Scotch Whisky Cereals Technical Note
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The Perceptual Categorisation of Blended and Single Malt Scotch Whiskies Barry C
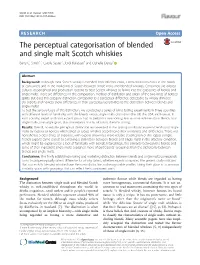
Smith et al. Flavour (2017) 6:5 DOI 10.1186/s13411-017-0056-x RESEARCH Open Access The perceptual categorisation of blended and single malt Scotch whiskies Barry C. Smith1*, Carole Sester2, Jordi Ballester3 and Ophelia Deroy1 Abstract Background: Although most Scotch whisky is blended from different casks, a firm distinction exists in the minds of consumers and in the marketing of Scotch between single malts and blended whiskies. Consumers are offered cultural, geographical and production reasons to treat Scotch whiskies as falling into the categories of blends and single malts. There are differences in the composition, method of distillation and origin of the two kinds of bottled spirits. But does this category distinction correspond to a perceptual difference detectable by whisky drinkers? Do experts and novices show differences in their perceptual sensitivities to the distinction between blends and single malts? To test the sensory basis of this distinction, we conducted a series of blind tasting experiments in three countries with different levels of familiarity with the blends versus single malts distinction (the UK, the USA and France). In each country, expert and novice participants had to perform a free sorting task on nine whiskies (four blends, four single malts, one single grain, plus one repeat) first by olfaction, then by tasting. Results: Overall, no reliable perceptual distinction was revealed in the tasting condition between blends and single malts by experts or novices when asked to group whiskies according to their similarities and differences. There was nonetheless a clear effect of expertise, with experts showing a more reliable classification of the repeat sample. -

Brewing Grains What Is Malt?
612.724.4514 [email protected] www.aperfectpint.net Brewing Grains Brewing grains are the heart and soul of beer. Next to water they make up the bulk of brewing ingredients. Brewing grains provide the sugars that yeast ferment. They are the primary source of beer color and a major contributor to beer flavor, aroma, and body. Proteins in the grains give structure to beer foam and minerals deliver many of the nutrients essential to yeast growth. By far the most common brewing grain is malted barley or barley malt, but a variety of other grains, both malted and unmalted, are also used including wheat, corn, rice, rye, and oats. What is Malt? To put it plainly, malt is cereal grain that has undergone the malting process. In the simplest terms, malting is the controlled germination and kilning of grain. Malting develops the diastatic enzymes that accomplish the conversion of starch to sugar during brewing and begins a limited process of conversion that makes the starches more accessible to the brewer. Malting also gives brewing grains their distinctive colors and flavors. Only the highest quality grain, called brewing grade, is selected for malting. Brewing grade grain is selected for, among other things, high starch content, uniform kernel size, low nitrogen content, and high diastatic power. Diastatic power is the ability of grains to break down complex starch molecules into simpler sugars for brewing. It is determined by the amount of diastatic enzymes in the grain. Barley is the most commonly malted grain, but other grains like wheat and rye are also malted. -
Lactic Acid Bacteria – the Uninvited but Generally Welcome Participants In
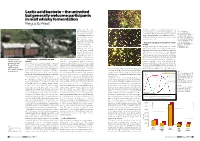
Lactic acid bacteria – the uninvited (a) but generally welcome participants in malt whisky fermentation Fergus G. Priest Coffey still. Like malt diversity resulting in Lactobacillus fermentum and LEFT: (b) whisky, it must be matured Lactobacillus paracasei as commonly dominant species by Fig. 1. Fluorescence photomicrographs of whisky for a minimum of 3 years. about 40 hours. During the final stages when the yeast is fermentation samples; green cells Grain whisky is the base of dying, a homofermentative bacterium related to Lacto- are viable, red cells are dead. (a) the standard blends such as bacillus acidophilus often proliferates and produces large Wort on entering the washback, (b) Famous Grouse, Teachers, amounts of lactic acid. after fermentation for 55 hours and and Johnnie Walker which (c) after fermentation for 95 hours. (a) AND (b) ARE REPRODUCED will contain between 15 Effects of lactobacilli on the flavour of malt WITH PERMISSION FROM VAN BEEK & and 30 % malt whisky. whisky PRIEST (2002, APPL ENVIRON Both products use a The bacteria can affect the flavour of the spirit in two MICROBIOL 68, 297–305); (c) COURTESY F. G. PRIEST similar process, but here ways. First, they will reduce the pH of the fermentation we will focus on malt (c) through the production of acetic and lactic acids. This whisky. Malted barley is will lead to a general increase in esters following milled, infused in water at distillation, a positive feature that has traditionally been about 64 °C for some 30 associated with the late lactic fermentation. This general minutes to 1 hour and the effect is apparent in the data presented in Fig. -

Alcohol Units a Brief Guide
Alcohol Units A brief guide 1 2 Alcohol Units – A brief guide Units of alcohol explained As typical glass sizes have grown and For example, most whisky has an ABV of 40%. popular drinks have increased in A 1 litre (1,000ml) bottle of this whisky therefore strength over the years, the old rule contains 400ml of pure alcohol. This is 40 units (as 10ml of pure alcohol = one unit). So, in of thumb that a glass of wine was 100ml of the whisky, there would be 4 units. about 1 unit has become out of date. And hence, a 25ml single measure of whisky Nowadays, a large glass of wine might would contain 1 unit. well contain 3 units or more – about the The maths is straightforward. To calculate units, same amount as a treble vodka. take the quantity in millilitres, multiply it by the ABV (expressed as a percentage) and divide So how do you know how much is in by 1,000. your drink? In the example of a glass of whisky (above) the A UK unit is 10 millilitres (8 grams) of pure calculation would be: alcohol. It’s actually the amount of alcohol that 25ml x 40% = 1 unit. an average healthy adult body can break down 1,000 in about an hour. So, if you drink 10ml of pure alcohol, 60 minutes later there should be virtually Or, for a 250ml glass of wine with ABV 12%, none left in your bloodstream. You could still be the number of units is: suffering some of the effects the alcohol has had 250ml x 12% = 3 units. -

Know Your Liquor VODKA WHISKY
Know Your Liquor VODKA Good to know: Vodka is least likely to give you a hangover Vodka is made by fermenting grains or crops such as potatoes with yeast. It's then purified and repeatedly filtered, often through charcoal, strange as it sounds, until it's as clear as possible. CALORIES: Because vodka contains no carbohydrates or sugars, it contains only calories from ethanol (around 7 calories per gram), making it the least-fattening alcoholic beverage. So a 35ml shot of vodka would contain about 72 calories. PROS: Vodka is the 'cleanest' alcoholic beverage because it contains hardly any 'congeners' - impurities normally formed during fermentation.These play a big part in how bad your hangover is. Despite its high alcohol content - around 40 per cent - vodka is the least likely alcoholic drink to leave you with a hangover, said a study by the British Medical Association CONS: Vodka is often a factor in binge drinking deaths because it is relatively tasteless when mixed with fruit juices or other drinks. HANGOVER SEVERITY: 3/10 WHISKY Good to know: Whisky or Scotch is distilled from fermented grains, such as barley or wheat, then aged in wooded casks. Whisky 'madness': It triggers erratic and unpredictable behaviour because most people drink whisky neat CALORIES: About 80 calories per 35ml shot. PROS: Single malt whiskies have been found to contain high levels of ellagic acid, according to Dr Jim Swan of the Royal Society of Chemists. This powerful acid inhibits the growth of tumours caused by certain carcinogens and kills cancer cells without damaging healthy cells. -

Alembic Pot Still
ALEMBIC POT STILL INSTRUCTION MANUAL CAN BE USED WITH THE GRAINFATHER OR T500 BOILER SAFETY Warning: This system produces a highly flammable liquid. PRECAUTION: • Always use the Alembic Pot Still System in a room with adequate ventilation. • Never leave the Alembic Pot Still system unattended when operating. • Keep the Alembic Pot Still system away from all sources of ignition, including smoking, sparks, heat, and open flames. • Ensure all other equipment near to the Alembic Pot Still system or the alcohol is earthed. • A fire extinguishing media suitable for alcohol should be kept nearby. This can be water fog, fine water spray, foam, dry powder, carbon dioxide, sand or dolomite. • Do not boil dry. In the event the still is boiled dry, reset the cutout button under the base of the still. In the very unlikely event this cutout fails, a fusible link gives an added protection. IN CASE OF SPILLAGE: • Shut off all possible sources of ignition. • Clean up spills immediately using cloth, paper towels or other absorbent materials such as soil, sand or other inert material. • Collect, seal and dispose accordingly • Mop area with excess water. CONTENTS Important points before getting started ............................................................................... 3 Preparing the Alembic Pot Still ................................................................................................. 5 Distilling a Whiskey, Rum or Brandy .......................................................................................7 Distilling neutral -

Whiskey Compendium
WHISKEY COMPENDIUM Whiskey is a spirit distilled from fermented grains and aged in oak barrels, which give it most of its colour and flavour. Our whiskey compendium is a humble tribute to this great spirit that is made and enjoyed all around the world. “The water was not fit to drink. To make it palatable, we had to add whiskey. By diligent effort, I learned to like it.” - Winston Churchill - OUR COLLECTION 1 – AMERICAN WHISKEY 2 – TRADITIONAL (RYE) BOURBON 3 – WHEATED BOURBON 4 – SMALL BATCH BOURBON 5 – SINGLE BARREL BOURBON 6 – VINTAGE AND UNIQUE BOURBON 7 – TENNESSEE WHISKEY 8 – RYE WHISKEY 9 – OTHER AMERICAN WHISKEY 10 – SCOTCH WHISKY (WHERE IT ALL BEGAN) 11 – BLENDED WHISKY 12 – SINGLE MALTS OF SCOTLAND (SPEYSIDE) 13 – SINGLE MALTS OF SCOTLAND (HIGHLAND & LOWLAND) 14 – SINGLE MALTS OF SCOTLAND (ISLAY & CAMPBELTOWN) 15 – SINGLE MALTS OF SCOTLAND (THE ISLANDS) 16 – INDEPENDENT BOTTLERS 17 – RARE & PRESTIGIOUS 18 – WHISKEYS OF THE WORLD (IRELAND & CANADA) 19 – WHISKIES OF THE WORLD AMERICAN WHISKEY – 1 – A SHORT HISTORY OF WHISKY OR WHISKEY? AMERICAN WHISKEY The Irish and Americans spell American whiskey is regulated by some whiskey with an “e”. The of the strictest laws of any spirit in Scots, Japanese and Canadians the world. Its heritage began when early spell whisky without. American settlers preserved their extra rye crops by distilling them. Although different to the barley they were used to in Europe, rye still made damn good whiskey. It was in the 18th Centu r y, EASY DISTILLATION when a quarter of a million Scottish and Irish immigrants arrived, that Distillation is a way to separate alcohol whiskey became serious business and from water, by boiling fermented grains the tax collectors were, of course, (called mash) and condensing its vapour. -
2019 Scotch Whisky
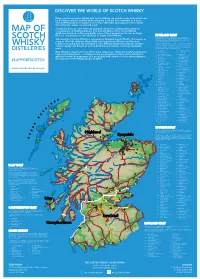
©2019 scotch whisky association DISCOVER THE WORLD OF SCOTCH WHISKY Many countries produce whisky, but Scotch Whisky can only be made in Scotland and by definition must be distilled and matured in Scotland for a minimum of 3 years. Scotch Whisky has been made for more than 500 years and uses just a few natural raw materials - water, cereals and yeast. Scotland is home to over 130 malt and grain distilleries, making it the greatest MAP OF concentration of whisky producers in the world. Many of the Scotch Whisky distilleries featured on this map bottle some of their production for sale as Single Malt (i.e. the product of one distillery) or Single Grain Whisky. HIGHLAND MALT The Highland region is geographically the largest Scotch Whisky SCOTCH producing region. The rugged landscape, changeable climate and, in The majority of Scotch Whisky is consumed as Blended Scotch Whisky. This means as some cases, coastal locations are reflected in the character of its many as 60 of the different Single Malt and Single Grain Whiskies are blended whiskies, which embrace wide variations. As a group, Highland whiskies are rounded, robust and dry in character together, ensuring that the individual Scotch Whiskies harmonise with one another with a hint of smokiness/peatiness. Those near the sea carry a salty WHISKY and the quality and flavour of each individual blend remains consistent down the tang; in the far north the whiskies are notably heathery and slightly spicy in character; while in the more sheltered east and middle of the DISTILLERIES years. region, the whiskies have a more fruity character. -

The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages
The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages © 2016 Robert A. Freitas Jr. All Rights Reserved. Abstract. Specialized nanofactories will be able to manufacture specific products or classes of products very efficiently and inexpensively. This paper is the first serious scaling study of a nanofactory designed for the manufacture of a specific food product, in this case high-value-per- liter alcoholic beverages. The analysis indicates that a 6-kg desktop appliance called the Fine Spirits Synthesizer, aka. the “Whiskey Machine,” consuming 300 W of power for all atomically precise mechanosynthesis operations, along with a commercially available 59-kg 900 W cryogenic refrigerator, could produce one 750 ml bottle per hour of any fine spirit beverage for which the molecular recipe is precisely known at a manufacturing cost of about $0.36 per bottle, assuming no reduction in the current $0.07/kWh cost for industrial electricity. The appliance’s carbon footprint is a minuscule 0.3 gm CO2 emitted per bottle, more than 1000 times smaller than the 460 gm CO2 per bottle carbon footprint of conventional distillery operations today. The same desktop appliance can intake a tiny physical sample of any fine spirit beverage and produce a complete molecular recipe for that product in ~17 minutes of run time, consuming <25 W of power, at negligible additional cost. Cite as: Robert A. Freitas Jr., “The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages,” IMM Report No. 47, May 2016; http://www.imm.org/Reports/rep047.pdf. 2 Table of Contents 1. -

How to Malt Barley (Or Wheat) for Beer (Or Whisky/Whiskey) I
How to Malt Barley (or Wheat) for Beer (or Whisky/Whiskey) I. Start with Good Quality Barley (or Wheat) A. When purchasing grain for malting, first ask about what types of chemicals might have been used on the grain and then about the grain's history: when it was harvested, how it was stored, etc. B. Inspect the Grain 1. Bits of chaff – and even the occasional dead bug – are quite normal and are of little concern. This sort of debris can easily be removed later when the grain is washed. It will usually float to the surface of the water where it can be skimmed off in a matter of minutes. 2. Grain that has live bugs should generally be avoided, as such bugs will spread to other grain stores and feast on all available grain until it is ready for use. Some of those bugs will also contribute a strong off-smell and off-taste, as well. However, buggy grain can occasionally be had for free, and there are a few types of bugs that do minimal damage to the grain if they are not allowed much time to do their worst. But definitely proceed cautiously with live bugs. 3. The presence of foreign seeds mixed in with the grain may or may not be problematic. A few kernels of corn, a bean or two, a few oats, etc., should not be cause for concern, but if there are unknown seeds mixed in with the grain, ask what they are and act accordingly. 4. Examine the color of the grain and avoid any that has a grayish hue, as this would indicate that the grain was mildewed, either in the field or in storage. -

WHISKEY AMERICAN WHISKEY Angel's Envy Port Barrel Finished
WHISK(E)YS BOURBON WHISKEY AMERICAN WHISKEY Angel's Envy Port Barrel Finished ............................................................ $12.00 High West Campfire Whiskey ................................................................... $10.00 Basil Hayden's ............................................................................................ $12.00 Jack Daniel's ............................................................................................... $8.00 Belle Meade Sour Mash Whiskey ............................................................. $10.00 Gentleman Jack ........................................................................................ $11.00 Belle Meade Madeira Cask Bourbon ........................................................ $15.00 George Dickel No.12 ................................................................................... $9.00 Blackened Whiskey .................................................................................... $10.00 Mitcher's American Whiskey .................................................................... $12.00 Buffalo Trace ............................................................................................... $8.00 Mitcher's Sour Mash Whiskey .................................................................. $12.00 Bulleit Bourbon ............................................................................................ $8.00 CANADIAN WHISKY Bulleit Bourbon 10 year old ...................................................................... $13.00 -

Undestanding Malting Barley Quality Aaron Macleod, Director, Center for Craft Food and Beverage Hartwick College, Oneonta, NY, 13820 [email protected]
Undestanding Malting Barley Quality Aaron MacLeod, Director, Center for Craft Food and Beverage Hartwick College, Oneonta, NY, 13820 [email protected] Malt is the key ingredient in beer that provides the starch and enzymes necessary to produce the fermentable sugars which yeast then turn into alcohol. Malt also provides the color and flavor compounds which contribute to the final character of beer. Malting is the biological process that turns barley into malt. It is a three stage process including soaking (or steeping) the grain in water to bring the kernels to 45% moisture; germination under cool, humid conditions and drying (or kilning) to dry and stabilize the final malt. Barley must meet strict quality criteria to be acceptable for malt production. Maintaining tight controls on these quality factors in the grain is necessary to ensure good processing efficiency and final product quality in the malthouse and brewery. Care must be taken when growing malting barley to ensure that it meets the necessary specifications. A premium is paid to growers for high quality malting barley to compensate for the extra effort. High quality malting barley should have the following characteristics: Pure lot of an acceptable variety Germination of 95% or higher Protein content raging between 9.5% to 12.5% (dry basis) Moisture content below 13.5% Plump and uniform kernels Free of disease and low DON content Less than 5% of peeled, broken, or damaged kernels Clean and free of insects, admixtures, ergot or foreign material Varietal purity Malting barley varieties are bred specifically for characteristics that promote good malting and brewing performance, such as high enzymatic activity, as well as good agronomic performance and disease resistance.