MPTA-C7c-2010
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Development and Analysis of a Multi-Link Suspension for Racing Applications
Development and analysis of a multi-link suspension for racing applications W. Lamers DCT 2008.077 Master’s thesis Coach: dr. ir. I.J.M. Besselink (Tu/e) Supervisor: Prof. dr. H. Nijmeijer (Tu/e) Committee members: dr. ir. R.M. van Druten (Tu/e) ir. H. Vun (PDE Automotive) Technische Universiteit Eindhoven Department Mechanical Engineering Dynamics and Control Group Eindhoven, May, 2008 Abstract University teams from around the world compete in the Formula SAE competition with prototype formula vehicles. The vehicles have to be developed, build and tested by the teams. The University Racing Eindhoven team from the Eindhoven University of Technology in The Netherlands competes with the URE04 vehicle in the 2007-2008 season. A new multi-link suspension has to be developed to improve handling, driver feedback and performance. Tyres play a crucial role in vehicle dynamics and therefore are tyre models fitted onto tyre measure- ment data such that they can be used to chose the tyre with the best characteristics, and to develop the suspension kinematics of the vehicle. These tyre models are also used for an analytic vehicle model to analyse the influence of vehicle pa- rameters such as its mass and centre of gravity height to develop a design strategy. Lowering the centre of gravity height is necessary to improve performance during cornering and braking. The development of the suspension kinematics is done by using numerical optimization techniques. The suspension kinematic objectives have to be approached as close as possible by relocating the sus- pension coordinates. The most important improvements of the suspension kinematics are firstly the harmonization of camber dependant kinematics which result in the optimal camber angles of the tyres during driving. -
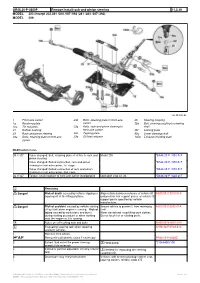
Remove/Install Rack-And-Pinion Steering 11.3.10 MODEL 203 (Except 203.081 /084 /087 /092 /281 /284 /287 /292) MODEL 209
AR46.20-P-0600P Remove/install rack-and-pinion steering 11.3.10 MODEL 203 (except 203.081 /084 /087 /092 /281 /284 /287 /292) MODEL 209 P46.20-2123-09 1 Front axle carrier 23b Bolts, retaining plate to front axle 25 Steering coupling 1g Retaining plate carrier 25a Bolt, steering coupling to steering 10a Tie rod joints 23g Bolts, rack-and-pinion steering to shaft 21 Rubber bushing front axle carrier 25f Locking plate 23 Rack-and-pinion steering 23n Tapping plate 80a Lower steering shaft 23a Bolts, retaining plate to front axle 23q Oil lines retainer 105d Exhaust shielding plate carrier Modification notes 29.11.07 Value changed: Bolt, retaining plate of oil line to rack-and- Model 203 *BA46.20-P-1001-01F pinion steering Value changed: Bolted connection, rack-and-pinion *BA46.20-P-1002-01F steering to front axle carrier, 1st stage Value changed: Bolted connection of rack-and-pinion *BA46.20-P-1002-01F steering to front axle carrier, 2nd stage 30.11.07 Torque, retaining plate to front axle carrier incorporated Operation step 23, 24 *BA46.20-P-1004-01F Removing Danger! Risk of death caused by vehicle slipping or Align vehicle between columns of vehicle lift AS00.00-Z-0010-01A toppling off of the lifting platform. and position four support plates at vehicle lift support points specified by vehicle manufacturer. Danger! Risk of accident caused by vehicle starting Secure vehicle to prevent it from moving by AS00.00-Z-0005-01A off by itself when engine is running. Risk of itself. -

Design of Constant Velocity Coupling
Design of Constant Velocity Coupling Prof. A. A. Moghe1, Mr. Yuvraj Patil2, Mr. Mayur Pawar³, Mr. Akshaykumar Thaware4, Mr. Nitin Thorawade5 1Assistant Professor, 2,3,4,5UG Students Department of Mechanical Engineering Sppu, PVPIT, Pune, Mahrashtra, India ABSTRACT: A coupling is mechanical device used to connect two shafts together at their ends for the purpose of transmission of power. The basic role of couplings is to join two parts of rotating elements while permitting some degree of misalignment or end movement or both. Presently Oldham’s coupling and Universal joints are used for parallel offset power transmission and angular offset transmission. These joints have limitations on maximum offset distance, angle, speed and result in vibrations, noise and low efficiency (below 70%). These limitations can be overcome with Thompson constant velocity (CV) coupling which offers features like minimizing side loads, higher misalignment capabilities, more operating speeds, improved efficiency of transmission and many more. The constant velocity joint is an alteration in design that offers up to 18 mm parallel offset and 21-degree angular offset, at high speeds up to 2000 or 2500 rpm at 90% efficiency. This design lowers cost of production, space requirement and simply technology of manufacture as compared too present CVJ in market. This paper presents review on constant velocity joints/couplings design and optimization. Keywords: Thompson constant velocity joint, Optimization & design, Constant velocity couplings, Parallel Offset, Angular Offset, Power Transmission. [I] INTRODUCTION The basic function of a power transmission coupling is to transmit torque from an input/driving shaft to an output/driven shaft at a specified shaft speed. -
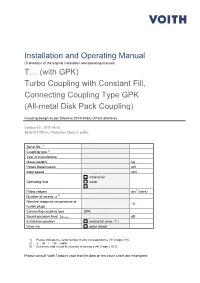
Installation and Operating Manual
Installation and Operating Manual (Translation of the original installation and operating manual) T… (with GPK) Turbo Coupling with Constant Fill, Connecting Coupling Type GPK (All-metal Disk Pack Coupling) including design as per Directive 2014/34/EU (ATEX directive) Version 10 , 2017-06-01 3626-011700 en, Protection Class 0: public Serial No. 1) Coupling type 2) Year of manufacture Mass (weight) kg Power transmission kW Input speed rpm mineral oil Operating fluid water Filling volume dm3 (liters) Number of screws z 3) Nominal response temperature of °C fusible plugs Connecting coupling type GPK Sound pressure level LPA,1m dB Installation position horizontal (max. 7°) Drive via outer wheel 1) Please indicate the serial number in any correspondence ( Chapter 18). 2) T...: oil / TW...: water. 3) Determine and record the number of screws z ( Chapter 10.1). Please consult Voith Turbo in case that the data on the cover sheet are incomplete. Turbo Coupling with constant fill (Connecting Coupling Type GPK) Contact Contact Voith Turbo GmbH & Co. KG Division Industry Voithstr. 1 74564 Crailsheim, GERMANY Tel. + 49 7951 32 599 Fax + 49 7951 32 554 [email protected] www.voith.com/fluid-couplings 3626-011700 en This document describes the state of de- 011700 sign of the product at the time of the - editorial deadline on 2017-06-01. / 3626 / 10 01 - 06 Copyright © by - Voith Turbo GmbH & Co. KG / 2017 / This document is protected by copyright. public 0: It must not be translated, duplicated (mechanically or electronically) in whole or in part, nor passed on to third parties without the publisher's written approval. -

OK Shaft Couplings Contents
OK shaft couplings Contents The clever connection 3 OK couplings explained 4 OKCX and OKFX – friction-coated shaft coupling from SKF 6 More than 50 000 connections 8 Shaft couplings OKC 045 – 090 9 OKC 100 – 190 10 OKC 200 – 400 11 OKC 410 – 490 12 OKC 500 – 520 12 OKC 530 – 1000 13 Friction-coated shaft couplings OKCX 100 – 210 14 OKCX 220 – 490 15 OKCX 500 – 690 16 OKCX 700 – 900 17 Flange couplings OKF 100 – 300 18 OKF 310 – 700 19 Hydraulic rings and propeller nuts OKTC 245 – 790 20 Your individual offer 21 Tailor-made OK couplings 22 Power transmission capacity 23 Shafts 24 Conversion tables 24 Hollow shafts for OKC couplings 25 Hollow shafts for OKF couplings 25 Modular equipment for mounting and dismounting 26 Oil 28 Approved by all leading classiication societies 28 Locating device for outer sleeve and nut 29 Mounting arrangements for OK couplings 29 The SKF Supergrip Bolt cuts downtime 30 22 The clever connection When using OK couplings for shaft connections, you are gaining ben- When the outer sleeve has reached its inal position, an interference eit from the advantages of our powerful oil injection method it is created just as if the outer sleeve had been heated and shrunk on But no heat is required, and the coupling can be removed as eas- Preparation of the shaft is simple There are no keyways to machine, ily as it was mounted no taper and no thrust ring This powerful use of friction enables the OK coupling to transmit When mounting OK coupling, a thin inner sleeve with a tapered outer torque and axial loads over the entire -
Getting Started with Lotus Suspension Analysis
VERSION 5.01 GETTING STARTED WITH LOTUS SUSPENSION ANALYSIS VERSION 5.04 The information in this document is furnished for informational use only, may be revised from time to time, and should not be construed as a commitment by Lotus Cars Ltd or any associated or subsidiary company. Lotus Cars Ltd assumes no responsibility or liability for any errors or inaccuracies that may appear in this document. This document contains proprietary and copyrighted information. Lotus Cars Ltd permits licensees of Lotus Cars Ltd software products to print out or copy this document or portions thereof solely for internal use in connection with the licensed software. No part of this document may be copied for any other purpose or distributed or translated into any other language without the prior written permission of Lotus Cars Ltd. ©2015 by Lotus Cars Ltd. All rights reserved. CONTENTS 1 - INTRODUCING LOTUS SUSPENSION ANALYSIS 1.1 Overview ..................................................................................1 1.2 What is Lotus Suspension Analysis? .......................................2 1.3 Normal Uses of Lotus Suspension Analysis.............................2 1.4 Overall Concepts......................................................................2 1.5 Coordinate system ...................................................................3 1.6 Default Sign convention ...........................................................3 1.7 About the Tutorials ...................................................................4 2 - GETTING STARTED -
High Precision Rack and Pinion Main Features High Precision High Loading High Speed Low Noise Long Life-Time Quick Delivery
High Precision Rack and Pinion Main Features High Precision High Loading High Speed Low Noise Long Life-Time Quick Delivery APEX is the ONLY ONE manufacturer worldwide who produces rack strictly according to specifications regarding : Geometrical Tolerance of all Dimensions Defined Straightness, Parallelism and Perpendicularity Helical Angle and Pressure Angle with Tolerance Defined Surface Roughness of Teeth Defined Hardness and Thickness of the Hardened Layer on the Teeth. APEX is also the ONLY ONE of the world leading brands who designs and produces rack, pinion and gearbox by its own, and provides well coordinated high-quality transmission sets to fulfill different industrial requirements. 1 Content Requirement of High-Precision Rack Page 3 Declaration of Tolerance 7 Induction Hardening for Rack 11 Heat-Treatment for Pinion 12 Rack Quality and Application 13 Rack Order Code 14 Rack with Helical Teeth 15 Rack with Helical Teeth ( with Linear-Guide Interface, 90° Type ) 27 Rack with Helical Teeth ( with Linear-Guide Interface, 180° Type ) 28 APEX High Precision Pinion 29 APEX Pinion with Curvic Plate 30 Pinion Order Code 31 Pinion with Helical Teeth ( Curvic Plate / EN ISO 9409-1-A ) 32 Pinion with Helical Teeth ( Welded Plate / EN ISO 9409-1-A ) 37 Pinion with Helical Teeth ( Teeth Plate / EN ISO 9409-1-A ) 43 Pinion with Helical Teeth ( DIN 5480 / Spline ) 48 Pinion with Helical Teeth ( Keyway for APEX AF- / PII-Series ) 50 Pinion with Helical Teeth ( Keyway ) 52 Pinion with Helical Teeth ( Long Shaft with Keyway for Hollow-Shaft ) -

Tire Couplings
Tire Couplings www.koreacoupling.co.kr Coupling Selection Coupling Selection How to Select Standard Selection The Standard Selection may be used for engine driven, motor, or turbine applications. The following information is required: • Application or equipment type (motor to pump, reducer to conveyor, etc.) • Shaft diameters (mm) • Gaps between shafts (mm) • Speed (RPM) • Horsepower or torque (Nm) 1. Rating : Determine system torque. Torque is calculated as follows : kW × 9,550 kW × 974 Ⅰ. Torque (Nm) = Ⅱ. Torque (Kg.m) RPM RPM 2. Service Factor : Determine appropriate service factor from page. 5-6 3. Minimum Coupling Rating : Determine the required minimum coupling rating as follows : Minimum Coupling Rating = Service Factor x Torque (Nm) 4. Type : Select the appropriate coupling type 5. Size : Trace the Toque column to find the value that is equal or greater than value from Step 3. 6. Check : Check speed (RPM), bore, gap and dimensions. Formula Selection The Standard Selection should be used for most coupling selections. The Formula Selection procedure below should be used for: • High Peak Loads. • Brake Applications (Brake disc or brake wheel is an integral part of coupling) Using the Formula Selection and providing system peak torque and frequency, duty cycle, and brake torque rating will allow for a more refined selection. 1. High Peak Loads : Use formula A or B for applications which involve motors with higher than normal torque characteristics. Applications should also be those with intermittent operations, including shock loading, inertia effects due to starting and stopping, system-induced repetitive high peak torques. System Peak Torque is the maximum torque that can exist in the system. -

Clutch Couplings FW/FWW Overrunning Ball Bearing Supported, Sprag Clutch Couplings
Clutch Couplings FW/FWW Overrunning Ball Bearing Supported, Sprag Clutch Couplings and intermediate speed outer race FW Series overrunning . They are usually selected for inner race overrunning . Where outer race Typical Applications overrunning is necessary, use the AL . KMSD2 clutch coupling . FW clutch couplings accommodate angular and parallel misalignment, are torsionally stiff and can couple shafts of different sizes . Increased clutch-coupling speeds are possible with FSO clutches having steel For in-line shaft applications labyrinth grease seals . Outer race overrunning— C/T is ideal for applications with high View from intermediate speed speed outer race overrunning and slow this end Inner race overrunning— drive speed . high speed Models 403 through 712 are equipped with PCE sprags and are shipped from the FW clutch couplings are comprised of Drive Shaft Driven Shaft factory with Mobil DTE Heavy Medium Oil an FSO clutch with a disc coupling . The or Low-Temp Grease . Model FSO clutch can not accommodate Coupling Clutch any misalignment, so a coupling is always FW-752 through 812 clutches are shipped The FW Series clutch coupling is required for shaft to shaft in-line mounting . from the factory with Fiske Brothers designed for inner race overrunning . The FW clutch couplings are designed AERO-Lubriplate Low-Temp Grease or Mount the clutch half of the unit on the for high speed inner race overrunning Mobile DTE Heavy Medium Oil . driven shaft . FWW Series C/T sprags are available in FWW series . The FWW Series clutch coupling is designed for inner race overrunning . Increased clutch-coupling speeds are Mount the drive coupling on the drive possible with FSO clutches having steel shaft and the driven coupling on the labyrinth seals . -

Shaft Couplings
BEST PRACTICES Shaft Couplings The marriage of engine to propeller shaft is the most essential link in the drivetrain. Get it wrong at your peril. Text and photographs by hile relatively simple in design (Note: The bushing is vulnerable to Steve D’Antonio Wand construction, propeller shaft damage when not mated to the trans couplings are the sole mechanical tie in mission.) The two round flanges are the drivetrain between the propeller secured to each other with multiple shaft and the transmission and engine. common fasteners running through To fulfill their essential role in a boat’s them. While these are the basics, there propulsion system, they must be prop are variations. erly selected and installed. The design of a coupling is simple. Coupling Types It’s a wide, flat flange mounted on the For vessels up to about 75' (22.9m), end of a driveshaft that interfaces with there are three common styles. The a mating face on the transmission’s out solid, or straight-bore, coupling relies put coupling. To keep the two faces on a bore the same diameter from end Above—In this split shaft coupling, grade 8 machine screws fasten the centered on each other, the shaft cou to end, and engages the propeller shaft pinch and the flange. The flange pling incorporates a male pilot bush with a light interference fit. It is typi cap screws are too short; they should ing, which stands proud of the face and cally pushed onto the propeller shaft protrude slightly beyond the nut. Note registers with a corresponding female using a mallet, or a maul and block of the coupling is designed to be pinned. -

Installation of Rack and Pinion
Installation of Rack and Pinion 1. General Description 1.1 This instruction is written for the personnel that is related to the installation, transport, storage and maintenance of this transmission system. Please make sure to understand this instruction and work accordingly to the accident prevention regulations and safety laws in the local territory before any operation. Incorrect installation, maintenance or insufficient protection would lead to unpredictable damages. The manufacturer of this transmission system will not assume any responsibility for any non-compliant or unsuitable operation which leads to personal injury or property damage. 1.2 For the maximal permissible driving force or torque of the rack please refer to the homepage of APEX DYNAMICS under: www.apexdyna.com Any loading over the maximal permissible driving force or torque of the rack will be considered as incorrect application. 1.3 Safety Warnings The following symbols show the warning and the precaution. Warning to potential danger which can lead to serious personal injury and/or system damage. Warning to possible environment pollution. Warning to potential danger and risk during transport or lifting work. 1.4 Make sure to switch off the power supply during installation, maintenance. Any non-compliant or unsuitable operation can lead to personal injury or property damage Make sure the system can not be switch on during the maintenance. Make sure to prevent any involving of any foreign objects. Make sure all the safety equipments are effective before starting the operation again. 1.5 Apply sufficient lubrication during the operation. The lubrication oil or grease will pollute the soil and water. -

A Study of Lateral Vehicle Control Under a 'Virtual' Force Framework
A Study of Lateral Vehicle Control Under a ‘Virtual’ Force Framework Eric J. Rossetter J. Christian Gerdes Design Division Design Division Department of Mechanical Engineering Department of Mechanical Engineering Stanford University Stanford University Stanford, California 94305-4021 Stanford, California 94305-4021 Email: [email protected] Email: [email protected] Abstract Future automotive safety functions, such as lanekeeping and collision avoidance, link the vehicle dynamically to its environment. As a result, a combination of the mechanical system dynamics and the virtual link to the roadway or obstacles determines the vehicle motion. This paper looks at the combined influence of decoupling lateral and yaw modes, preview distance, and controller damping on the stability and performance of lateral controllers. The effects of these characteristics are studied using an intuitive ‘virtual’ forces analogy where the control inputs are viewed as a single force acting on the vehicle. With the ability to influence the coupling between lateral and yaw modes, the ‘virtual’ control force can be shifted along the length of the vehicle. For stability, this force must be applied in front of the neutral steer point. In addition, shifting this control force can give satisfactory system behavior with a minimal preview distance. The benefits of lookahead are also explored under this framework, giving well behaved responses without the addition of controller damping. The combination of lookahead and damping on the velocity states allows complete freedom in designing the system response. 1 Introduction As automobiles incorporate new drive-by-wire technologies it will be possible to implement lateral controllers on passenger vehicles for collision avoidance and lanekeeping [1] [2].