Basic of Textiles
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
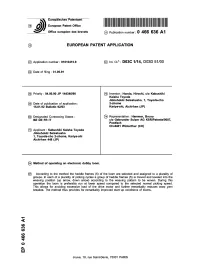
Method of Operating an Electronic Dobby Loom
Patentamt JEuropaischesEuropean Patent Office Office europeen des brevets © Publication number : 0 466 636 A1 @ EUROPEAN PATENT APPLICATION @ Application number: 91810415.9 @ Int. CI.5: D03C 1/14, D03D 51/00 (22) Date of filing : 31.05.91 (30) Priority : 04.06.90 JP 144346/90 (72) Inventor : Honda, Hiroshi, c/o Kabushiki Kaisha Toyoda Jidoshokki Seisakusho, 1, Toyoda-cho @ Date of publication of application : 2-chome 15.01.92 Bulletin 92/03 Kariya-shi, Aichi-ken (JP) @ Designated Contracting States : @ Representative : Hammer, Bruno BE DE FR IT c/o Gebrueder Sulzer AG KSR/Patente/0007, Postfach CH-8401 Winterthur (CH) (R) Applicant : Kabushiki Kaisha Toyoda Jidoshokki Seisakusho 1, Toyoda-cho 2-chome, Kariya-shi Aichi-ken 448 (JP) (54) Method of operating an electronic dobby loom. (57) According to the method the heddle frames (5) of the loom are selected and assigned to a plurality of groups. In each of a plurality of picking cycles a group of heddle frames (5) is moved and leveled into the weaving position (up arrow, down arrow) according to the weaving pattern to be woven. During this operation the loom is preferably run at lower speed compared to the selected normal picking speed. This allows for avoiding excessive load of the drive motor and further remarkably reduces warp yarn breakes. The method thus provides for remarkably improved start up conditions of looms. < CO CO CO CO CO "<t o Q_ LU Jouve, 18, rue Saint-Denis, 75001 PARIS ' 1 g. 1 fig. I A) _ , , ncK Number H. F NO. , 2 3 | - 5 OFF — 6-10 OFF — — OFF *- — *- L I 2 3 4 5 6 7 b y IU II ic lOi'riJiD hi. -

Does the Planned Obsolescence Influence Consumer Purchase Decison? the Effects of Cognitive Biases: Bandwagon
FUNDAÇÃO GETULIO VARGAS ESCOLA DE ADMINISTRAÇÃO DO ESTADO DE SÃO PAULO VIVIANE MONTEIRO DOES THE PLANNED OBSOLESCENCE INFLUENCE CONSUMER PURCHASE DECISON? THE EFFECTS OF COGNITIVE BIASES: BANDWAGON EFFECT, OPTIMISM BIAS AND PRESENT BIAS ON CONSUMER BEHAVIOR. SÃO PAULO 2018 VIVIANE MONTEIRO DOES THE PLANNED OBSOLESCENCE INFLUENCE CONSUMER PURCHASE DECISIONS? THE EFFECTS OF COGNITIVE BIASES: BANDWAGON EFFECT, OPTIMISM BIAS AND PRESENT BIAS ON CONSUMER BEHAVIOR Applied Work presented to Escola de Administraçaõ do Estado de São Paulo, Fundação Getúlio Vargas as a requirement to obtaining the Master Degree in Management. Research Field: Finance and Controlling Advisor: Samy Dana SÃO PAULO 2018 Monteiro, Viviane. Does the planned obsolescence influence consumer purchase decisions? The effects of cognitive biases: bandwagons effect, optimism bias on consumer behavior / Viviane Monteiro. - 2018. 94 f. Orientador: Samy Dana Dissertação (MPGC) - Escola de Administração de Empresas de São Paulo. 1. Bens de consumo duráveis. 2. Ciclo de vida do produto. 3. Comportamento do consumidor. 4. Consumidores – Atitudes. 5. Processo decisório – Aspectos psicológicos. I. Dana, Samy. II. Dissertação (MPGC) - Escola de Administração de Empresas de São Paulo. III. Título. CDU 658.89 Ficha catalográfica elaborada por: Isabele Oliveira dos Santos Garcia CRB SP-010191/O Biblioteca Karl A. Boedecker da Fundação Getulio Vargas - SP VIVIANE MONTEIRO DOES THE PLANNED OBSOLESCENCE INFLUENCE CONSUMERS PURCHASE DECISIONS? THE EFFECTS OF COGNITIVE BIASES: BANDWAGON EFFECT, OPTIMISM BIAS AND PRESENT BIAS ON CONSUMER BEHAVIOR. Applied Work presented to Escola de Administração do Estado de São Paulo, of the Getulio Vargas Foundation, as a requirement for obtaining a Master's Degree in Management. Research Field: Finance and Controlling Date of evaluation: 08/06/2018 Examination board: Prof. -

Investigation of the Mechanical Properties of a Carbon Fibre-Reinforced Nylon Filament for 3D Printing
machines Article Investigation of the Mechanical Properties of a Carbon Fibre-Reinforced Nylon Filament for 3D Printing Flaviana Calignano 1,* , Massimo Lorusso 2 , Ignanio Roppolo 3 and Paolo Minetola 1 1 Department of Management and Production Engineering, Politecnico di Torino, Corso Duca degli Abruzzi 24, 10129 Turin, Italy; [email protected] 2 Istituto Italiano di Tecnologia, Center for Sustainable Future Technologies IIT@Polito, Corso Trento 21, 10129 Turin, Italy; [email protected] 3 Department of Applied Science and Technology, Politecnico di Torino, Corso Duca degli Abruzzi 24, 10129 Turin, Italy; [email protected] * Correspondence: fl[email protected]; Tel.: +39-011-090-7218 Received: 19 July 2020; Accepted: 2 September 2020; Published: 4 September 2020 Abstract: Additive manufacturing (i.e., 3D printing) has rapidly developed in recent years. In the recent past, many researchers have highlighted the development of in-house filaments for fused filament fabrication (FFF), which can extend the corresponding field of application. Due to the limited mechanical properties and deficient functionality of printed polymer parts, there is a need to develop printable polymer composites that exhibit high performance. This study analyses the actual mechanical characteristics of parts fabricated with a low-cost printer from a carbon fibre-reinforced nylon filament. The results show that the obtained values differ considerably from the values presented in the datasheets of various filament suppliers. Moreover, the hardness and tensile strength are influenced by the building direction, the infill percentage, and the thermal stresses, whereas the resilience is affected only by the building direction. Furthermore, the relationship between the mechanical properties and the filling factor is not linear. -

Wavebid > Buyers Guide
Auction Catalog March 2021 Auction Auction Date: Sunday, Feb 28 2021 Bidding Starts: 12:00 PM EST Granny's Auction House Phone: (727) 572-1567 5175 Ulmerton Rd Email: grannysauction@gmail. Ste B com Clearwater, FL 33760 © 2021 Granny's Auction House 02/28/2021 07:36 AM Lot Title & Description Number 12" x 16" Wyland Lucite Limited Edition Orca Family Statue - Free form clear lucite form reminiscent of ice with sun softened edges 1 holding family pod of 3 Orcas/ killer whales, etched Wyland signature lower left, numbered 105/950 lower right - in house shipping available 2 6" x 4" Russian Lacquerware Box Signed and Numbered with Mythic Cavalry Scene - Black Ground, Bright Red Interior - In House Shipping Available Tiffany & Co. Makers Sterling Silver 6 1/2" plate - 16052 A, 7142, 925-1000, beautiful rimmed plate. 5.095 ozt {in house shipping 3 available} 2 Disney Figurines With Original Boxes & COA - My Little Bambi and Mothe # 14976 & Mushroom Dancer Fantasia. {in house shipping 4 available} 2 Art Glass Paperweights incl. Buccaneers Super Bowl Football - Waterford crystal Super Bowl 37 Buccaneers football #1691/2003 & 5 Murano with copper fleck (both in great condition) {in house shipping available} 6 Hard to Find Victor "His Master's Voice" Neon Sign - AAA Sign Company, Coltsville Ohio (completely working) {local pick up or buyer arranges third party shipping} 7 14K Rose Gold Ring With 11ct Smokey Topaz Cut Stone - size 6 {in house shipping available} 8 5 200-D NGC Millennium Set MS 67 PL Sacagawea Dollar Coins - Slabbed and Graded by NGC, in house shipping available Elsa de Bruycker Oil on Canvas Panting of Pink Cadillac Flying in to the distance - Surrealilst image of cadillac floating above the road 9 in bright retro style, included is folio for Elsa's Freedom For All Statue of Liberty Series - 25" x 23" canvas, framed 29" x 28" local pick up and in house shipping available 10 1887 French Gilt Bronze & Enamel Pendent Hanging Lamp - Signed Emile Jaud Et Jeanne Aubert 17 Mai 1887, electrified. -

3260 the London Gazette, 19Th March 1968
3260 THE LONDON GAZETTE, 19TH MARCH 1968 William Clowes & Sons Ltd. Caxton Works, Kodak Ltd. Headstone Drive, Wealdstone, Harrow. Newgate, Beccles. Kork-N-Seal' Ltd. Keirfield Works, Bridge of Allan. J. & P. Coats (U.K.) Ltd. Anchor Mills and Kraft Foods Ltd. Moorgate Road, Kirkby, Liver- Ferguslie Thread Works, Paisley. pool. Colorlites, Arthur William Turnill & Herbert John The Lace Web Spring Co. Ltd. Cross Street, Sandi- Pearson, t/a. Senacre Lane, Button Road, Maid- acre, Nottingham. stone. Lancashire County Council, Children's Department. Cooke Sons & Co. (Hillington) Ltd. Watt Road, Holly House Nursery, Aughton, near Ormskirk. Hillington, Glasgow. Robert Lawson & Sons (Dyce) Ltd. Bacon Factory, Courtaulds Ltd. Coppull Ring Mill, Coppull, near Dyce, Aberdeen. Chorley and Dee Mill, Cheetham Street, Shaw. The Leigh Mills Co. Ltd. Stanningley, Pudsey. Crompton Parkinson Ltd. Stephenson Road, New- Lesney Products & Co. Ltd. Lee Conservancy Road, port. Hackney Wick, London E.9. Crosse and Blackwell Ltd. Tay Wharf, Silvertown, Lewis's Ltd. The Headrow, Leeds. London E.I6. Low & Bonar (Textiles & Packaging) Ltd. Morgan John Crowther & Sons (Milnsbridge) Ltd. Union Street, Dundee. Mills, Milnsbridge, Huddersfield. Joseph Lucas (Electrical) Ltd. Northbridge, Elm The Culter Mills Paper Co. Ltd. Cufter Works, Street, Burnley. Peterculter. Macniven & Cameron Ltd. Waverley Works, Blair Danepak.Ltd. Caxton Way, Thetford. Street, Edinburgh. Thomas de la Rue & Co. Ltd. Kingsway South, Main Morley Ltd. Gothic Works, Wyre Street, Team Valley Trading Estate, Gateshead. Padiham. Arthur Dickson & Co. Ltd. Comelybank Mill, Gala- Mansol (Great Britain) Ltd. Hollands Road, Haver- shiels. hill. Dictaphone Co. Ltd. Colvilles Road, Kelvin Estate, Mardon, Son & Hall Ltd. St. Annes Road, Bristol. -

Digitizing Traditional Lao Textile to Modern Weave Technique
Chinese Business Review, Nov. 2016, Vol. 15, No. 11, 547-555 doi: 10.17265/1537-1506/2016.11.004 D DAVID PUBLISHING Digitizing Traditional Lao Textile to Modern Weave Technique Lathsamy Chidtavong National University of Laos (NUOL), Vientiane Capital, Laos Michael Winckler, Hans Georg Bock Heidelberg University, Heidelberg, Germany Marion Ellwanger-Mohr University of Applied Sciences, Mönchengladbach, Germany Traditional Lao textiles are wealth in religious motifs, the motifs and patterns on the textiles reflect traditions, beliefs and livelihood of people. The structure of Lao motifs and patterns are complicated, but weaving processes still use traditional techniques and simple floor-loom. Therefore, it takes a lot of time for making a weave-draft on the loom and percentage of losing weave-drafts is very high. In contrast, industrial textiles use electronic loom and digital weave-drafts to produce fabrics, which are suitable for fast production but lack complicated traditional patterns. As a result, this paper introduces scientific approaches for digitizing motifs, patterns, and weave-drafts of traditional Lao textiles. Mathematical principles of Frieze and Wallpaper groups are investigated for digital design. The paper presents two standard files, image file format and WIF file as digital weave-draft in order to fill the gap between traditional and modern weave techniques. The standard files are understandable and usable for both hand-weavers and weaving machines. Our study shows that a modern electronic TC2 loom is a suitable loom to connect between traditional Lao weave technique and modern weave technique. Keywords: frieze group, wallpaper group, Lao textile, WIF file and TC2 loom Introduction Laos consists of a variety of ethnic groups that are rich in traditions and cultures. -

Mermet Technical Fabric Guide
Mermet Technical Fabric Guide © 2017 Mermet Corporation Table of Contents 1. Intro.....................................................3 13. Determining Design Intent: Considerations................................31 2. Yarn and Fabric Properties...............4 14. Determining Design Intent: 3. Manufacturing Process.....................7 Fabric Applications........................33 4. Weaving and Knitting........................10 15. Interior and Exterior.......................36 5. Types of Weaves...............................12 16. Fabric Styles: High Performance..........................38 6. Fabric Orientation.............................15 17. Fabric Styles: 7. Solar Energy Spectrum....................18 Sustainable Fabrics........................42 8. Performance Analysis: 18. Fabric Styles: Thermal Properties...........................20 Decorative Fabrics.........................46 9. Performance Analysis: 19. Fabric Styles: Optical Properties.............................22 Conventional Fabrics.....................51 10. Measuring Brightness Levels........25 20. Fabric Styles: Privacy Fabrics...............................55 11. Glare................................................27 21. Common Certifications..................58 12. Acoustical Performance................29 Disclaimer and Notices Mermet's Technical Fabric Guide is protected by U.S. and International copyright protection laws. Reproduction, distribution, display and use of any content within this document is prohibited without written permission from Mermet. -
Textile Calendering Solutions for Every Application
Textile calendering Solutions for every application www.andritz.com/textile Tradition in innovation Textile calendering is part of our DNA Be it home textiles, technical textiles or traditional textiles, ANDRITZ Küsters CONTENTS offers exactly the right textile calender solution targeting your needs in an ever more demanding market. With more than 150 years of experience in textile calendering, Tradition and expertise 03 it is not just our daily business. It is our passion – and part of our DNA. Textile calenders 04 Experience and expertise The right partner for textile solutions Core competences With more than 3,500 textile calenders Our portfolio includes complete system ANDRITZ Küsters is currently the only Multicovering technology 13 delivered, ANDRITZ Küsters is a well- solutions, single units, rebuilds, automation supplier that can offer three different known brand that stands for top perfor- systems, and complete life-cycle services. deflection-controlled roll techno logies from teXmaster control system 13 mance, reliability, flexibility, and proven These are designed to meet your needs in one source. The technology set-up of the technology for every application. Gloss, an ever more demanding market. Together S-Roll, HyCon Roll, and Xpro Roll is our Defl ection-controlled rolls 14 density, smoothness, soft handle, silk we can design and innovate new technolo- core competence, and all rolls are manu- finish, metallic printing, embossing, lami- gies to create fi rst-class textiles for any end factured and tested at our facility in Krefeld, Heating systems 17 nating, or any other finish can be applied use. Our top-quality technical center offers Germany, before delivery. -
Historic Costuming Presented by Jill Harrison
Historic Southern Indiana Interpretation Workshop, March 2-4, 1998 Historic Costuming Presented By Jill Harrison IMPRESSIONS Each of us makes an impression before ever saying a word. We size up visitors all the time, anticipating behavior from their age, clothing, and demeanor. What do they think of interpreters, disguised as we are in the threads of another time? While stressing the importance of historically accurate costuming (outfits) and accoutrements for first- person interpreters, there are many reasons compromises are made - perhaps a tight budget or lack of skilled construction personnel. Items such as shoes and eyeglasses are usually a sticking point when assembling a truly accurate outfit. It has been suggested that when visitors spot inaccurate details, interpreter credibility is downgraded and visitors launch into a frame of mind to find other inaccuracies. This may be true of visitors who are historical reenactors, buffs, or other interpreters. Most visitors, though, lack the heightened awareness to recognize the difference between authentic period detailing and the less-than-perfect substitutions. But everyone will notice a wristwatch, sunglasses, or tennis shoes. We have a responsibility to the public not to misrepresent the past; otherwise we are not preserving history but instead creating our own fiction and calling it the truth. Realistically, the appearance of the interpreter, our information base, our techniques, and our environment all affect the first-person experience. Historically accurate costuming perfection is laudable and reinforces academic credence. The minute details can be a springboard to important educational concepts; but the outfit is not the linchpin on which successful interpretation hangs. -

Identifying Handmade and Machine Lace Identification
Identifying Handmade and Machine Lace DATS in partnership with the V&A DATS DRESS AND TEXTILE SPECIALISTS 1 Identifying Handmade and Machine Lace Text copyright © Jeremy Farrell, 2007 Image copyrights as specified in each section. This information pack has been produced to accompany a one-day workshop of the same name held at The Museum of Costume and Textiles, Nottingham on 21st February 2008. The workshop is one of three produced in collaboration between DATS and the V&A, funded by the Renaissance Subject Specialist Network Implementation Grant Programme, administered by the MLA. The purpose of the workshops is to enable participants to improve the documentation and interpretation of collections and make them accessible to the widest audiences. Participants will have the chance to study objects at first hand to help increase their confidence in identifying textile materials and techniques. This information pack is intended as a means of sharing the knowledge communicated in the workshops with colleagues and the public. Other workshops / information packs in the series: Identifying Textile Types and Weaves 1750 -1950 Identifying Printed Textiles in Dress 1740-1890 Front cover image: Detail of a triangular shawl of white cotton Pusher lace made by William Vickers of Nottingham, 1870. The Pusher machine cannot put in the outline which has to be put in by hand or by embroidering machine. The outline here was put in by hand by a woman in Youlgreave, Derbyshire. (NCM 1912-13 © Nottingham City Museums) 2 Identifying Handmade and Machine Lace Contents Page 1. List of illustrations 1 2. Introduction 3 3. The main types of hand and machine lace 5 4. -

Filage Et Tissage (2)
FILAGE ET TISSAGE (2) LINGUA È TECNICA LEXIQUE Français-Corse Réalisé par : ANTONDUMENICU MONTI Et MARIE-CHARLES ZUCCARELLI Traduzzione inglese d'Anghjula Maria Carbuccia Spinning and weaving ADECEC CERVIONI 1980 accrochage : azzingatura, azzinghera, azzinghime / warp and woof interlinking accrocher : azzingà / to interlink (warp and woof) aiguille : acu / needle aiguillée : curata, podana, acata, acughjata / needleful alépine : aleppina / bombazine alpaga : alpagà / alpaca alun : (teinture) : alume / alum alunage : alumatura / aluming aluner : alumà amidon : su(g)u / starch anacoste : arscottu / double-milled, woollen cloth apprêt (pour les étoffes) : approntu / finishing apprêter : appruntà / to finish armoisin : ermisinu / sarcenet armure (de tissage) : armatura.- fundamentale, semplice, cumposa, fattizia, dirivata, di fantasia, alluciata, guardrata, diritta (toile), à spichjoli (en losanges), à filetti (sergé), ) spighe (chevrons) / weave - foundation, simple, combined, sham, derived, fancy, open-work, square, plain, lozenge-shaped, serge-like; chevron pattern aspe ou asple : aspa / silk winder assouplir (les chemises et draps de lin) : derozà / to supple, to smooth attacher : attaccà, appiccià, alliacciulà / to tie baignage : bagnatura, bagnime / dye-bath, soaking baigner : bagnà / to soak bain : striscia, fascia, banda / dye-bath bande : striscia, fascia, banda / strip barège : baresgiu / light woollen cloth, barege bariolage : frisgiulime / medley of colours, motley pattern barioler : frisgiulà, frisgià, framisgià / to paint or -

Sheerweave-Brochure-V17.Pdf
WEAVING EXCELLENCE WITH INNOVATION ® 1 AN INTRODUCTION SheerWeave® interior sun control fabrics provide the perfect balance of light, comfort and beauty, making them the ideal window covering solution for residential and commercial spaces alike. A sleek and functional alternative to ordinary window coverings, SheerWeave effortlessly and elegantly manages the sun’s harsh heat and blinding glare. MULTI-FUNCTIONAL SheerWeave filters and diffuses light while reducing glare and solar heat gain, conserving energy and helping to create a more comfortable environment. SheerWeave also helps reduce the fading of interior furnishings and flooring by protecting these surfaces from the sun’s harmful effects. And unlike many window treatments, SheerWeave allows excellent outward visibility – even when shades are lowered – to maintain optimal views. UNMATCHED STYLE From modern, neutral hues to subtly-textured, organic weaves in warm earth tones, these fabrics are the perfect complement to any interior design scheme. SheerWeave fabrics are also available in a variety of openness factors ranging from one to 25 percent and wide widths to cover large window openings. Simple, clean and classic, SheerWeave can be fabricated into many different types of window treatments, and the aesthetic quality of these fabrics allows them to easily pair with other draperies and window coverings. QUALITY SECOND TO NONE Phifer’s quality standards are among the highest in the world. SheerWeave fabrics are manufactured in our state-of-the-art facility in Tuscaloosa, Alabama USA under strict guidelines through ISO-certified production processes. From yarn coating to packaging, every step of the production process is checked to ensure only the finest quality fabrics are given the SheerWeave name.