Lactic Acid Bacteria – the Uninvited but Generally Welcome Participants In
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Alcohol Units a Brief Guide
Alcohol Units A brief guide 1 2 Alcohol Units – A brief guide Units of alcohol explained As typical glass sizes have grown and For example, most whisky has an ABV of 40%. popular drinks have increased in A 1 litre (1,000ml) bottle of this whisky therefore strength over the years, the old rule contains 400ml of pure alcohol. This is 40 units (as 10ml of pure alcohol = one unit). So, in of thumb that a glass of wine was 100ml of the whisky, there would be 4 units. about 1 unit has become out of date. And hence, a 25ml single measure of whisky Nowadays, a large glass of wine might would contain 1 unit. well contain 3 units or more – about the The maths is straightforward. To calculate units, same amount as a treble vodka. take the quantity in millilitres, multiply it by the ABV (expressed as a percentage) and divide So how do you know how much is in by 1,000. your drink? In the example of a glass of whisky (above) the A UK unit is 10 millilitres (8 grams) of pure calculation would be: alcohol. It’s actually the amount of alcohol that 25ml x 40% = 1 unit. an average healthy adult body can break down 1,000 in about an hour. So, if you drink 10ml of pure alcohol, 60 minutes later there should be virtually Or, for a 250ml glass of wine with ABV 12%, none left in your bloodstream. You could still be the number of units is: suffering some of the effects the alcohol has had 250ml x 12% = 3 units. -

Know Your Liquor VODKA WHISKY
Know Your Liquor VODKA Good to know: Vodka is least likely to give you a hangover Vodka is made by fermenting grains or crops such as potatoes with yeast. It's then purified and repeatedly filtered, often through charcoal, strange as it sounds, until it's as clear as possible. CALORIES: Because vodka contains no carbohydrates or sugars, it contains only calories from ethanol (around 7 calories per gram), making it the least-fattening alcoholic beverage. So a 35ml shot of vodka would contain about 72 calories. PROS: Vodka is the 'cleanest' alcoholic beverage because it contains hardly any 'congeners' - impurities normally formed during fermentation.These play a big part in how bad your hangover is. Despite its high alcohol content - around 40 per cent - vodka is the least likely alcoholic drink to leave you with a hangover, said a study by the British Medical Association CONS: Vodka is often a factor in binge drinking deaths because it is relatively tasteless when mixed with fruit juices or other drinks. HANGOVER SEVERITY: 3/10 WHISKY Good to know: Whisky or Scotch is distilled from fermented grains, such as barley or wheat, then aged in wooded casks. Whisky 'madness': It triggers erratic and unpredictable behaviour because most people drink whisky neat CALORIES: About 80 calories per 35ml shot. PROS: Single malt whiskies have been found to contain high levels of ellagic acid, according to Dr Jim Swan of the Royal Society of Chemists. This powerful acid inhibits the growth of tumours caused by certain carcinogens and kills cancer cells without damaging healthy cells. -
2019 Scotch Whisky
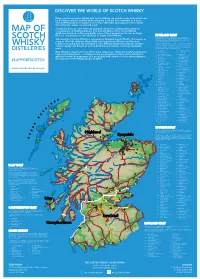
©2019 scotch whisky association DISCOVER THE WORLD OF SCOTCH WHISKY Many countries produce whisky, but Scotch Whisky can only be made in Scotland and by definition must be distilled and matured in Scotland for a minimum of 3 years. Scotch Whisky has been made for more than 500 years and uses just a few natural raw materials - water, cereals and yeast. Scotland is home to over 130 malt and grain distilleries, making it the greatest MAP OF concentration of whisky producers in the world. Many of the Scotch Whisky distilleries featured on this map bottle some of their production for sale as Single Malt (i.e. the product of one distillery) or Single Grain Whisky. HIGHLAND MALT The Highland region is geographically the largest Scotch Whisky SCOTCH producing region. The rugged landscape, changeable climate and, in The majority of Scotch Whisky is consumed as Blended Scotch Whisky. This means as some cases, coastal locations are reflected in the character of its many as 60 of the different Single Malt and Single Grain Whiskies are blended whiskies, which embrace wide variations. As a group, Highland whiskies are rounded, robust and dry in character together, ensuring that the individual Scotch Whiskies harmonise with one another with a hint of smokiness/peatiness. Those near the sea carry a salty WHISKY and the quality and flavour of each individual blend remains consistent down the tang; in the far north the whiskies are notably heathery and slightly spicy in character; while in the more sheltered east and middle of the DISTILLERIES years. region, the whiskies have a more fruity character. -

Premium Scotch Whisky Beer Martinis Contemporary
MARTINIS THE RUDE COSMOPOLITAN | Patron Silver, Triple Sec, Cranberry and Lime Juices LEMON BASIL | Fresh Basil, Absolut Citron, Lemon Juice STRAWBERRY BASIL | Tito’s Vodka, Tanqueray Gin, Fresh Basil, Fresh Lime Juice, Strawberry Puree JOHNNY’S ITALIAN MANHATTAN | Templeton Rye, Campari, Sweet Vermouth MANGO VOLARE | Tito’s Vodka, Simple Syrup, Mango Puree RASPBERRY LIMONCELLO | Ketel One Vodka, Limoncello, Raspberry Puree INNAMORATA APPLE DROP | Dekuyper Apple Pucker, Dekuyper Buttershots TEMPLETON SMASH | Black Berries, Honey, Mint Leaves, Templeton Rye, Lemon Juice PINEAPPLE COCONUT | Malibu Coconut Rum, Pineapple Juice, Grenadine TUSCAN SUNRISE | Malibu Rum, Titos Vodka, Pineapple Juice, Orange Juice RUMCHATINI | Rumchatta, Vanilla Vodka, Frangelico and ground cinnamon THE DIRTY BIRD | Grey Goose Vodka, Bombay Sapphire, Olive Juice and Blue Cheese Stuffed Olives PREMIUM SCOTCH WHISKY THE GLENLIVET Single Malt, Aged 12 years JOHNNIE WALKER BLACK LABEL Blended Scotch Whiskey, Aged 12 years PLATINUM LABEL Blended Scotch Whiskey, Aged 18 years BLUE LABEL Blended Scotch Whiskey THE BALVENIE Single Malt “Doublewood”, Aged 12 years THE BALVENIE Single Malt “Portwood”, Aged 21 years GLENMORANGIE Single Highland Malt, Aged 10 years THE MACALLAN Single Highland Malt, Aged 12 years DALWHINNIE Single Highland Malt, Aged 15 years THE MACALLAN Single Highland Malt, Aged 18 years CONTEMPORARY COCKTAILS LUXURY MARGARITA | Patron Silver Tequila, Agave Nectar, Lime Juice, on the rocks with a lime twist MOSCOW MULE | Smirnoff Vodka, Ginger Beer, and -

Japanese Whisky Wine Saké Flights Cocktails Beer
BEER COCKTAILS Ask your server for today’s rotating STRONG AND STIRRED SHAKEN AND CITRUS DEPARTURES beer selections BAMBOO MARTINI SERVICE 14 BETTY THE ROCKETSHIP 12 VANGUARD 10 Aria gin and Blinking Owl vodka, Pueblo Viejo tequila, lime leaf, Cruzan Blackstrap rum, rice milk, black americano, saké, toasted sesame, strawberry, citrus cordial sesame LAFCADIO 13 JOIN YOUR LOCAL 10 CATS WITHOUT ATTITUDE 9 Iwai whisky, cherry, ome, absinthe, bitters GOVERNMENT citrus vodka, pea shoot, honey St. George vodka, yuzu, apricot, miso THE CONFUSER 11 ZERO PROOF shochu, mezcal, aperol, vermouth CINEMA OF THE DAMNED 11 AVENUE OF THE FUNKIEST 8 Plantation 3 Star rum, coconut, soy, citrus cordial, passionfruit, BAMBOO OLD FASHIONED 12 lemon, grapefruit, shiso cinnamon · JAPANESE - Toki whisky, bitters · OAXACAN - Peloton mezcal, tequila blanco, mole bitters JAZZBAR NONAME 13 HOUSE HUSBAND 7 · TAMARIND - Ezra Brooks rye, tamarind honey, bitters Roku gin, ginger, nigori, mint, matcha green tea, plum soda WINE - Certified B Corporation JAPANESE WHISKY WE’RE PROUD TO FEATURE NATURAL, GRUET 10 | 45 AKASHI 14 ORGANIC, AND BIODYNAMIC WINES. Brut, New Mexico Blend 23 MINUS TIDE 12 | 54 A TO Z 12 | 54 HIBIKI HARMONY SPARKLING Blend ROSÉ Rosé, Mendocino County Brut Rosé, Newberg, OR IWAI 12 ROSE & SON 14 | 63 GRAMERCY CELLARS 13 | 58 Blend Sauvignon Blanc, Santa Barbara County RED Syrah, Columbia Valley, WA NIKKA COFFEY GRAIN 18 WHITE LO-FI 16 | 72 LA CLARINE FARM 14 | 63 Grain Chardonnay, Santa Barbara County Mourvédre, Sierra Foothills SUNTORY TOKI 11 Blend EYRIE 13 | 58 POCO A POCO 14 | 63 Pinot Gris, Dundee Hills, OR Pinot Noir, Russian River Valley TAKETSURU 17 Pure Malt DAY WINES ‘VIN DE DAYS’ 11 | 50 CLOS TIBURON 15 | 68 YAMAZAKI 18 YR. -

Exclusive, Rare, & Limited Release American Whiskey
EXCLUSIVE, RARE, & LIMITED RELEASE JEFFERSON’S EFFERSON S ESERVE LD UM ASK INISH BLOOD OATH BOURBON, PACT NO. 4 J ’ R O R C F ESSE AMES MERICAN UTLAW BRUICHLADDICH BLACK ART 5.1 J J A O IM EAM ELMER T. LEE SINGLE BARREL 2018 J B NOB REEK OURBON GEORGE T. STAGG KENTUCKY STRAIGHT BOURBON 2018 K C B AKER S ARK GLENFIDDICH WINTER STORM 21 YEAR M ’ M LD ORESTER TATESMAN OURBON MICHTER’S 10 YEAR KENTUCKY STRAIGHT RYE 2018 O F S B MOKY UARTZ OURBON OCTOMORE 8.3 S Q V5 B MUGGLERS OTCH TRAIGHT OURBON OCTOMORE 9.1 S ’ N S B IGGLY RIDGE MALL ARREL OURBON OLD FORESTER BIRTHDAY BOURBON 2018 W B S B B OODFORD ESERVE OURBON OLD RIP VAN WINKLE 10 YEAR BOURBON - 2018 W R B OODFORD ESERVE ASTER S OLLECTION HERRY OOD W.L. WELLER C.Y.P.B. – 2018 W R M ’ C C W MOKED ARLEY WILLIAM LARUE WELLER KENTUCKY STRAIGHT BOURBON-2018 S B YELLOWSTONE SELECT BOURBON AMERICAN WHISKEY TENNESSEE BEAT 3 RESERVE WHISKEY JACK DANIEL’S OLD NO. 7 MICHTER’S AMERICAN WHISKEY JACK DANIEL’S GENTLEMAN JACK SEGRAMS 7 CROWN SMUGGLERS’ NOTCH LITIGATION WHEAT WHISKEY STRANAHAN’S COLORADO WHISKEY RYE WESTLAND SHERRY WOOD AMERICAN SINGLE MALT ANGEL’S ENVY RYE BASIL HAYDEN’S RYE WHITE WHISKEY BULLEIT RYE MONADNOCK MOONSHINE FLAG HILL STRAIGHT RYE SMOKY QUARTZ GRANITE LIGHTNING HIGH WEST RENDEZVOUS RYE HUDSON MANHATTAN RYE BOURBON JACK DANIELS SINGLE BARREL RYE JAMES E. PEPPER 1776 STRAIGHT RYE 1792 SMALL BATCH BOURBON LOCK STOCK & BARREL STRAIGHT RYE WHISKY AMADOR WHISKEY CO. -

Vermont 802Spirits Current Complete Price List September 2021 1 of 24
Vermont 802Spirits Current Complete Price List September 2021 VT REG NH VT Sale Price Code Brand Size Price Price Price Save Proof Status per OZ Brandy Brandy Domestic 056308 Allen's Coffee Brandy 1.75L 19.99 15.99 17.99 2.00 70 High Volume 0.30 056306 Allen's Coffee Brandy 750ML 9.99 7.99 60 High Volume 0.39 056310 Allen's Cold Brew Coffee Brandy 750ML 14.99 60 New 0.59 052374 Coronet VSQ Brandy 375ML 4.99 80 High Volume 0.39 052584 E & J Superior Res. VSOP 1.75L 25.99 23.99 80 High Volume 0.44 052581 E & J Superior Res. VSOP 375ML 5.99 5.49 80 High Volume 0.47 052582 E & J Superior Res. VSOP 750ML 14.99 12.99 12.99 2.00 80 High Volume 0.51 052598 E & J VS Brandy 1.75L 24.99 21.99 22.99 2.00 80 High Volume 0.39 052596 E & J VS Brandy 750ML 12.99 11.99 80 High Volume 0.51 052563 E & J XO Brandy 750ML 16.99 15.99 80 High Volume 0.67 073864 E&J Spiced Brandy 750ML 9.99 60 New 0.39 053536 Laird's Applejack 750ML 17.99 15.99 80 High Volume 0.71 054916 Leroux Jezynowka Blackberry Brandy 750ML 11.99 8.99 70 Medium Volume 0.47 900488 Mad Apple Brandy 750ML 46.99 84 Medium Volume 1.85 054438 Mr. Boston Apricot Brandy 1.75L 17.99 13.99 70 High Volume 0.30 054436 Mr. -

Vodka/Gin • Tequila/Mezcal/Cachaça • Whiskey/Whisky/Bourbon
MEDIA CONTACT FOR IMMEDIATE RELEASE Michael Bilello 02/10/2021 Senior Vice President, Communications & Marketing [email protected] | (202) 243-7506 78th ANNUAL WSWA CONVENTION & EXPOSITION CANCELLED, VIRTUAL WSWA BRAND BATTLE TOURNAMENT ANNOUNCED In lieu of the annual Convention & Exposition, WSWA announces a virtual WSWA Brand Battle Tournament for craft, startup and small production wine, spirits and low/no alcohol brands WASHINGTON, D.C., 02/10/2021 – Wine & Spirits Wholesalers of America (WSWA) today announced the cancellation of the 78th Annual WSWA Convention & Exposition due to the ongoing COVID-19 pandemic while simultaneously announcing a virtual, expanded version of one of its most popular in- person events, the WSWA Brand Battle Tournament. “We’re excited to showcase brands and highlight the marketplace expertise of America’s wine and spirits wholesalers in the 2021 Brand Battle,” said WSWA CEO and President Michelle Korsmo. “Keeping the camaraderie, networking and spirit of competition alive with the craft, startup and small production brands that are so important to wholesalers is the driving force behind the creation of the virtual WSWA Brand Battle Tournament.” Typically held during the WSWA Convention, the annual stand out Shark Tank-style event showcases rising brands with unique stories, packaging and flavor profiles. The event usually features 5-7 brands that compete in front of a panel of wholesaler and industry professional judges that provide valuable feedback and unrivaled opportunities for development and distribution. This year’s expanded, “bracketology -type” event will feature 40-50 brands that will battle in eight specific competition categories – each with a chosen Best in Category winner that will continue onto the final round of competition to determine the overall 2021 Brand Battle Champion. -

Swa-Tasting-Toolkit 2020.Pdf
scotch whisky association SCOTCH WHISKY TASTING TOOLKIT www.scotch-whisky.org.uk #DiscoverScotch @ScotchWhiskySWA @ScotchWhiskySWA 1 DISCOVER SCOTCH WITH OUR WHISKY TASTING TOOLKIT. There are many ways to enjoy Scotch Whisky - from a traditional tasting, to food pairings and as the base of world-class cocktails. Tasting whiskies of different ages, from different regions, matured in different casks and in new and different ways is all part of the fun of discovering Scotch - the world's premier whisky and consumers' spirit of choice. In this toolkit, we will help you to conduct a Scotch Whisky tasting and introduce you to new ways to enjoy Scotland's national drink. 2 HISTORY, FACTS & FIGURES 3 SCOTCH WHISKY CATEGORIES 4 SCOTCH WHISKY REGIONS 5 GLASSWARE FOR SCOTCH 6 GUIDE TO TRADITIONAL SCOTCH TASTING: PART 1 7 GUIDE TO TRADITIONAL SCOTCH TASTING: PART 2 8 THE SCOTCH WHISKY FLAVOUR WHEEL 9 SCOTCH WHISKY COCKTAILS 10 MORE SCOTCH WHISKY COCKTAILS 11 FOOD PAIRINGS 12 SOCIAL RESPONSIBILITY #DISCOVERSCOTCH The earliest documented record of distilling 2 in Scotland. An entry in the Exchequer Rolls lists "Eight bolls of malt to Friar John Cor A GLOBAL INDUSTRY wherewith to make aqua vitae." 1494 500 YEARS IN THE MAKING. Scotland's Bard, Robert Burns, To truly appreciate Scotch, it helps to have an understanding writes the poem 'Scotch Drink' which includes the line "O thou, 1644 my Muse! guid auld Scotch drink!" of the heritage that is captured in every dram. The first official taxes on Scotch Whisky production 1785 are imposed, causing a rise in illicit whisky Scotch Whisky is a global industry today, but it has grown distilling across Scotland. -
The Scotch Whisky Experience Access Guide 2019
The Scotch Whisky Experience Access Guide 2019 The Scotch Whisky Experience Access Guide 2019 This Access Guide aims to accurately describe the facilities and services that we offer all our visitors. The Scotch Whisky Experience, 354 Castlehill, The Royal Mile, Edinburgh EH1 2NE 1 The Scotch Whisky Experience Access Guide 2019 The Scotch Whisky Experience, 354 Castlehill, The Royal Mile, Edinburgh EH1 2NE Grid Reference: NT 25422 73516 For full information on visiting us, please see our website: www.scotchwhiskyexperience.co.uk Tel: 0131 220 0441 Email: [email protected] The Scotch Whisky Experience, 354 Castlehill, The Royal Mile, Edinburgh EH1 2NE 2 The Scotch Whisky Experience Access Guide 2019 The Scotch Whisky Experience is a five-star visitor attraction at the top of Edinburgh’s Royal Mile, where we’ve been inspiring visitors to Edinburgh about the joys of Scotch whisky for over 25 years. Whether you take a tour, visit our shop or restaurant, or enjoy an event or tasting here, we guarantee a sensational experience. The Scotch Whisky Experience is fully accessible for wheelchair users or those with specific access needs. If you require any further information about specific access or need advice on planning your visit, please do contact us on +44 (0)131 220 0441 or email [email protected] . The Scotch Whisky Experience, 354 Castlehill, The Royal Mile, Edinburgh EH1 2NE 3 The Scotch Whisky Experience Access Guide 2019 If there’s anything we can do to provide any further information within this Access Statement, please do contact us and we will be happy to offer our assistance. -

Exclusive, Rare, & Limited Release American Whiskey
EXCLUSIVE, RARE, & LIMITED RELEASE KNOB CREEK BOURBON AKER S ARK BLOOD OATH BOURBON, PACT NO. 4 M ’ M MOKY UARTZ OURBON KENTUCKY OWL 11 YEAR STRAIGHT RYE 2017 S Q V5 B MUGGLERS OTCH TRAIGHT OURBON MICHTER’S 10 YEAR KENTUCKY STRAIGHT RYE 2018 S ’ N S B IGGLY RIDGE MALL ARREL OURBON OCTOMORE 6.1 W B S B B OODFORD ESERVE OURBON OCTOMORE 8.3 W R B WILLIAM LARUE WELLER KENTUCKY STRAIGHT BOURBON 2017 TENNESSEE JACK DANIEL’S OLD NO. 7 AMERICAN WHISKEY JACK DANIEL’S GENTLEMAN JACK BEAT 3 RESERVE WHISKEY JACK DANIEL’S 150TH ANNIVERSARY EDITION GHOST OWL PACIFIC NORTHWEST WHISKEY JAILERS TENNESSEE WHISKEY MICHTER’S AMERICAN WHISKEY SEGRAMS 7 CROWN SMUGGLERS’ NOTCH LITIGATION WHEAT WHISKEY RYE STRANAHAN’S COLORADO WHISKEY ANGEL’S ENVY RYE WESTLAND SHERRY WOOD AMERICAN SINGLE MALT BASIL HAYDEN’S RYE BULLEIT RYE WHITE WHISKEY FLAG HILL STRAIGHT RYE MONADNOCK MOONSHINE HIGH WEST RENDEZVOUS RYE SMOKY QUARTZ GRANITE LIGHTNING HUDSON MANHATTAN RYE JAMES E. PEPPER 1776 STRAIGHT RYE BOURBON LOCK STOCK & BARREL STRAIGHT RYE WHISKY MICHTER’S STRAIGHT RYE 1792 SMALL BATCH BOURBON OLD OVERHOLT STRAIGHT RYE WHISKY AMADOR WHISKEY CO. DOUBLE BARREL BOURBON PUTNAM NEW ENGLAND RYE ANGEL’S ENVY BOURBON REDEMPTION RYE BASIL HAYDEN’S BOURBON TAMWORTH CHOCORUA STRAIGHT RYE BLANTON’S SINGLE BARREL TEMPLETON RYE BOOKER’S BOURBON WHISTLEPIG 10 YEAR STRAIGHT RYE BUFFALO TRACE KENTUCKY STRAIGHT BOURBON WHISTLEPIG FARMSTOCK BULLEIT BOURBON WHISTLEPIG THE BOSS HOG EAGLE RARE STRAIGHT BOURBON FLAG HILL STRAIGHT BOURBON HIGH WEST AMERICAN PRAIRIE CANADA HUDSON BABY BOURBON ALBERTA -

Scotch Whisky
Chapter 13 Scotch Whisky In This Chapter ▶ Noting the regional variations of Scotch ▶ Seeing how Scotch is made ▶ Listing some popular Scotch brands ▶ Savoring your Scotch cotch whisky (spelled without the e in whiskey) has a dis- Stinctive smoky flavor that’s the result of both the choice of ingredients and the method of distillation. Scotch whisky must be distilled and matured for at least three years in Scotland — but not necessarily bottled in Scotland. Some Scotch whiskies are distilled and aged in Scotland but bottled in another country. Types of Scotch Whisky Two kinds of Scotch whisky are distilled: malt whisky (from barley) and grain whisky (from cereals). Malt whiskies are divided into four groups according to the geographical loca- tion of the distillery in which they’re made (see Figure 13-1): ✓ Lowland malt whiskies: Made south of an imaginary line drawn from Dundee in the east to Greenock in the west. ✓ Highland malt whiskies: Made north of the aforemen- tioned line. 94 Part II: Distilling the High Points of Various Spirits ✓ Speyside malt whiskies: Made in the valley of the River Spey. Although these whiskies come from within the area of the Highland malt whiskies, the concentration of dis- tilleries and the specific climatic conditions in Speyside produce whiskies of an identifiable character, which is why they’re classified separately. ✓ Islay malt whiskies: Made on the island of Islay. Illustration by Lisa Reed Figure 13-1: The four main Scotch-producing regions. Part II: Distilling the High Points of Various Spirits Chapter 13: Scotch Whisky 95 Each group has its own clearly defined characteristics, rang- ing from the gentle, lighter-flavored Lowland whiskies to those distilled on Islay, which are generally regarded as the heaviest malt whiskies.