Wear and Its Reduction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hydraulic Pumps, Motors and Accessories
Hydraulic pumps, motors and accessories The solution for all your hydraulic needs Content Sunfab history 3 Product overview 4 Pumps fixed single flow 6 Pumps fixed dual flow 12 Pumps variable flow 18 Motors fixed 20 Accessories 26 Development 30 Production 31 Our service features 32 Environment and Quality Assurance 33 Global presence 34 2 Our successes continue and we have only just started Sunfab develops, produces and sells components to operate hydraulic equipment within the area of mobile vehicles. The company Sunfab can trace its roots back to Sundins Fa- laid the foundation for the future successes of the new com- briker, a family company that was established as long ago pany, Sunfab. as 1925 and, for many years, was a successful manufacturer These days, Sunfab Hydraulics AB supplies companies with of skis. A fleet of vehicles ensured reliable transportation of some of the world’s most sophisticated products in its niche raw materials to the factory. Heavy, irrational loading and un- market. Products that meet stringent quality, environmen- loading gave Eric Sundin, the founder of the company, the tal and safety requirements and offer functional solutions. incentive required to develop cranes for the vehicles. We are just embarking on a long and successful journey of The first crane was built in 1947 by HIAB, a separate com- development. pany. As time went on, demands increased for greater capacity and, in 1954, a hydraulic pump was developed that 3 Product overview SAP 012-108 DIN SAP 084, 108 DIN SAP 084, 108 DIN SAPT 090, 130 DIN Single fl ow pumps Optimised Optimised for injector Sunfab is your supplier of a wide range of hydraulic pumps. -
Unit 10 Lubricating Systems
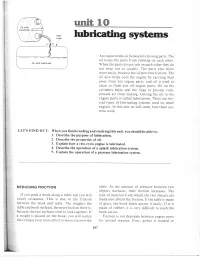
unit 10 FUEL TANK lubricating systems An engine needs oil between its moving parts. The oil keeps the parts from rubbing on each other. When the parts do not rub on each other they do not wear out as quickly. The parts also move more easily, because the oil prevents friction. The oil also helps cool the engine by carrying heat away from hot engine parts, and oil is used to clean or flush dirt off engine parts. Oil on the cylinders helps seal the rings to prevent com• pressed air from leaking. Getting the oil to the engine parts is called lubrication. There are sev• eral types of lubricating systems used on small engines. In this unit we will study how these sys• tems work. LET'S FIND OUT: When you finish reading and studying this unit, you should be able to: 1. Describe the purpose of lubrication. 2. Describe the properties of oil. 3. Explain how a two-cycle engine is lubricated. 4. Describe the operation of a splash lubrication system. 5. Explain the operation of a pressure lubrication system. REDUCING FRICTION table. As the amount of pressure between two objects increases, their friction increases. The If you push a book along a table top you will type of material from which the two objects are notice resistance. This is due to the friction made also affects the friction. If the table is made between the book and table. The rougher the of glass, the book slides across it easily. If it is table and book surfaces, the more friction there is, made of rubber, it is very difficult to push the because the two surfaces tend to lock together. -

Mobile Robot Controlling Possibilities of Inertial Navigation System
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 149 ( 2016 ) 404 – 413 International Conference on Manufacturing Engineering and Materials, ICMEM 2016, 6-10 June 2016, Nový Smokovec, Slovakia Mobile robot controlling possibilities of inertial navigation system Mohammad Emal Qazizadaa – Elena Pivarčiováa* aTechnical University in Zvolen, Faculty of Environmental and Manufacturing Technology, Department of Machinery Control and Automation Technology, Masarykova 24, 960 53 Zvolen, Slovakia Abstract The paper explain analysis of inertial navigation system and accelerometric, gyroscopic sensors and describe possibilities of their application for inertial navigation of mobile robot. Such controlling system allows to monitor exact position of robot. These information can be applied for robot controlling, its autonomous control or its tracking. Inertial navigation is completely autonomous and independent from surroundings, i.e. the system is resistant from external influences as magnetic disturbances, electronically disturbance, signal deformation, etc. For mobile robots to be successful, they have to move safely in environments populated and dynamic. While recent research has led to a variety of localization methods that can track robots well in static environments, we still lack methods that can robustly localize mobile robots in dynamic environments. © 2016 The The Authors. Authors. Published Published by Elsevierby Elsevier B.V. Ltd. This is an open access article under the CC BY-NC-ND license Peer-re(http://creativecommons.org/licenses/by-nc-nd/4.0/view under responsibility of the organizing committee). of ICMEM 2016 Peer-review under responsibility of the organizing committee of ICMEM 2016 Keywords: inertial navigation system, robots, gyroscop, accelerometer 1. Introduction Inertial navigation is a self-contained navigation technique in which measurements provided by accelerometers and gyroscopes are used to track the position and orientation of an object relative to a known starting point, orientation and velocity. -
Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies
FORMLABS WHITE PAPER: Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies Tolerance and fit are essential concepts that engineers use to optimize the functionality of mechanical assemblies and the cost of production. Formlabs extensively studies the accuracy of our materials and works to maximize repeatability between prints and across printers. The data and best practices in this white paper can help Form 2 users to design functional assemblies that work as intended, with the least amount of post-processing or trial-and-error. May 2017 Table of Contents Value of Tolerances in 3D Printing . 3 Fit Selection. 4 Measuring and Applying Tolerance. 6 Friction. 9 Lubrication . 11 Bonded Components. .11 Machining Printed Parts . 12 Conclusion . .13 FORMLABS WHITE PAPER: Engineering Fit: Optimizing Design for Functional 3D Printed Assemblies 2 Value of Tolerances in 3D Printing In traditional machining, tighter tolerances are exponentially related to increased cost. Tighter tolerances require additional and slower machining steps than wider tolerances. Machined parts are designed with the widest tolerances allowable for a given application. Unlike machining, where parts are progressively refined to tighter tolerances, stereolithography (SLA) has a single automated production phase. Proper dimensional tolerancing lowers post-processing time and ease of assembly, and reduces the material cost of iteration. Improper tolerances for a particular material can also result in broken parts, especially for press-fit components in brittle materials. With larger assemblies, or when producing multiples of something, proper dimensional tolerancing quickly becomes worthwhile. Basic Size Hole Shaft Tolerance is the predicted range of possible dimensions for parts at the time of manufacture. -

Considerations for Determining the Coefficient of Inertia Masses for A
sensors Article Considerations for Determining the Coefficient of Inertia Masses for a Tracked Vehicle 1 1 1 2, Octavian Alexa , Iulian Coropet, chi , Alexandru Vasile , Ionica Oncioiu * 1 and Lucian S, tefănit, ă Grigore 1 Military Technical Academy “FERDINAND I”, 39-49 George Cos, buc Av., 050141 Bucharest, Romania; [email protected] (O.A.); [email protected] (I.C.); [email protected] (A.V.); [email protected] (L.S, .G.) 2 Faculty of Finance-Banking, Accountancy and Business Administration, Titu Maiorescu University, 040051 Bucharest, Romania * Correspondence: [email protected]; Tel.: +40-372-710-962 Received: 8 August 2020; Accepted: 28 September 2020; Published: 29 September 2020 Abstract: The purpose of the article is to present a point of view on determining the mass moment of inertia coefficient of a tracked vehicle. This coefficient is very useful to be able to estimate the performance of a tracked vehicle, including slips in the converter. Determining vehicle acceleration plays an important role in assessing vehicle mobility. Additionally, during the transition from the Hydroconverter to the hydro-clutch regime, these estimations become quite difficult due to the complexity of the propulsion aggregate (engine and hydrodynamic transmission) and rolling equipment. The algorithm for determining performance is focused on estimating acceleration performance. To validate the proposed model, tests were performed to determine the equivalent reduced moments of inertia at the drive wheel (gravitational method) and the main components (three-wire pendulum method). The dynamic performances determined during the starting process are necessary for the validation of the general model for simulating the longitudinal dynamics of the vehicle. -
Making Things Move DIY Mechanisms for Inventors, Hobbyists, and Artists
Making Things Move DIY Mechanisms for Inventors, Hobbyists, and Artists Dustyn Roberts New York Chicago San Francisco Lisbon London Madrid Mexico City Milan New Delhi San Juan Seoul Singapore Sydney Toronto Copyright © 2011 by The McGraw-Hill Companies. All rights reserved. Except as permitted under the United States Copyright Act of 1976, no part of this publication may be reproduced or distributed in any form or by any means, or stored in a database or retrieval system, without the prior written permission of the publisher. ISBN: 978-0-07-174168-2 MHID: 0-07-174168-2 The material in this eBook also appears in the print version of this title: ISBN: 978-0-07-174167-5, MHID: 0-07-174167-4. All trademarks are trademarks of their respective owners. Rather than put a trademark symbol after every occurrence of a trade- marked name, we use names in an editorial fashion only, and to the benefi t of the trademark owner, with no intention of infringe- ment of the trademark. Where such designations appear in this book, they have been printed with initial caps. McGraw-Hill eBooks are available at special quantity discounts to use as premiums and sales promotions, or for use in corporate training programs. To contact a representative please e-mail us at [email protected]. Information has been obtained by McGraw-Hill from sources believed to be reliable. However, because of the possibility of hu- man or mechanical error by our sources, McGraw-Hill, or others, McGraw-Hill does not guarantee the accuracy, adequacy, or completeness of any information and is not responsible for any errors or omissions or the results obtained from the use of such information. -

Measuring the Performance Characteristics of a Motorcycle
August 2019, Vol. 19, No. 4 MANUFACTURING TECHNOLOGY ISSN 1213–2489 Measuring the Performance Characteristics of a Motorcycle Adam Hamberger, Milan Daňa Regional Technological Institute, University of West Bohemia – Faculty of Mechanical Engineering, Univerzitní 8, Pilsen 306 14, Czech Republic. E-mail: [email protected] This work deals with an experiment, whose output is the comparison of power characteristics which were meas- ured in three ways. The first way used a commercially manufactured dynamometer. For the second measurement, a special dynamometer with our own computing system and a sensor within this project was created. The last way of measuring the performance characteristics was done without a dynamometer. The measurement works on the principle of acceleration the spinning of a flywheel. Due to this, the measuring is called an acceleration test. The basic principles are described before the experiment in order to grasp the characteristics. All explanations are based on schemes and easy mathematical and differential formulas to describe the construction of the dynamom- eter and the principle of its functions from the engine to the computer. The relations between published and un- published quantities defining engine dynamics are explained here. In the end, this work points to possible and intended measuring failures which are an infamous practice at many measuring stations. Keywords: Dynamometer, power characteristics, driving forces, torque, performance. Introduction These forces are divided into two basic sorts. The first one is dependent on velocity and it can be written as: All vehicle engines overcome resistances on the road. 2 Fres( v )= c21 v + c v + ( c val + sin( )) m g [ N ], (1) where: φ … climb angle [rad], v … velocity [m/s], m … full weight[kg], 2 c1,c2,croll … coefficients [-], g … gravity acceleration [m/s ]. -

Axial Piston Pumps DDC20/24
Service Manual Axial Piston Pumps DDC20/24 www.danfoss.com Service Manual DDC20/24 Axial Piston Pumps Revision history Table of revisions Date Changed Rev August 2019 Added DDC24 0401 August 2017 change charge pump housing 0302 March 2015 add implement pump option CA March 2014 Danfoss layout BA September 2011 First printing AA 2 | © Danfoss | August 2019 L1120413 | AX00000135en-000401 Service Manual DDC20/24 Axial Piston Pumps Contents Introduction Overview..............................................................................................................................................................................................4 Warranty.............................................................................................................................................................................................. 4 General instructions........................................................................................................................................................................ 4 Remove the unit.......................................................................................................................................................................... 4 Keep it clean..................................................................................................................................................................................4 Lubricate moving parts.............................................................................................................................................................4 -

MEMS and FOG Technologies for Tactical and Navigation Grade Inertial Sensors—Recent Improvements and Comparison
sensors Article MEMS and FOG Technologies for Tactical and Navigation Grade Inertial Sensors—Recent Improvements and Comparison Olaf Deppe, Georg Dorner, Stefan König, Tim Martin, Sven Voigt and Steffen Zimmermann * Northrop Grumman LITEF GmbH, 79115 Freiburg, Germany; [email protected] (O.D.); [email protected] (G.D.); [email protected] (S.K.); [email protected] (T.M.); [email protected] (S.V.) * Correspondence: [email protected], Tel.: +49-761-4901-483 Academic Editor: Jörg F. Wagner Received: 26 January 2017; Accepted: 7 March 2017; Published: 11 March 2017 Abstract: In the following paper, we present an industry perspective of inertial sensors for navigation purposes driven by applications and customer needs. Microelectromechanical system (MEMS) inertial sensors have revolutionized consumer, automotive, and industrial applications and they have started to fulfill the high end tactical grade performance requirements of hybrid navigation systems on a series production scale. The Fiber Optic Gyroscope (FOG) technology, on the other hand, is further pushed into the near navigation grade performance region and beyond. Each technology has its special pros and cons making it more or less suitable for specific applications. In our overview paper, we present latest improvements at NG LITEF in tactical and navigation grade MEMS accelerometers, MEMS gyroscopes, and Fiber Optic Gyroscopes, based on our long-term experience in the field. We demonstrate how accelerometer performance has improved by switching from wet etching to deep reactive ion etching (DRIE) technology. For MEMS gyroscopes, we show that better than 1◦/h series production devices are within reach, and for FOGs we present how limitations in noise performance were overcome by signal processing. -

Study of Vibration Transmissibility of Operational Industrial Machines
Master Thesis Electrical Engineering September 2016 Study of Vibration Transmissibility of Operational Industrial Machines Sindhura Chilakapati Sri Lakshmi Jyothirmai Mamidala Department of Applied Signal Processing Blekinge Institute of Technology SE–371 79 Karlskrona, Sweden This thesis is submitted to the Department of Applied Signal Processing at Blekinge Institute of Technology in partial fulfilment of the requirements for the degree of Master of Sciences in Electrical Engineering with emphasis on Signal Processing. Contact Information: Authors: Sindhura Chilakapati E-mail: [email protected] Sri Lakshmi Jyothirmai Mamidala E-mail: [email protected] University advisor: Imran Khan Department of Signal Processing University Examiner: Sven Johansson Department of Signal Processing Department of Applied Signal Processing Internet : www.bth.se Blekinge Institute of Technology Phone : +46 455 38 50 00 SE–371 79 Karlskrona, Sweden Fax : +46 455 38 50 57 Abstract Industrial machines during their operation generate vibration due to dy- namic forces acting on the machines. This vibration may create noise, abra- sion in the machine parts, mechanical fatigue, degrade performance, transfer to other machines via floor or walls and may cause complete shutdown of the machine. To limit the vibration pre-installation, vibration isolation measures are usually employed in workshops and industrial units. However, such vi- bration isolation may not be sufficient due to varying operating and physical conditions, such as machine ageing, structural changes and new installations etc. Therefore, it is important to assess the quantity of vibration generated and transmitted during true operating conditions. The thesis work is aimed at the estimation of vibrational transmissibility or transfer from industrial machines to floor and to other adjacent installed ma- chines. -
Commentary on Motor Oils Frequently Asked Questions
COMMENTARY ON MOTOR OILS LIBRARY FREQUENTLY ASKED QUESTIONS TECHNICAL BY CHARLES NAVARRO TECHNICAL LIBRARY Commentary on Motor Oils and Frequently Asked Questions 7 The purpose of proper lubrication is to provide a physical barrier (oil film) that separates Oil companies have been cutting back on the use of Zn and P as anti-wear additives. moving parts reducing wear and friction. Oil also supplies cooling to critical engine This reduction of phosphorus content is a mandate issued by API, American Petro- components, such as bearings. Detergent oils contain dispersants, friction modifiers, 8 leum Institute, who is in charge of developing standing standards for motor oils. Zn anti-foam, anti-corrosion, and anti-wear additives. These detergents carry away and P have been found to be bad for catalytic converters. In 1996, API introduced the contaminants such as wear particulates and neutralize acids that are formed by combus- API SJ classification to reduce these levels to a maximum of 0.10% for viscosities of tion byproducts and the natural breakdown of oil. Likewise, the viscosity of the motor oil 9 10w30 and lighter. The 15w40 and 20w50 viscosities commonly used in Porsche throughout the operating range of the engine is very important to the “hydro-dynamic engines did not have a maximum phosphorus limit. The API SL standard maintained bearing” layer (oil film that forms on and between moving engine parts). Boundary this higher limit but with reduced limits for high temperature deposits. With the API Lubrication occurs when insufficient film to prevent surface contact and where the SM, phosphorus content less than 0.08% was mandated to reduce sulfur, carbon primary anti-wear additive ZDDP plays its role in protecting your engine. -
1700 Animated Linkages
Nguyen Duc Thang 1700 ANIMATED MECHANICAL MECHANISMS With Images, Brief explanations and Youtube links. Part 1 Transmission of continuous rotation Renewed on 31 December 2014 1 This document is divided into 3 parts. Part 1: Transmission of continuous rotation Part 2: Other kinds of motion transmission Part 3: Mechanisms of specific purposes Autodesk Inventor is used to create all videos in this document. They are available on Youtube channel “thang010146”. To bring as many as possible existing mechanical mechanisms into this document is author’s desire. However it is obstructed by author’s ability and Inventor’s capacity. Therefore from this document may be absent such mechanisms that are of complicated structure or include flexible and fluid links. This document is periodically renewed because the video building is continuous as long as possible. The renewed time is shown on the first page. This document may be helpful for people, who - have to deal with mechanical mechanisms everyday - see mechanical mechanisms as a hobby Any criticism or suggestion is highly appreciated with the author’s hope to make this document more useful. Author’s information: Name: Nguyen Duc Thang Birth year: 1946 Birth place: Hue city, Vietnam Residence place: Hanoi, Vietnam Education: - Mechanical engineer, 1969, Hanoi University of Technology, Vietnam - Doctor of Engineering, 1984, Kosice University of Technology, Slovakia Job history: - Designer of small mechanical engineering enterprises in Hanoi. - Retirement in 2002. Contact Email: [email protected] 2 Table of Contents 1. Continuous rotation transmission .................................................................................4 1.1. Couplings ....................................................................................................................4 1.2. Clutches ....................................................................................................................13 1.2.1. Two way clutches...............................................................................................13 1.2.1.