques used to syn- thesize graphene, such as mechanical exfoliation, chemical vapor deposition, and epitaxial growth are reviewed and compared. One of the challenges associated with realizing graphene transistors is that graphene is semimetallic, with a zero bandgap, which is troublesome in the context of digital electronics applications. Thus, the report also reviews different ways of opening a bandgap in graphene by using bi- layer graphene and graphene nanoribbons. The basic operation of a conventional field effect transistor is explained and key figures of merit used in the literature are extracted. Finally, a review of some examples of state-of-the-art graphene field effect transistors is presented, with particular focus on monolayer graphene, bilayer graphene, and graphene nanoribbons. -
Analysis Guide for Electronics/Electrical Product Designers
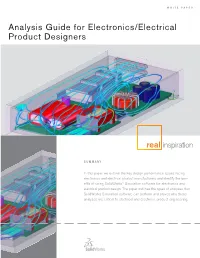
WHITE PAPER Analysis Guide for Electronics/Electrical Product Designers inspiration SUMMARY In this paper we outline the key design performance issues facing electronics and electrical product manufacturers and identify the ben- efits of using SolidWorks® Simulation software for electronics and electrical product design. The paper outlines the types of analyses that SolidWorks Simulation software can perform and proves why these analyses are critical to electrical and electronic product engineering. Introduction Analysis and simulation software has become an indispensable tool for the development, certification, and success of electronics and electrical products. In addition to having to meet federal requirements, such as standards regulating electromagnetic compatibility (EMC) and product safety, electronics and electri- cal products manufacturers must meet various industry standards, such as the Bellcore standard for telecommunications equipment and standards governing the reliability of printed circuit boards (e.g., all PCBs must be able to withstand 21 pounds of load in the center). Combined with customer and market demand for smaller, more compact, and lighter products, these requirements create competitive pressures that make flawless, reliable development of electronics and electrical products an absolute necessity. FIGURE 1: THE USE OF CFD MAKES IT POSSIBLE TO ELIMINATE EXPENSIVE PHYS- IcaL PROTOTYpeS, AND FIND SERIOUS FLAWS MUCH eaRLIER IN THE deSIGN PROCESS. Today’s electronics/electrical product manufacturers use analysis software to simulate and assess the performance of a variety of product designs, including consumer electronics, appliances, sophisticated instrumentation, electronics components, printed circuit boards, RF equipment, motors, drives, electrical con- trols, micro electromechanical systems (MEMS), optical networking equipment, electronics packaging, and semiconductors. Analysis software enables engi- neers to simulate design performance and identify and address potential design problems before prototyping and production. -

Console Games in the Age of Convergence
Console Games in the Age of Convergence Mark Finn Swinburne University of Technology John Street, Melbourne, Victoria, 3122 Australia +61 3 9214 5254 mfi [email protected] Abstract In this paper, I discuss the development of the games console as a converged form, focusing on the industrial and technical dimensions of convergence. Starting with the decline of hybrid devices like the Commodore 64, the paper traces the way in which notions of convergence and divergence have infl uenced the console gaming market. Special attention is given to the convergence strategies employed by key players such as Sega, Nintendo, Sony and Microsoft, and the success or failure of these strategies is evaluated. Keywords Convergence, Games histories, Nintendo, Sega, Sony, Microsoft INTRODUCTION Although largely ignored by the academic community for most of their existence, recent years have seen video games attain at least some degree of legitimacy as an object of scholarly inquiry. Much of this work has focused on what could be called the textual dimension of the game form, with works such as Finn [17], Ryan [42], and Juul [23] investigating aspects such as narrative and character construction in game texts. Another large body of work focuses on the cultural dimension of games, with issues such as gender representation and the always-controversial theme of violence being of central importance here. Examples of this approach include Jenkins [22], Cassell and Jenkins [10] and Schleiner [43]. 45 Proceedings of Computer Games and Digital Cultures Conference, ed. Frans Mäyrä. Tampere: Tampere University Press, 2002. Copyright: authors and Tampere University Press. Little attention, however, has been given to the industrial dimension of the games phenomenon. -

SCHEME of EXAMINATION and SYLLABI for BRIDGE COURSE
1 SCHEME OF EXAMINATION And SYLLABI for BRIDGE COURSE (Consumer Electronics) LEVEL IV SKILL COMPONENT Offered by University School of Engineering and Technology 1st SEMESTER to 2ndSEMESTER Guru Gobind Singh Indraprastha University Sector 16-C, Dwarka, Delhi – 110078 [INDIA] www.ipu.ac.in Scheme and Syllabi for B. Voc. (Consumer Electronics), w. e. f. batch 2015-16, approved in the 24th BOS of USET & AC Sub Committee Meeting of USET held on 31st July, 2015. 2 NOMENCLATURE OF CODES GIVEN IN THE SCHEME OF B.VOC 1. ET stands for Engineering and Technology. 2. AP stands for Architecture and Planning 3. V stands for Vocation. 4. MC stands for Mobile Communication. 5. SD stands for Software Development. 6. AE stands for Automobile. 7. CE stands for Consumer Electronics. 8. PT stands for Printing Technology. 9. CT stands for Construction Technology. 10. RA stands for Refrigeration & Air-Conditioning. 11. PD stands for Power Distribution Management. 12. ID stands for Interior Design. 13. AA stands for Applied Arts. 14. CS stands for Computer Science. 15. MS stands for Management Studies. 16. EN stands for Environmental Engineering 17. PH stands for Physics 18. AS stands for Applied Science. 19. HS stands for Humanities and Social Sciences. 20. SS stands for Social Services. 21. L/T stands for Lecture and Tutorial 22. P stands for Practical. 23. S/D stands for Drawing/Studio 24. P/D stands for Practical/Drawing Scheme and Syllabi for B. Voc. (Consumer Electronics), w. e. f. batch 2015-16, approved in the 24th BOS of USET & AC Sub Committee Meeting of USET held on 31st July, 2015. -
Hi-Tech & Consumer Electronics
Our Business Knowledge, Your Winning Edge. Hi-Tech & Consumer Electronics Hi-Tech & Consumer Electronics “Since becoming an independent company in 2004, Freescale has focused on becoming an agile, high- performance company. L&T Infotech has been a great asset throughout this journey. They have consistently delivered results and are a key partner in our IT and business transformation.” Sam Coursen, Former CIO, Freescale Semiconductor Industry Challenges L&T Infotech Advantage The average lifetime of technology products continues to shrink We, at L&T Infotech, believe in becoming the thought partners and“ hi-tech companies face stringent challenges across the for our clients through understanding their business as well as value chain to meet customer demands. They face the constant technical needs to provide the most suitable solution. For more need to be innovative and cost-effective in order to stay in the than 16 years, L&T Infotech has helped many semiconductor competition. The race to market has intensified and companies and consumer electronics manufacturing companies to meet are forced to stay proactive. Major challenges faced by hi-tech their customer needs in a better way. Our services are enriched companies across the value chain from technology & product by our parent company's seven-decade old long experience in planning till supply to market, sales & services are: the manufacturing domain. The advantages of partnering with < Limited information to make decisions L&T Infotech include the following: < Shorter product life cycle -
The Evolution of Electronic Systems Technology and Its Impact on Methods of Innovation Kevin Leahy and Dr
The Evolution of Electronic Systems Technology and its Impact on Methods of Innovation Kevin Leahy and Dr. Gary Oster Regent Global Business Review 8 regent.edu/rgbr Innovation is the creative development of a specific in new products, materials, computer-aided design product, service, idea, environment, or process with tools, and manufacturing processes. With the the fundamental goal of pleasing customers and rapid expansion of semiconductor technology and extracting value from its commercialization (Rogers, electronics packaging technology, entirely new design 2003; Oster, 2011). Purposeful differentiation and manufacturing disciplines also have evolved. must continue apace to avoid being overtaken by This has changed the nature and focus of innovation, historically known competitors, as well as those who significantly increasing the diversity of design teams have yet to appear on corporate radar (Hamel, 2002). and the need for collaboration across technical and If the rate of change outside the organization exceeds business disciplines. that inside the company, survival is highly unlikely (Slater, 2004). In this decade, failure to address The Historical Evolution of Electronics environmental pressures has caused thousands of companies to slash product development programs, and the Impact on Innovation reduce the size of the workforce, merge with other From the first patent issued to Alexander Graham companies, or close down entirely. To survive and Bell for the Telegraphy in 1876 (Inventors Hall thrive in the hyper-competitive global -

Consumer Electronics Show to Tout Web-Connected
Consumer Electronics Show to tout Web- connected TVs 5 January 2011, By Dawn C. Chmielewski and David Sarno It's about to get a lot harder to turn off the TV. A said Jason Kilar, chief executive of the Hulu online torrent of television-ready gadgets will hit the store video service. "You'll see unparalleled choice, from shelves this year, including dozens of phones and the standpoint of the consumer, when you open up tablet computers that will allow viewers to watch the Web through that screen." movies and TV shows from just about anywhere. Manufacturers are also sure to trot out a parade of The proliferation of viewing devices - including a new tablet computers, each hoping to compete with new generation of TV sets that connect to the Apple Inc.'s dominant iPad, which has sold more Internet - could boost the chances that viewers will than 7.5 million units since it launched in April. do what cable and satellite companies fear most: cancel their $70-a-month subscriptions in favor of The cast of iPad rivals is expected to include cheaper Web options. devices from Hewlett-Packard Inc., BlackBerry- maker Research in Motion Ltd. and perhaps "2010 was the year that people started Microsoft Corp. New tablets - like their cousin, the wondering, questioning if cord-cutting is real," said Web-connected TV - will also be video-friendly, with Phil Wiser, co-founder and president of Sezmi, a high-resolution screens that will let users watch service that allows users to watch TV from both movies and shows they can download from the local stations and online sources. -

20 V Dual N-Channel Power MOSFET with Industry-Low RDS(ON) in 2 Mm by 2 Mm Footprint Area
Product Group: Vishay Siliconix, MOSFETs / March 2014 Author: Kim Norton Tel: 1 408-970-5300 E-mail: [email protected] 20 V Dual N-Channel Power MOSFET With Industry-Low RDS(ON) in 2 mm by 2 mm Footprint Area Vishay Intertechnology, Inc. (NYSE: VSH) introduces a new dual n-channel TrenchFET® power MOSFET in the ultra-compact, thermally enhanced PowerPAK® SC-70 package. Designed to save space and increase power efficiency in portable electronics, the Vishay Siliconix SiA936EDJ features the industry's lowest on-resistance for 20 V (12 V VGS and 8 V VGS) devices at 4.5 V and 2.5 V gate drives in the 2 mm by 2 mm footprint area. Product Benefits: • Low on-resistance of 34 mΩ (4.5 V), 37 mΩ (3.7 V), and 45 mΩ (2.5 V) • Promotes more efficient use of power and longer battery run times • Reduces voltage drop at peak load current to prevent false triggering of under-voltage lock-out • Built-in ESD protection of 2000 V • Integrates two MOSFETs in one compact PowerPAK SC-70 package to save PCB space • Thermally enhanced package with a small footprint of 2.05 x 2.05 mm² • 100 % Rg tested • Halogen-free according to the JEDEC JS709A definition • Compliant to RoHS Directive 2011/65/EU The Key Specifications: • Drain-source voltage: 20 V • Gate-source voltage: ± 12 V • On-resistance: • 34 mΩ max at 4.5 V • 37 mΩ max at 3.7 V • 45 mΩ max at 2.5 V Product Group: Vishay Siliconix, MOSFETs / March 2014 Market Applications: • Load and charger switches, DC/DC converters, H-bridges, and battery protection for power management in smartphones, tablet PCs, -

Before the UNITED STATES FEDERAL TRADE COMMISSION Washington, D.C
Before the UNITED STATES FEDERAL TRADE COMMISSION Washington, D.C. 20580 In the Matter of Energy and Water Use Labeling for ) Consumer Products Under the Energy ) Policy and Conservation Act [“Energy ) 16 CFR Part 305 Labeling Rule”]; Proposed Rule ) RIN 3084-AB15 ) Television Labels, Matter No. R611004 ) COMMENTS OF THE CONSUMER ELECTRONICS ASSOCIATION Introduction The Consumer Electronics Association (CEA) is the preeminent trade association promoting growth in the $208 billion U.S. consumer electronics industry. CEA represents more than 2,000 companies involved in the design, development, manufacturing, distribution, sale and integration of audio, video, in-vehicle electronics, wireless and landline communications, information technology, home networking, multimedia and accessory products, as well as related services that are sold through consumer channels. CEA and its members have a significant interest in the Federal Trade Commission’s proposed amendments to its Energy Labeling Rule, as the rule currently covers televisions and may in the future cover other consumer electronics, pursuant to Section 325 of the Energy Independence and Security Act of 2007. CEA is active in several areas related to power consumption and energy efficiency in consumer electronics, including public policy, research and analysis, industry standards development, and consumer education. CEA supports energy use disclosures and welcomes the opportunity to provide comments during this proceeding. I. EnergyGuide labeling for televisions is now tied to a mandated test procedure that may not keep pace with the market. CEA recognizes the Commission’s need to ensure the television labeling requirements of its Energy Labeling Rule (Rule) are consistent with the Energy Policy and Conservation Act, which mandates that FTC labels reflect applicable U.S. -

Vehicle Technology Trends in Electronics for the North American Market; Opportunities for the Taiwanese Automotive Industry
Vehicle Technology Trends in Electronics for the North American Market; Opportunities for the Taiwanese Automotive Industry by December 2006 The statements, findings, and conclusions herein are those of the authors and do not necessarily reflect the views of the project sponsor. Table of Contents Table of Contents........................................................................................................................... i List of Tables................................................................................................................................. ii List of Figures ............................................................................................................................... ii List of Charts................................................................................................................................. ii Acknowledgements...................................................................................................................... iii Introduction ...................................................................................................................................1 Active Safety .................................................................................................................................2 Safety Systems..........................................................................................................................................2 Infotainment...............................................................................................................................................5 -

AN-500: Depletion-Mode Power Mosfets and Applications
INTEGRATED CIRCUITS DIVISION Application Note AN-500 Depletion-Mode Power MOSFETs and Applications AN-500-R03 www.ixysic.com 1 INTEGRATED CIRCUITS DIVISION AN-500 1 Introduction Applications like constant current sources, solid state relays, and high voltage DC lines in power systems require N-channel depletion-mode power MOSFETs that operate as normally-on switches when the gate-to-source voltage is zero (VGS=0V). This paper will describe IXYS IC Division’s latest N-channel, depletion-mode, power MOSFETs and their application advantages to help designers to select these devices in many industrial applications. Figure 1 N-Channel Depletion-Mode MOSFET D ID + G V + DS IG V - GS I - S S A circuit symbol for an N-channel depletion-mode power MOSFET is given in Figure 1. The terminals are labeled as G (gate), S (source) and D (drain). IXYS IC Division depletion-mode power MOSFETs are built with a structure called vertical double-diffused MOSFET, or DMOSFET, and have better performance characteristics when compared to other depletion-mode power MOSFETs on the market such as high VDSX, high current, and high forward biased safe operating area (FBSOA). Figure 2 shows a typical drain current characteristic, ID, versus the drain-to-source voltage, VDS, which is called the output characteristic. It’s a similar plot to that of an N-channel enhancement mode power MOSFET except that it has current lines at VGS equal to -2V, -1.5V, -1V, and 0V. Figure 2 CPC3710 - MOSFET Output Characteristics Output Characteristics (TA=25ºC) 300 270 VGS=0.0V 240 210 V =-1.0V 180 GS 150 (mA) D I 120 V =-1.5V 90 GS 60 V =-2.0V 30 GS 0 0123456 VDS (V) The on-state drain current, IDSS, a parameter defined in the datasheet, is the current that flows between the drain and the source at a particular drain-to-source voltage (VDS), when the gate-to-source voltage (VGS) is zero (or short-circuited). -

TSM2301A P-Channel Power MOSFET
TSM2301A Taiwan Semiconductor P-Channel Power MOSFET -20V, -2.8A, 130mΩ KEY PERFORMANCE PARAMETERS Features PARAMETER VALUE UNIT ● Advance Trench Process Technology ● High Density Cell Design for Ultra Low On- VDS -20 V resistance VGS = -4.5V 130 RDS(on) (max) mΩ VGS = -2.5V 190 Application Qg 7.2 nC ● Telecom power ● Consumer Electronics SOT -23 Notes: Moisture sensitivity level: level 3. Per J-STD-020 ABSOLUTE MAXIMUM RATINGS (TA = 25°C unless otherwise noted) PARAMETER SYMBOL LIMIT UNIT Drain-Source Voltage VDS -20 V Gate-Source Voltage VGS ±12 V (Note 1) TC = 25°C -2.8 Continuous Drain Current ID A TC = 100°C -1.6 (Note 2) Pulsed Drain Current IDM -10 A (Note 3) Continuous Source Current (Diode Conduction) IS -1 A TA = 25°C 0.7 Total Power Dissipation PDTOT W TA = 70°C 0.45 Operating Junction and Storage Temperature Range TJ, T STG - 55 to +150 °C THERMAL PERFORMANCE PARAMETER SYMBOL LIMIT UNIT Junction to Ambient Thermal Resistance (PCB mounted) RӨJA 175 °C/W Notes: RӨJA is the sum of the junction-to-case and case-to-ambient thermal resistances. The case thermal reference is defined at the solder mounting surface of the drain pins. RӨJA is guaranteed by design while R ӨCA is determined by the user’s board design. R ӨJA shown below for single device operation on FR-4 PCB in still air. Document Number: DS_P0000043 1 Version: C15 TSM2301A Taiwan Semiconductor ELECTRICAL SPECIFICATIONS (TC = 25°C unless otherwise noted) PARAMETER CONDITIONS SYMBOL MIN TYP MAX UNIT Static (Note 4) Drain-Source Breakdown Voltage VGS = 0V, ID = 250µA BV