Brewing Grains What Is Malt?
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

BEVERAGE LIST BEVERAGE LIST Non-Alcoholic Beers Beverages O’Doul’S (USA)
BEVERAGE LIST BEVERAGE LIST Non-Alcoholic Beers Beverages O’Doul’s (USA) ..........................................................................3.40 Lemonade, Iced Tea, Raspberry Iced Tea, Milk, Coke, Diet Coke, St. Pauli NA ................................................................................3.40 Squirt, 7-Up, Mellow Yellow, Orange, Ginger Ale, Tonic, Soda (Free Refills) – (To Go 1.25) ...............................................2.00 Sprecher Root Beer (12 oz.) ........................................................2.50 “I have never needed a beer so bad Sprecher Cream Soda (16 oz.) ....................................................2.50 in my entire life.” Hank Hill Hot Chocolate .............................................................................2.00 Juices: Orange, Grapefruit, Cranberry, Pineapple, Tomato, Apple ...........................................................2.00 Wines By The Glass Coffee, Hot Tea ...........................................................................2.00 Ginger Beer .................................................................................2.50 WINES FROM MICHIGAN Grand Traverse Select Sweet Harvest Riesling ........................7.00 “Work is the curse of the drinking classes.” Grand Traverse Semi Dry Riesling ............................................7.00 Oscar Wilde Grand Traverse Sweet Red .........................................................7.00 HOUSE WINES Beer List White Zinfandel, Cabernet, Chardonnay, Merlot, Shiraz Cabernet Blend ...............................................................7.00 -
2019 Scotch Whisky
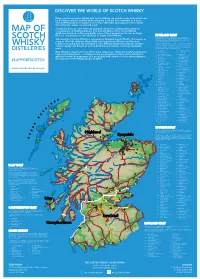
©2019 scotch whisky association DISCOVER THE WORLD OF SCOTCH WHISKY Many countries produce whisky, but Scotch Whisky can only be made in Scotland and by definition must be distilled and matured in Scotland for a minimum of 3 years. Scotch Whisky has been made for more than 500 years and uses just a few natural raw materials - water, cereals and yeast. Scotland is home to over 130 malt and grain distilleries, making it the greatest MAP OF concentration of whisky producers in the world. Many of the Scotch Whisky distilleries featured on this map bottle some of their production for sale as Single Malt (i.e. the product of one distillery) or Single Grain Whisky. HIGHLAND MALT The Highland region is geographically the largest Scotch Whisky SCOTCH producing region. The rugged landscape, changeable climate and, in The majority of Scotch Whisky is consumed as Blended Scotch Whisky. This means as some cases, coastal locations are reflected in the character of its many as 60 of the different Single Malt and Single Grain Whiskies are blended whiskies, which embrace wide variations. As a group, Highland whiskies are rounded, robust and dry in character together, ensuring that the individual Scotch Whiskies harmonise with one another with a hint of smokiness/peatiness. Those near the sea carry a salty WHISKY and the quality and flavour of each individual blend remains consistent down the tang; in the far north the whiskies are notably heathery and slightly spicy in character; while in the more sheltered east and middle of the DISTILLERIES years. region, the whiskies have a more fruity character. -

2018 World Beer Cup Style Guidelines
2018 WORLD BEER CUP® COMPETITION STYLE LIST, DESCRIPTIONS AND SPECIFICATIONS Category Name and Number, Subcategory: Name and Letter ...................................................... Page HYBRID/MIXED LAGERS OR ALES .....................................................................................................1 1. American-Style Wheat Beer .............................................................................................1 A. Subcategory: Light American Wheat Beer without Yeast .................................................1 B. Subcategory: Dark American Wheat Beer without Yeast .................................................1 2. American-Style Wheat Beer with Yeast ............................................................................1 A. Subcategory: Light American Wheat Beer with Yeast ......................................................1 B. Subcategory: Dark American Wheat Beer with Yeast ......................................................1 3. Fruit Beer ........................................................................................................................2 4. Fruit Wheat Beer .............................................................................................................2 5. Belgian-Style Fruit Beer....................................................................................................3 6. Pumpkin Beer ..................................................................................................................3 A. Subcategory: Pumpkin/Squash Beer ..............................................................................3 -

The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages
The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages © 2016 Robert A. Freitas Jr. All Rights Reserved. Abstract. Specialized nanofactories will be able to manufacture specific products or classes of products very efficiently and inexpensively. This paper is the first serious scaling study of a nanofactory designed for the manufacture of a specific food product, in this case high-value-per- liter alcoholic beverages. The analysis indicates that a 6-kg desktop appliance called the Fine Spirits Synthesizer, aka. the “Whiskey Machine,” consuming 300 W of power for all atomically precise mechanosynthesis operations, along with a commercially available 59-kg 900 W cryogenic refrigerator, could produce one 750 ml bottle per hour of any fine spirit beverage for which the molecular recipe is precisely known at a manufacturing cost of about $0.36 per bottle, assuming no reduction in the current $0.07/kWh cost for industrial electricity. The appliance’s carbon footprint is a minuscule 0.3 gm CO2 emitted per bottle, more than 1000 times smaller than the 460 gm CO2 per bottle carbon footprint of conventional distillery operations today. The same desktop appliance can intake a tiny physical sample of any fine spirit beverage and produce a complete molecular recipe for that product in ~17 minutes of run time, consuming <25 W of power, at negligible additional cost. Cite as: Robert A. Freitas Jr., “The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages,” IMM Report No. 47, May 2016; http://www.imm.org/Reports/rep047.pdf. 2 Table of Contents 1. -

How to Malt Barley (Or Wheat) for Beer (Or Whisky/Whiskey) I
How to Malt Barley (or Wheat) for Beer (or Whisky/Whiskey) I. Start with Good Quality Barley (or Wheat) A. When purchasing grain for malting, first ask about what types of chemicals might have been used on the grain and then about the grain's history: when it was harvested, how it was stored, etc. B. Inspect the Grain 1. Bits of chaff – and even the occasional dead bug – are quite normal and are of little concern. This sort of debris can easily be removed later when the grain is washed. It will usually float to the surface of the water where it can be skimmed off in a matter of minutes. 2. Grain that has live bugs should generally be avoided, as such bugs will spread to other grain stores and feast on all available grain until it is ready for use. Some of those bugs will also contribute a strong off-smell and off-taste, as well. However, buggy grain can occasionally be had for free, and there are a few types of bugs that do minimal damage to the grain if they are not allowed much time to do their worst. But definitely proceed cautiously with live bugs. 3. The presence of foreign seeds mixed in with the grain may or may not be problematic. A few kernels of corn, a bean or two, a few oats, etc., should not be cause for concern, but if there are unknown seeds mixed in with the grain, ask what they are and act accordingly. 4. Examine the color of the grain and avoid any that has a grayish hue, as this would indicate that the grain was mildewed, either in the field or in storage. -

Undestanding Malting Barley Quality Aaron Macleod, Director, Center for Craft Food and Beverage Hartwick College, Oneonta, NY, 13820 [email protected]
Undestanding Malting Barley Quality Aaron MacLeod, Director, Center for Craft Food and Beverage Hartwick College, Oneonta, NY, 13820 [email protected] Malt is the key ingredient in beer that provides the starch and enzymes necessary to produce the fermentable sugars which yeast then turn into alcohol. Malt also provides the color and flavor compounds which contribute to the final character of beer. Malting is the biological process that turns barley into malt. It is a three stage process including soaking (or steeping) the grain in water to bring the kernels to 45% moisture; germination under cool, humid conditions and drying (or kilning) to dry and stabilize the final malt. Barley must meet strict quality criteria to be acceptable for malt production. Maintaining tight controls on these quality factors in the grain is necessary to ensure good processing efficiency and final product quality in the malthouse and brewery. Care must be taken when growing malting barley to ensure that it meets the necessary specifications. A premium is paid to growers for high quality malting barley to compensate for the extra effort. High quality malting barley should have the following characteristics: Pure lot of an acceptable variety Germination of 95% or higher Protein content raging between 9.5% to 12.5% (dry basis) Moisture content below 13.5% Plump and uniform kernels Free of disease and low DON content Less than 5% of peeled, broken, or damaged kernels Clean and free of insects, admixtures, ergot or foreign material Varietal purity Malting barley varieties are bred specifically for characteristics that promote good malting and brewing performance, such as high enzymatic activity, as well as good agronomic performance and disease resistance. -

American Wheat Beer
Contents Ingredients • Ingredients • Priming Sugar FERMENTABLES • Grain Bag • Bottle Caps 1 lb. Wheat DME • Brewing Procedures SPECIALTY GRAINS 4 oz. Caramel 8L Hops may vary due to availability. HOPS 2 packs of 3g Lemondrop Glossary Hops YEAST OG DME 1 Sachet American Wheat Beer Original Gravity Dried Malt Extract (NOTE: you will only use 1 Wheat malt and select hops create the recipe for SG LME teaspoon of the provided yeast this easy-drinking summertime classic. Light-bodied Specific Gravity Liquid Malt Extract sachet.) with a smooth finish, our Wheat Beer features an FG IBU Final Gravity International Bittering authentic dry wheat yeast. CO2 Units (Tinseth) IBUs: 18 - 22 OG: 1.041 - 1.045 FG: 1.012 - 1.016 Carbon Dioxide ABV Alcohol by Volume ABV: 3.8% - 4.3% Difficulty: Easy Color: Deep Gold Recommended Procedures Recommended Brew Day Equipment • 8 Quart or Larger Brew Pot • Hydrometer BREW DAY (DATE / / ) • 2 Gallon Pail w/Lid (primary fermenter) • Thermometer 1. READ • Screw Cap with Hole • No-Rinse Sanitizer Read all of the recommended procedures before you begin. • Airlock • Cleanser • 1 Gallon Glass Jug (secondary fermenter) • Spoon or Paddle 2. SANITIZE Thoroughly clean and sanitize ALL brewing equipment and utensils Brew Tips that will come in contact with any ingredients, wort or beer with a 1The grains should not be compacted inside the bag. Grains certified sanitizer, e.g., Star San or IO Star. should steep loosely allowing the hot water to soak into all of the grain evenly. 3. STEEP GRAINS 2Pay careful attention not to let your steeping water exceed 170ºF Pour 1.5 gallons of clean water into your brew pot and begin to heat. -

DRAFT LIST ------All Draft Beers $5 | Beer Flights 4 for $10
14701 Detroit Ave, Lakewood, Ohio, 44107 DRAFT LIST ---------------------------------------------------------------------All Draft Beers $5 | Beer Flights 4 for $10----------------------------------------------------------------- 1. Butcher and the HasselHefe Hefeweizen / 5.4% ABV / 162 CAL / Cleveland, OH / 2. Tröegs Independent Sunshine Pils Pilsner - German / 4.5% ABV / 45 IBU / 135 CAL / Hershey, PA / It takes the right ingredients, people and processes to nail the complex balance of two-row barley, zesty Saaz hops and lager yeast. Secondary fermentation creates natural carbonation that delivers soft... 3. Narragansett Narragansett Lager- $2 Lager - American / 5% ABV / 12 IBU / 150 CAL / Providence, RI / Made on Honor for five generations, The Famous Narragansett Lager has been one of the greats since 1890. Pre-Prohibition era drinkers toasted 'Gansett, Dr. Suess illustrated 'Gansett, the Sox scored... 4. Rhinegeist Cheetah Lager - Pale / 4.8% ABV / 6 IBU / 144 CAL / Cincinnati, OH / Cheetah is an agile, easy-drinking Lager. Bright, light, with a tinge of malt and citrus character, this brew is crazily crushable. 5. Boss Dog Holy Toledo Pilsner Pilsner - German / 5.1% ABV / 33 IBU / 153 CAL / Cleveland, OH / German style, noble hopped pilsner. Clean and refreshing. 6. BIRDFISH BREWING CO. Vienna Lager Lager - Vienna / 4.8% ABV / 144 CAL / Columbiana, OH / 7. Urban Artifact Paperweight Goblet $ Fruit Beer / 8% ABV / 15 IBU / 240 CAL / Cincinnati, OH / Apricot Midwest Fruit Tart. 3,000lbs of apricots per 30bbl batch. 8. Hightower Through My Lens Firecracker Goblet $ Sour - Fruited / 4% ABV / 120 CAL / Rayland, OH / Conditioned on raspberry, cherry, lemon, and a ridiculous amount of firecracker popsicles! 9. Lost Coast Tangerine Wheat Wheat Beer - Other / 5.2% ABV / 15 IBU / 156 CAL / Eureka, CA / Let’s just put it this way: If you’re ever going to have an impromptu pool party at a complete stranger’s house, this is the beer you’ll want to be swiggin'.. -

Breakdown of a Malt COA
Breakdown of a Malt COA Bucket Analysis Approach Presenters Tyler Schoales Mike Heinrich Craft Malt Specialist – NA Craft Sales Manager Country Malt Group Great Western Malting Breakdown of a Malt COA Agenda Overview of Malting and Modification Certificate of Analysis Breakdown Bucketing Analysis • Protein Dependent Specifications • Carbohydrate Dependent Specifications • Enzyme Package Specifications • Color Breakdown of a Malt COA Malting and Breakdown of Bucketing Modification COA Analysis Malting and the Certificate of Analysis • Malting is the controlled germination and kilning of a seed to produce the desirable brewing characteristics • Maltsters create ideal growing conditions for barley to germinate and drive modification • “Modification” is the biochemical breakdown of cell wall structures, and protein matrices in order to gain access to the starch reserves held within the endosperm • A malt Certificate of Analysis (COA) lists the results from a suite of standardized tests that serve to indicate how the malt will perform. Breakdown of a Malt COA Malting and Breakdown of Bucketing Modification COA Analysis Breakdown of the COA Malt Sieve Analysis (Assortment) • Plump kernels provide more extract than thinner kernels • Roller mill gaps are set according to the mean kernel size • A broad distribution can make mill setting difficult → poor extract recovery in the brewery • Typical analysis – 7/64 + 6/64’s (PLUMP’s) > 90% • Consistency is the key Malt Sieve Analysis (Breakage) • Damaged husks will form a poor filter bed • Fines formed -

Evaluation of Saccharifying Methods for Alcoholic Fermentation of Starchy Substrates Alice Lee Iowa State College
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1955 Evaluation of saccharifying methods for alcoholic fermentation of starchy substrates Alice Lee Iowa State College Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Biochemistry Commons Recommended Citation Lee, Alice, "Evaluation of saccharifying methods for alcoholic fermentation of starchy substrates " (1955). Retrospective Theses and Dissertations. 13626. https://lib.dr.iastate.edu/rtd/13626 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. NOTE TO USERS This reproduction is the best copy available. ® UMI EVALUATION OF SACCHARIFYING METHODS FOR ALCOHOLIC FERMENTATION OF STARCHY SUBSTRATES by Alice Lee A Dlseertatlon Submitted to the Graduate Faculty In Partial Fulfillment of The RequirementB for the Degree of DOCTOR OF PHILOSOPHY Major Subjects Blochensletry Approved: Signature was redacted for privacy. In Charge of Major Work Signature was redacted for privacy. Head of Major Department Signature was redacted for privacy. Dean of Graduate College Iowa State College 1955 UMI Number: DP12815 INFORMATION TO USERS The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleed-through, substandard margins, and improper alignment can adversely affect reproduction. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. -

Brewing with Unmalted Cereal Adjuncts: Sensory and Analytical Impacts on Beer Quality
beverages Article Brewing with Unmalted Cereal Adjuncts: Sensory and Analytical Impacts on Beer Quality Joanna Yorke, David Cook * and Rebecca Ford International Centre for Brewing Science, School of Biosciences, Sutton Bonington Campus, The University of Nottingham, Loughborough LE12 5RD, UK; [email protected] (J.Y.); [email protected] (R.F.) * Correspondence: [email protected]; Tel.: +44-115-951-6245 Abstract: Brewing with unmalted cereal adjuncts can reduce the requirement for malting, thereby lowering costs and improving the overall sustainability of the brewing chain. However, substantial adjunct usage has technological challenges and the sensory characteristics of beers produced using high adjunct rates are still not fully understood. This study examined the impacts of brewing with unmalted barley, wheat, rice and maize at relatively high concentrations (0, 30% and 60% of grist) on the sensorial and analytical profiles of lager beer. Adjunct based beers and a 100% malt control were brewed at 25 L scale. A trained sensory panel (n = 8) developed a lexicon and determined the sensorial profile of beers. At 30% adjunct incorporation there was insignificant variation in the expected beer flavour profile. At 60% adjunct incorporation, there were some significant sensory differences between beers which were specific to particular adjunct materials. Furthermore, 60% adjunct inclusion (with correspondingly low wort FAN) impacted the fermentation volatile profile of the final beers which corresponded with findings observed in the sensory analysis. Developing an understanding of adjunct-induced flavour differences and determining strategies to minimise these differences will facilitate the implementation of cost-efficient and sustainable grist solutions. -
Scotch Whisky Cereals Technical Note
- Scotch Whisky Cereals Technical Note 3rd Edition: August 2018 Scotch Whisky Cereals Technical Note Published by: The Scotch Whisky Association, Quartermile Two 2 Lister Square Edinburgh EH3 9GL Tel: 0131-222 9200 (Switchboard) E-mail: [email protected] 1st edition: January 2017 2nd edition: August 2017 3rd edition: August 2018 The text of the guidance has been drawn up by the Scotch Whisky Association and its Cereals Committee. Disclaimer This Technical Note has been provided as a document for information purposes only. It is aimed at those wishing to increase their knowledge of Scotch Whisky cereals. Decisions on procurement and the specification of cereals are ultimately a commercial matter for individual companies. The information contained in the guidance is correct at the time of going to print. © THE SCOTCH WHISKY ASSOCIATION 1 Scotch Whisky Cereals Technical Note Page CONTENTS Executive Summary 3 Introduction 3 Raw materials 3 Environmental sustainability 5 Assurance schemes 6 Commercial issues 7 Barley 9 Pot still distilling malt 9 Moisture content 11 Grain size, screenings and admixture 12 Grain damage 12 Viability 12 Nitrogen 12 Attributes for malt distilling barley 12 Grain distilling malt 14 Attributes for grain distilling barley 16 Development of new barley varieties 16 Research 16 Barley selection & testing 17 Spring barley varieties suitable for distilling 21 Wheat 23 Wheat varieties suitable for distilling 25 Attributes for distilling wheat varieties 29 Maize 30 Appendix 1 – General Scotch Whisky facts 31 Appendix 2 – Sources of information 33 Appendix 3 – Glossary of terms 35 2 Scotch Whisky Cereals Technical Note EXECUTIVE SUMMARY The Scotch Whisky Association’s (SWA) membership accounts for around 90% of the sector and aims to create conditions for long-term growth worldwide and secure Scotch’s place as the leading high-quality spirit drink.