Mermet Technical Fabric Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wavebid > Buyers Guide
Auction Catalog March 2021 Auction Auction Date: Sunday, Feb 28 2021 Bidding Starts: 12:00 PM EST Granny's Auction House Phone: (727) 572-1567 5175 Ulmerton Rd Email: grannysauction@gmail. Ste B com Clearwater, FL 33760 © 2021 Granny's Auction House 02/28/2021 07:36 AM Lot Title & Description Number 12" x 16" Wyland Lucite Limited Edition Orca Family Statue - Free form clear lucite form reminiscent of ice with sun softened edges 1 holding family pod of 3 Orcas/ killer whales, etched Wyland signature lower left, numbered 105/950 lower right - in house shipping available 2 6" x 4" Russian Lacquerware Box Signed and Numbered with Mythic Cavalry Scene - Black Ground, Bright Red Interior - In House Shipping Available Tiffany & Co. Makers Sterling Silver 6 1/2" plate - 16052 A, 7142, 925-1000, beautiful rimmed plate. 5.095 ozt {in house shipping 3 available} 2 Disney Figurines With Original Boxes & COA - My Little Bambi and Mothe # 14976 & Mushroom Dancer Fantasia. {in house shipping 4 available} 2 Art Glass Paperweights incl. Buccaneers Super Bowl Football - Waterford crystal Super Bowl 37 Buccaneers football #1691/2003 & 5 Murano with copper fleck (both in great condition) {in house shipping available} 6 Hard to Find Victor "His Master's Voice" Neon Sign - AAA Sign Company, Coltsville Ohio (completely working) {local pick up or buyer arranges third party shipping} 7 14K Rose Gold Ring With 11ct Smokey Topaz Cut Stone - size 6 {in house shipping available} 8 5 200-D NGC Millennium Set MS 67 PL Sacagawea Dollar Coins - Slabbed and Graded by NGC, in house shipping available Elsa de Bruycker Oil on Canvas Panting of Pink Cadillac Flying in to the distance - Surrealilst image of cadillac floating above the road 9 in bright retro style, included is folio for Elsa's Freedom For All Statue of Liberty Series - 25" x 23" canvas, framed 29" x 28" local pick up and in house shipping available 10 1887 French Gilt Bronze & Enamel Pendent Hanging Lamp - Signed Emile Jaud Et Jeanne Aubert 17 Mai 1887, electrified. -

Sheerweave-Brochure-V17.Pdf
WEAVING EXCELLENCE WITH INNOVATION ® 1 AN INTRODUCTION SheerWeave® interior sun control fabrics provide the perfect balance of light, comfort and beauty, making them the ideal window covering solution for residential and commercial spaces alike. A sleek and functional alternative to ordinary window coverings, SheerWeave effortlessly and elegantly manages the sun’s harsh heat and blinding glare. MULTI-FUNCTIONAL SheerWeave filters and diffuses light while reducing glare and solar heat gain, conserving energy and helping to create a more comfortable environment. SheerWeave also helps reduce the fading of interior furnishings and flooring by protecting these surfaces from the sun’s harmful effects. And unlike many window treatments, SheerWeave allows excellent outward visibility – even when shades are lowered – to maintain optimal views. UNMATCHED STYLE From modern, neutral hues to subtly-textured, organic weaves in warm earth tones, these fabrics are the perfect complement to any interior design scheme. SheerWeave fabrics are also available in a variety of openness factors ranging from one to 25 percent and wide widths to cover large window openings. Simple, clean and classic, SheerWeave can be fabricated into many different types of window treatments, and the aesthetic quality of these fabrics allows them to easily pair with other draperies and window coverings. QUALITY SECOND TO NONE Phifer’s quality standards are among the highest in the world. SheerWeave fabrics are manufactured in our state-of-the-art facility in Tuscaloosa, Alabama USA under strict guidelines through ISO-certified production processes. From yarn coating to packaging, every step of the production process is checked to ensure only the finest quality fabrics are given the SheerWeave name. -
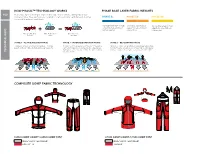
How Phasic™ Technology Works
PMS 301 PMS Process Blue PMS 110 PMS 107 PMS 301 PMS Process Blue HOW PHASIC™ TECHNOLOGY WORKS PHASE BASE LAYER FABRIC WEIGHTS 180 Phasic™ base layer technology is engineered for superior performance during stop-and-go interval activities. Phase garments are designed to retain less moisture and dry faster, keeping PHASE SL PHASE SV PHASE AR the user drier and more comfortable. PMS 301 Superlight base layer for high SeverePMS 152 base layer for high All-roundPMS 110 base layer for high PMS Process Blue output interval activities in outputPMS 136 interval activities in outputPMS 107 interval activities in warmer weather. cold weather. cold weather. Moisture Wicking 100% Hydrophobic Bi-component Phi Yarns Yarns Structure STAGE 1 - ACTIVE/WICKING PHASE STAGE 2 - INTENSE/DISPERSION PHASE STAGE 3 - REST/DRYING PHASE Entering an active phase, Phi yarns rapidly pull moisture Phi yarns work to disperse moisture across the entire Hydrophobic yarns, along with the broadly dispersed moisture away from the skin while the hydrophobic yarns stay dry. garment, helping to regulate body temperature. PMS 110 from the Phi yarns, combine to allow Phasic™ fabric to dry quickly Hydrophobic yarns stay dry and limit the fabric’s ability PMS 107 during a rest phase, keepingPMS theCool user Gray warm 8 and comfortable.PMS 152 TECHNICAL INFO to hold moisture. PMS Cool Gray 3 PMS 136 PMS 152 PMS 136 PMS Cool Gray 8 PMS Cool Gray 3 COMPOSITE GORE® FABRIC TECHNOLOGY PMS Cool Gray 8 PMS Cool Gray 3 ALPHA COMP HOODY / ALPHA COMP PANT LITHIC COMP HOODY / LITHIC COMP PANT GORE® FABRIC TECHNOLOGY GORE® FABRIC TECHNOLOGY FORTIUS™ 1.0 TRUSARO™ MAPP-MERINO ADVANCED INSULATED STORMHOOD™ ROLLTOP™ CLOSURE TECHNOLOGIES AND PERFORMANCE PROGRAM Insulated hood designed for full weather protection. -

National Register of Historic Places Registration Form
NPS Form 10-900 OMB No. 1024-0018 United States Department of the Interior National Park Service National Register of Historic Places Registration Form This form is for use in nominating or requesting determinations for individual properties and districts. See instructions in National Register Bulletin, How to Complete the National Register of Historic Places Registration Form. If any item does not apply to the property being documented, enter "N/A" for "not applicable." For functions, architectural classification, materials, and areas of significance, enter only categories and subcategories from the instructions. 1. Name of Property Historic name: _Ishpeming Main Street Historic District_____________ Other names/site number: _N/A_________________________________ Name of related multiple property listing: _N/A______________________________________________________ (Enter "N/A" if property is not part of a multiple property listing ____________________________________________________________________________ 2. Location Street & number: _Generally, Main Street between Front and Division Streets including selected contiguous properties on Front Street and East and West Division Streets_ City or town: _Ishpeming___ State: _Michigan___ County: _Marquette __ Not For Publication: N/A Vicinity: N/A ____________________________________________________________________________ 3. State/Federal Agency Certification As the designated authority under the National Historic Preservation Act, as amended, I hereby certify that this ___ nomination ___ request -

Checklist for Textiles U.S.A
THE MUSEUM OF MODERN ART 11 WEST 53 STREET, NEW YORK 19, N. Y. TELEPHONE: CIRCLE 5-8900 No. &• TENTATIVE AND CONFIDENTIAL CHECKLIST FOR TEXTILES U.S.A. Home Furnishings Category Anderson Studio of Handweaving - East Gloucester, Massachusetts. Drapery material. Cotton, viscose and Jute. Designed by Beatrice Anderson, 1951*. Thelma Becherer - West Franklin, New Hampshire. Tapestry. Handwoven of green, yellow and clear "velon" plastic, with dried horsetails and cattails. Plain weave. 1956. Monica Bella Broner, Tapestry. "Fur Weave." Wool, cotton and fur strips, 195^• Bill Carter and Dodie Childs - Chicago, Illinois. Roll Shade, Handwoven matchstick bamboo across multicolored and textured cotton, wool and metallic yarn warp, 1955* Arundell Clarke Drapery fabric. "Strocm Draden". Handscreened white print on trans parent white silk. Designed by Pierre Kleykamp, 1955. Drapery fabric, "Primitive Forms." Handscreened black print on brown cotton. Designed by Baldwin-Machado, 1950, Drapery fabric. "10,000 B.C." Cotton jacquard, charcoal on white. Designed by Naomi Raymond, 1952. Cohn-Hall-Marx Co, (For Colvin, see Bertha Schaefer Callery - Page 3.) Upholstery fabric, Saran and metal, novelty weave. Brown, 1955. Fazakas Fabrics, Inc. Drapery fabric, "Hit & Miss," Black spray on white cotton batiste, Designed by DoneIda Fazakas, 1950, Qeraldine Punk - Lancaster, Pennsylvania, Window ahade, Handwoven red and rust cotton and rayon warp. Banana bark and coconut cord weft. 1950, Screen, Handwoven in Puerto Rico, White string warp,, white jnaguey and coconut sliver weft, 19^8, % Ginstrom - Cedar Falls, Iowa. Screen. "Scallops." Handwoven, handtied openwork; all linen panel. 1955. folding Decorative Fabrics. Drapery fabric. "Torero-Vermilion 33." Silk screened cotton sateen. Designed by Otto and Grete Wollner,1955» LiUy E. -

Basic of Textiles
BASIC OF TEXTILES BFA(F) 202 CC 5 Directorate of Distance Education SWAMI VIVEKANAND SUBHARTI UNIVERSITY MEERUT 250005 UTTAR PRADESH SIM MOUDLE DEVELOPED BY: Reviewed by the study Material Assessment Committed Comprising: 1. Dr. N.K.Ahuja, Vice Chancellor Copyright © Publishers Grid No part of this publication which is material protected by this copyright notice may be reproduce or transmitted or utilized or store in any form or by any means now know or here in after invented, electronic, digital or mechanical. Including, photocopying, scanning, recording or by any informa- tion storage or retrieval system, without prior permission from the publisher. Information contained in this book has been published by Publishers Grid and Publishers. and has been obtained by its author from sources believed to be reliable and are correct to the best of their knowledge. However, the publisher and author shall in no event be liable for any errors, omission or damages arising out of this information and specially disclaim and implied warranties or merchantability or fitness for any particular use. Published by: Publishers Grid 4857/24, Ansari Road, Darya ganj, New Delhi-110002. Tel: 9899459633, 7982859204 E-mail: [email protected], [email protected] Printed by: A3 Digital Press Edition : 2021 CONTENTS 1. Fiber Study 5-64 2. Fiber and its Classification 65-175 3. Yarn and its Types 176-213 4. Fabric Manufacturing Techniques 214-260 5. Knitted 261-302 UNIT Fiber Study 1 NOTES FIBER STUDY STRUCTURE 1.1 Learning Objective 1.2 Introduction 1.3 Monomer, Polymer, Degree of polymerization 1.4 Student Activity 1.5 Properties of Fiber: Primary & Secondary 1.6 Summary 1.7 Glossary 1.8 Review Questions 1.1 LEARNING OBJECTIVE After studying this unit you should be able to: ● Describe the Natural Fiber. -

Goochland Courthouse Security Screening Project Goochland County, Virginia
GOOCHLAND COURTHOUSE SECURITY SCREENING PROJECT GOOCHLAND COUNTY, VIRGINIA Project Number: 186006 December 14, 2018 Construction Documents - Project Specifications Architect: ENTEROS DESIGN Civil Engineer: SILVERCORE Structural Engineer: LYNCH MYKINS MEP Engineers: INVERSITY ENGINEERS VOLUME 1 GOOCHLAND COURTHOUSE SECURITY SCREENING PROJECT PROJECT NUMBER: 186006 TABLE OF CONTENTS GOOCHLAND COURTHOUSE SECURITY SCREENING PROJECT GOOCHLAND, VIRGINIA DATE: December 14, 2018 – CONSTRUCTION DOCUMENTS. BID & CONTRACT DOCUMENTS TABLE OF CONTENTS LIST OF DRAWINGS INVITATION FOR BIDS (IFB) (PROVIDED BY OWNER SEPARATELY FROM SPECIFICATION BINDER) INSTRUCTIONS TO BIDDERS (ITB) (PROVIDED BY OWNER SEPARATELY FROM SPECIFICATION BINDER) TERMS AND CONDITIONS (EXCEPTIONS TO AIA A201) (PROVIDED BY OWNER SEPARATELY FROM SPECIFICATION BINDER) BID FORM (PROVIDED BY OWNER SEPARATELY FROM SPECIFICATION BINDER) DRAFT AGREEMENT (PROVIDED BY OWNER SEPARATELY FROM SPECIFICATION BINDER) 004314 BIDDERS REQUEST FOR INTERPRETATION FORM 006000 PROJECT FORMS STATEMENT OF SPECIAL INSPECTIONS GEOTECHNICAL REPORT (REFERENCE ONLY – NOT A PART OF THE CONTRACT DOCUMENTS) DIVISION 01 - GENERAL REQUIREMENTS 011000 SUMMARY 012200 UNIT PRICES 012300 ALTERNATES 012500 SUBSTITUTION PROCEDURES 012600 CONTRACT MODIFICATION PROCEDURES 012900 PAYMENT PROCEDURES 013100 PROJECT MANAGEMENT AND COORDINATION 013200 CONSTRUCTION PROGRESS DOCUMENTATION 013233 PHOTOGRAPHIC DOCUMENTATION 013300 SUBMITTAL PROCEDURES 014000 QUALITY REQUIREMENTS 014200 REFERENCES 015000 TEMPORARY FACILITIES AND -

Plain Weave Derivatives & Beyond: Weaves with Floats
PLAIN WEAVE DERIVATIVES & BEYOND: WEAVES WITH FLOATS In plain weave the wef travels over and under alternate Block Block Block Block warp threads on one pick, then under and over them on B A B A B A 4 4 4 4 the next. Two "controls" (hereafer called shafs) are 3 3 3 3 3 3 3 required, one to raise odd-numbered warp ends and one 2 2 2 2 2 2 2 1 1 1 1 to raise even-numbered ones. When warp threads for plain weave are distributed on more than one pair of / / shafs, it becomes possible to produce interlacements in / plain weave addition to plain weave, at which point the interlacement / / may become a new weave structure. It's not just plain / weave any more! / / In such drafs, two (or more) pairs of shafs can each / produce plain weave. Te different pairs of shafs can / / (usually) be combined to produce plain weave across the / width of the fabric, but they no longer have to. One can / f / oats weave plain weave, while the other does something else. / When a threading can be made to do plain weave in / / some areas and something else in others, the weave / structure is no longer plain weave, and the threads / grouped on the different pairs of shafs have become / / BLOCKS. / / BLOCKS: Groups of threads (i.e., pairs of shafs and treadles, in this case) that can produce a background texture (e.g., plain weave) or a pattern texture (“something else”) independently of other groups. In the structures reviewed here, what makes the something else are FLOATS. -

Plynyl® Tile Flooring Plynyl® W2w Flooring Custom Floor Mats
2017 - 2018 CONTRACT COLLECTION Volume 1 PLYNYL® TILE FLOORING PLYNYL® W2W FLOORING CUSTOM FLOOR MATS 2017 Vol.01 PLYNYL® TILE FLOORING PLYNYL® W2W FLOORING CUSTOM FLOOR MATS Over sixteen years ago, New York designer Sandy Chilewich introduced her first woven textiles to the international design community. Together with Joe Sultan, her architect husband and partner, Chilewich designs and produces a growing range of textiles. The collection is suitable for covering floors and walls, as well as windows and furniture in hotels, corporate offices, spas, restaurants and private residences. The firm’s ongoing innovations in material development provide functional design solutions that are both modern and easy to maintain. Please see Volume 2 for our Wall Textiles, Window Coverings and Upholstery Fabric. TerraStrand® ENVIRONMENTAL INITIATIVES • Chilewich uses renewable vegetable based compounds in its fabrics. The yarns and the fabrics made from them are called TerraStrand®. • Chilewich products have 25% to 60% recycled and renewable content qualifying for LEED points. • Chilewich products are low VOC and qualify for LEED points as they comply with the Green Label Plus program. • Chilewich products contain Microban® and inhibit the growth of mold and mildew. • All Chilewich Contract flooring products have up-to-date Health Product Declarations and Environmental Product Declarations (EPD’s). • Chilewich|Sultan LLC has achieved a UL Environmental Product Declaration (EPD) certification. CHILEWICH CONTRACT SPECIFICATIONS Chilewich Contract meets or exceeds all industry specifications in the United States and Europe. For detailed and current specifications, please visit our website, www.chilewichcontract.com All Chilewich Contract products are manufactured in the USA and ship from Chatsworth, Georgia and Barcelona, Spain. -

Fall 2013 Sale!
Fall 2013 1959 Leghorn St., Mountain View, CA 94043 Sale! PHONE: (800) 845-SILK • (650) 965-7760 FAX: (650) 965-0712 • email: [email protected] September 23, 2013 Please visit our website for images of each of these beautiful silk fabrics. All fabrics are 100% silk unless otherwise noted. Was SALE 11 Charmeuse, 45", (200) Red, (203) Claret, (316) Hyacinth, (400) Celadon, (428) Golden Olive, (503) Toffee, (550) Sand, (700) Champagne, (751) Orchid, (853) Eggplant, (911) Citrine .............................................14.95.......11.90 12 Tapestry Brocade, 29", 22% Silk/78% Rayon, (030) Black/Black - Dragons, (041) Red/Gold - Dragons, (043) Red/Gold/Black - Bamboo/Symbol, (125) Dark Pink/Gold - Dragons, (315) Fuchsia/Purple/Gold - Fern, (350) Ivory/Pink - Tiny Flowers, (389) Blue - Leaf & Mum, (903) Silver on Black - Dragons, (1121) Black - Small Scroll, ............................................. 12.15.........8.60 1Y Jacquard, 15mm ,“Digital” pattern, 45", (000) Natural White...........................................10.50.........8.90 20 Raw Silk Noil, 45" (310) Periwinkle, (409) Deep Olive, (501) Dark Taupe, (510) Raisin ......................................6.25.........4.45 36 Velvet, 18% Silk/82% Rayon, 45", (201) Scarlet, (205) Maroon, (331) Mallard, (443) Nugget, (504) Mahogany, (507) Bitter Chocolate, (510) Henna, (571) Spice, (852) Dark Plum, (855) Blackberry Wine, (858) Prune, (861) Blueberry ...................................................................................................14.30.......10.70 11B Printed -

I Ngaeronautical Engi :Al
_ A ST,_ _-.................. u,;, __2_" °eb?'._sr _ !!%_9 i .eronautical F_,.-cjineed_ng Aeronautical Er ineerir i ngAeronautical Engi :al _. Nineerir Aemnautic. l autic-al Aerona 7 ! ACCESSION NUMBER RANGES Accession numbers cited in this Supplement fall within the following ranges. STAR (N-10000 Series) N89-10001 -- N89-11688 IAA (A-10000 Series) A89-t0001 A89-12760 This bibliography was prepared by the NASA Scientific and Technical Information Facility operated for the National Aeronautics and Space Administration by RMS AssociaTes. NASA SP-7037(236) AERONAUTICAL ENGINEERING A CONTINUING BIBLIOGRAPHY WITH INDEXES (Supplement 236) A selection of annotated references to unclassified reports and journal articles that were introduced into the NASA scientific and technical information system and announced in January 1989 in • Scientific and Technical Aerospace Reports (STAR) v • International Aerospace Abstracts (IAA). Office of Management N_A National Aeronautics and Space Administration Scientific and Technical Information Division Washington, DC 1989 This supplement is available from the National Technical Information Service (NTIS), Springfield, Virginia 22161, price code A06. INTRODUCTION This issue of Aeronautical Engineering -- A Continuing Bibliography (NASA SP-7037) lists 430 reports, journal articles and other documents originally announced in January 1989 in Scientific and Technical Aerospace Reports (STAR) or in International Aerospace Abstracts (IAA). The coverage includes documents on the engineering and theoretical aspects of design, construction, evaluation, testing, operation, and performance of aircraft (including aircraft engines) and associated components, equipment, and systems. It also includes research and development in aerodynamics, aeronautics, and ground support equipment for aeronautical vehicles. Each entry in the bibliography consists of a standard bibliographic citation accompanied in most cases by an abstract. -
Revision Write-Up
REVISION WRITE-UP Reason for Issue Date Addendum 1 October 7th, 2019 Project Information NORR Project No. WSU State Hall Elevator Modernization JCDT18-0229 Phase 1 Wayne State University Project No. Intent This TRANSMITTAL is issued to provide new and/or updated project documents. Letters: Request for Proposal Addendum #2 Points of Clarification Reports: 05-04-11 State Hall Full Building Asbestos Survey Specifications: The following SPECIFICATIONS accompany and form a part of this TRANSMITTAL. 09 9123 – Interior Painting 23 0913 – Instrumentation and Control Devices for HVAC 23 2300 – Refrigerant Piping 23 3100 – HVAC Ducts and Casings 23 3300 – Air Duct Accessories 23 3700 – Air Outlets and Inlets 23 8126.13 – Small Capacity 25 0500 – Common Work Results for Integrated Automation 25 3513 – Integrated Automation Actuators and Operators 25 3519 – Integrated Automation Control Valves 25 3523 – Integrated Automation Control Dampers 26 0505 – Selective Demolition for Electrical 26 0519 – Low-Voltage Electrical Power Conductors and Cable 26 0526 – Grounding and Bonding for Electrical Systems 26 0529 – Hangers and Supports for Electrical Systems 26 0533.13 – Conduit for Electrical Systems 26 0533.16 – Boxes for Electrical Systems Printed: Last printed 07/10/2019 4:05 PM (DOI: 04.04.2005) REVISION WRITE-UP (Continued) Page 2 26 0553 – Identification for Electrical Systems 26 0923 – Lighting Control Devices 26 2416 - Panelboards 26 2726 – Wiring Devices 26 2813 - Fuses 26 2816.13 – Enclosed Circuit Breakers 26 2816.16 – Enclosed Switches 26 5100