Brewing with Unmalted Cereal Adjuncts: Sensory and Analytical Impacts on Beer Quality
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Brewing Yeast – Theory and Practice
Brewing yeast – theory and practice Chris Boulton Topics • What is brewing yeast? • Yeast properties, fermentation and beer flavour • Sources of yeast • Measuring yeast concentration The nature of yeast • Yeast are unicellular fungi • Characteristics of fungi: • Complex cells with internal organelles • Similar to plants but non-photosynthetic • Cannot utilise sun as source of energy so rely on chemicals for growth and energy Classification of yeast Kingdom Fungi Moulds Yeast Mushrooms / toadstools Genus > 500 yeast genera (Means “Sugar fungus”) Saccharomyces Species S. cerevisiae S. pastorianus (ale yeast) (lager yeast) Strains Many thousands! Biology of ale and lager yeasts • Two types indistinguishable by eye • Domesticated by man and not found in wild • Ale yeasts – Saccharomyces cerevisiae • Much older (millions of years) than lager strains in evolutionary terms • Lot of diversity in different strains • Lager strains – Saccharomyces pastorianus (previously S. carlsbergensis) • Comparatively young (probably < 500 years) • Hybrid strains of S. cerevisiae and wild yeast (S. bayanus) • Not a lot of diversity Characteristics of ale and lager yeasts Ale Lager • Often form top crops • Usually form bottom crops • Ferment at higher temperature o • Ferment well at low temperatures (18 - 22 C) (5 – 10oC) • Quicker fermentations (few days) • Slower fermentations (1 – 3 weeks) • Can grow up to 37oC • Cannot grow above 34oC • Fine well in beer • Do not fine well in beer • Cannot use sugar melibiose • Can use sugar melibiose Growth of yeast cells via budding + + + + Yeast cells • Each cell is ca 5 – 10 microns in diameter (1 micron = 1 millionth of a metre) • Cells multiply by budding a b c d h g f e Yeast and ageing - cells can only bud a certain number of times before death occurs. -

Alternative Fermentations
the best of ® ALTERNATIVE FERMENTATIONS Please note all file contents are Copyright © 2021 Battenkill Communications, Inc. All Rights Reserved. This file is for the buyer’s personal use only. It’s unlawful to share or distribute this file to others in any way including e-mailing it, posting it online, or sharing printed copies with others. MAKING MEAD BY BRAD SMITH ead, which is a fermented beverage made from honey, is one of the oldest alcoholic M beverages. Vessels found in China dating back to 7000 B.C. have organic compounds consistent with fermented honey and rice. Mead was the revered “nectar of the gods” in ancient Greece and the “drink of kings” throughout history, though it has faded to obscurity in modern times. For homebrewers, mead is a great addition to complement your other fermented offerings. Many of your guests may have never tasted a good quality mead or melomel (fruit mead), but almost everyone enjoys this sweet beverage. Using some modern methods, mead is also relatively easy and quick to make, and you can use equipment you already have on hand for homebrewing. MODERN MEADMAKING TECHNIQUES When I started homebrewing back in 1987, the fermentation of mead was a very slow process, taking 12 to 18 Photo by Charles A. Parker/Images Plus Parker/Images A. Charles by Photo months for a mead to fully ferment and age. Honey has antibacterial it highlights the flavor of the honey country may have additional variants. properties and is poor in nutrients, varietal itself. In the US, a lot of honey production particularly nitrogen, resulting in a The variety of honey and strength is still done by small, independent very slow fermentation. -

Brewing Grains What Is Malt?
612.724.4514 [email protected] www.aperfectpint.net Brewing Grains Brewing grains are the heart and soul of beer. Next to water they make up the bulk of brewing ingredients. Brewing grains provide the sugars that yeast ferment. They are the primary source of beer color and a major contributor to beer flavor, aroma, and body. Proteins in the grains give structure to beer foam and minerals deliver many of the nutrients essential to yeast growth. By far the most common brewing grain is malted barley or barley malt, but a variety of other grains, both malted and unmalted, are also used including wheat, corn, rice, rye, and oats. What is Malt? To put it plainly, malt is cereal grain that has undergone the malting process. In the simplest terms, malting is the controlled germination and kilning of grain. Malting develops the diastatic enzymes that accomplish the conversion of starch to sugar during brewing and begins a limited process of conversion that makes the starches more accessible to the brewer. Malting also gives brewing grains their distinctive colors and flavors. Only the highest quality grain, called brewing grade, is selected for malting. Brewing grade grain is selected for, among other things, high starch content, uniform kernel size, low nitrogen content, and high diastatic power. Diastatic power is the ability of grains to break down complex starch molecules into simpler sugars for brewing. It is determined by the amount of diastatic enzymes in the grain. Barley is the most commonly malted grain, but other grains like wheat and rye are also malted. -

To Many Beer Lovers, Christian Monks
The history of monks and brewing To many beer lovers, Christian monks are the archetypes of brewers. It’s not that monks invented beer: Archeologists find it in both China and Egypt around 5000 B.C., long before any Christian monks existed. And it’s not that the purpose of monks is to brew beer: Their purpose is to seek and to serve God, through a specific form of spiritual life. But if monks did not invent beer, and brewing is not their defining vocation, they did play a major role in Western brewing from at least the second half of the first millennium. Let’s take a broad look at how. First, some background. Christian monasticism has its formal roots in the fourth century, when the Roman Empire was still at its height. The Empire suffered serious decline during the fifth century, the era in which St. Benedict lived (c. 480 - March 21, 547). As the social structure of the Roman Empire crumbled, monasteries organized under the Rule of Benedict emerged as centers of agriculture, lodging, education, literature, art, etc. When Charlemagne established the Holy Roman Empire in the year 800, he relied on monasteries to help weave its social and economic infrastructure – and he promoted the Rule of Benedict as the standard for monastic organization. Against this brief sketch of history, we can begin to observe the relationship between monks and brewing. In ancient days, within the Roman Empire as throughout the world, brewing was typically done in the home. This practice carried into monasteries, which had to provide drink and nourishment for the monks, as well as for guests, pilgrims, and the poor. -

BEVERAGE LIST BEVERAGE LIST Non-Alcoholic Beers Beverages O’Doul’S (USA)
BEVERAGE LIST BEVERAGE LIST Non-Alcoholic Beers Beverages O’Doul’s (USA) ..........................................................................3.40 Lemonade, Iced Tea, Raspberry Iced Tea, Milk, Coke, Diet Coke, St. Pauli NA ................................................................................3.40 Squirt, 7-Up, Mellow Yellow, Orange, Ginger Ale, Tonic, Soda (Free Refills) – (To Go 1.25) ...............................................2.00 Sprecher Root Beer (12 oz.) ........................................................2.50 “I have never needed a beer so bad Sprecher Cream Soda (16 oz.) ....................................................2.50 in my entire life.” Hank Hill Hot Chocolate .............................................................................2.00 Juices: Orange, Grapefruit, Cranberry, Pineapple, Tomato, Apple ...........................................................2.00 Wines By The Glass Coffee, Hot Tea ...........................................................................2.00 Ginger Beer .................................................................................2.50 WINES FROM MICHIGAN Grand Traverse Select Sweet Harvest Riesling ........................7.00 “Work is the curse of the drinking classes.” Grand Traverse Semi Dry Riesling ............................................7.00 Oscar Wilde Grand Traverse Sweet Red .........................................................7.00 HOUSE WINES Beer List White Zinfandel, Cabernet, Chardonnay, Merlot, Shiraz Cabernet Blend ...............................................................7.00 -

A History of Lehigh County
\B7 L5H3 Class _^^ ^ 7 2- CoKiightN". ^A^ COFmiGHT DEPOSIT 1/ I \ HISTORY OF < Lehigh . County . Pennsylvania From The Earliest Settlements to The Present Time including much valuable information FOR THE USE OF THE ScDoolSt Families ana Cibrarics, BY James J. Hauser. "A! Emaus, Pknna., TIMES PURIJSHING CO. 1 901, b^V THF LIBRARY OF CONGRESS, Two Copies Recfived AUG. 31 1901 COPYBIOHT ENTRV ^LASS<^M<Xa No. COPY A/ Entered according to Die Act of Congress, in the year 1901, By JAMES J. HAUSER, In the Office of the Librarian of Congress, at Washington, D. C. All rights reserved. OMISSIONS AND ERRORS. /)n page 20, the Lehigh Valley R. R. omitted. rag6[29, Swamp not Swoiup. Page 28, Milford not Milfod. Page ol, Popnlatioii not Populatirn. Page 39, the Daily Leader of Ailentown, omitted. Page 88, Rev. .Solomon Neitz's E. name omitted. Page i)2,The second column of area of square miles should begin with Hanover township and not with Heidelberg. ^ INTRODUCTION i It is both interesting and instructive to study the history of our fathers, to ^ fully understand through what difficulties, obstacles, toils and trials they went to plant settlements wliich struggled up to a position of wealth and prosperity. y These accounts of our county have been written so as to bring before every youth and citizen of our county, on account of the growth of the population, its resources, the up building of the institution that give character and stability to the county. It has been made as concise as possible and everything which was thought to be of any value to the youth and citizen, has been presented as best as it could be under the circumstances and hope that by perusing its pages, many facts of interest can be gathered that will be of use in future years. -

What Does Your Beer Really Cost?
WHat DOES YOUR Beer Really COST? Establishing an Effective Beer Costing Program in the Brewpub Your brewpub has been open a few years, you’re making award-winning beers, you’re a centerpiece of the community, and you’re even making a profit. Employees are happy, the bank is happy, investors are happy, and you’ve managed to get your work week down to a manageable 70 hours. Labor expenses are steady and manageable, food cost is at the industry average, and beer cost is “around” 10 percent. That’s good, right? Right? If you don’t have a clear view of the cost of your beer, you may be pouring dollars down the drain (literally). A well-established cost analysis will not only provide valuable data on the real cost of selling your suds, but may also identify areas of opportunity such as purchasing, labor and compensation analysis, and reducing waste. Many different methods exist for calculating beer cost, and in this article I’ll describe the ones I find valuable, in addition to a few I don’t (and why). BY SCOTT METZGER If you don’t have a clear view of the cost of your beer, you may be pouring dollars down the drain (literally). GROSS SALES AND REVENUE dient used times the price of each ingredi- you’re staying up-to-date on your per-recipe PER BARREL ent used and sum up the totals. Costing out costs, the cost associated with any specialty Top line revenue is a number we’re all quite each recipe like this provides the opportuni- ingredients will be captured by the respec- aware of, and we can usually gauge a suc- ty to look at ingredient costs on a per-brand tive values of your beer inventory. -

2018 World Beer Cup Style Guidelines
2018 WORLD BEER CUP® COMPETITION STYLE LIST, DESCRIPTIONS AND SPECIFICATIONS Category Name and Number, Subcategory: Name and Letter ...................................................... Page HYBRID/MIXED LAGERS OR ALES .....................................................................................................1 1. American-Style Wheat Beer .............................................................................................1 A. Subcategory: Light American Wheat Beer without Yeast .................................................1 B. Subcategory: Dark American Wheat Beer without Yeast .................................................1 2. American-Style Wheat Beer with Yeast ............................................................................1 A. Subcategory: Light American Wheat Beer with Yeast ......................................................1 B. Subcategory: Dark American Wheat Beer with Yeast ......................................................1 3. Fruit Beer ........................................................................................................................2 4. Fruit Wheat Beer .............................................................................................................2 5. Belgian-Style Fruit Beer....................................................................................................3 6. Pumpkin Beer ..................................................................................................................3 A. Subcategory: Pumpkin/Squash Beer ..............................................................................3 -

Beer from Fat Head's Brewery
BEER FROM FAT HEAD’S BREWERY BEER FROM OTHER GREAT BREWERIES Middleburg Hts., OH AUROCHS Sunrise Hazy IPA, PA. 6.7% ABV, 16oz | 8 * SIERRA NEVADA Pale Ale, CA. 5% ABV, 16oz | 7 FAT HEAD’S HEAD HUNTER IPA 16oz | 7 HELLTOWN Mischievous Brown, PA. 5.5% ABV, 16oz | 7 Aggressively hopped IPA, with big notes of citrus, pine and LEFT HAND Milk Stout (Nitro), CO. 5% ABV, 16oz | 7 grapefruit. A clean bitter finish. 7.5% ABV, 87 IBU ALLAGASH White, ME. 5.1% ABV, 16oz | 7 OSKAR BLUES Guava Rodeo (Sour), CO. 6% ABV, 16oz | 7 FATHEAD’S HOP JUJU Imperial IPA 12oz | 7.5 PRAIRIE Sneaking Suspicion (Sour), OK, 5% ABV, 16oz | 7.5 Citrus, pine and tropical fruit with a juicy finish. 9% ABV, 100 IBU EAST END Northern Heights (Barrel Age), PA 9% ABV 12oz | 7 YUENGLING Lager, PA. 4.5% ABV, 16oz | 5.5 FAT HEAD’S BONE HEAD RED IMPERIAL IPA 12oz | 7.5 MILLER LITE, Milwaukee, WI. 5% ABV, 16oz | 5 Hopped -up to the max, deep ruby in color, and an almost pungent piney aroma. Malts bone-up their magic 9.4% ABV, 90 IBU HARD CIDER/MEAD ARSENAL CIDERHOUSE, Pittsburgh, PA 9oz Pour FAT HEAD’S HAZY EIGHT Imperial Hazy IPA 12oz | 7.5 PICKET Bone Dry Apple, 8.5% ABV | 9 * M ango, pineapple, grapefruit and orange, mild bitterness. 8% ABV. ARCHABALD ADO, 8.5% ABV | 9 * 70 IBU. KELLY’S CONCORD GRAPE, 8.5% ABV | 9 * FAT HEAD’S GROOVY JUICE HAZY IPA 16oz | 7 LAUREL HIGHLANDS MEADERY, Iriwn, PA 9oz Pour Juicy, hoppy, big tropical notes, soft body. -

Carlsberg Uk Partners with Brooklyn Brewery on Exclusive Distribution of Craft Beer Portfolio
News Release 12 September 2016 CARLSBERG UK PARTNERS WITH BROOKLYN BREWERY ON EXCLUSIVE DISTRIBUTION OF CRAFT BEER PORTFOLIO Carlsberg UK is partnering with Brooklyn Brewery to handle the exclusive distribution of the Brooklyn Brewery beer portfolio in the UK, following agreement to transfer distribution rights from James Clay effective 30 December 2016. Brooklyn Brewery is an independent brewer whose mission is to brew flavourful beers that reflect and enrich the life, traditions and culture of creative communities worldwide. Its beer range stretches across a wide selection of quality, innovative and seasonal beers including Brooklyn Lager, Brooklyn Scorcher IPA, Brooklyn Summer Ale, Brooklyn East IPA and Brooklyn Sorachi Ace, each imported from New York and overseen by iconic Brewmaster, Garrett Oliver. The Brooklyn Brewery beer range will complement Carlsberg UK’s existing premium beer and cider portfolio which includes craft cider Bad Apple, Danish style pilsner Carlsberg Export, Italian lager Poretti, Belgium ale Grimbergen, Spanish lagers Mahou and San Miguel, and Sweden’s Backyard Brewery range including Shed Head, Bee 17 and Lawnmower. In the Free Trade Carlsberg UK will manage the Brooklyn Brewery portfolio through its newly- launched brand and sales division, House of Beers. House of Beers is dedicated to world, craft and speciality beers and ciders, and provides specialist support to customers operating premium pubs, bars and restaurants in major cities across the UK, including central London. House of Beers’ team of brand ambassadors will drive the continued growth of the Brooklyn Brewery portfolio in the Free Trade through unique events, range advice and staff training. Liam Newton, vice president of marketing for Carlsberg UK, adds: “Brooklyn Brewery is at the forefront of the craft beer revolution, brewing quality beers that drinkers seek out and enjoy. -

Beer Style Sheets ABV = Alcohol by Volume
Beer Style Sheets ABV = Alcohol by Volume Whynot Wheat (Wheat): American Style Wheat Non-Filtered Avg. ABV: 4.5-5.2% Our best selling beer. Characterized by a yellow color and cloudiness from the yeast remaining in suspension after fermentation. It has low hop bitterness, and a fruity aroma and flavor. Raider Red (Amber, Red): American Style Amber Ale Filtered Avg. ABV: 4.6-5.5% Our house amber. This amber ale is characterized by a copper to amber color and is very clear. Raider Red has a malt sweetness balanced by a hop bitterness. The aroma you will notice is hoppy. Black Cat Stout (Stout): Oatmeal Stout Non-Filtered Avg. ABV: 4.4-5.2% Our house dark beer. Like you would expect a stout to be; Black Cat Stout is black in color with a creamy head. Roasted barley and coffee notes are offset by slight hop bitterness. Medium bodied with a smooth finish. Big Bad Leroy Brown: American Brown Ale Filtered Avg. ABV: 5.2-5.8% Leroy Brown is brown in color with a nice maltiness offset by hop bitterness and hop flavor. American Pale Ale (APA): American Pale Ale Either Avg. ABV: 5.2-5.8% Our APA is golden in color and quite bitter with a high hop aroma. Very crisp and refreshing. Porter: Porter Non-Filtered Avg. ABV: 4.4-5.2% Our porter is black in color and medium in body. It has a roasted malt flavor and a dry finish with a taste of coffee. Give ‘Em Helles: Munich Style Helles Filtered Avg. -
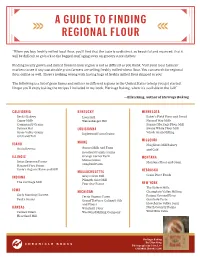
A Guide to Finding Regional Flour
A GUIDE TO FINDING REGIONAL FLOUR “When you buy freshly milled local flour, you’ll find that the taste is so distinct, so beautiful and nuanced, that it will be difficult to go back to the bagged stuff aging away on grocery store shelves. Finding locally grown and milled flours in your region is not as difficult as you think. Visit your local farmers’ markets to see if any sustainable grain farmers are selling freshly milled wheat flour. You can search for regional flour online as well. There’s nothing wrong with having bags of freshly milled flour shipped to you! The following is a list of grain farms and millers in different regions in the United States to help you get started. I hope you’ll enjoy baking the recipes I included in my book, Heritage Baking, when it’s available in the fall!” —Ellen King, author of Heritage Baking CALIFORNIA KENTUCKY MINNESOTA Beck’s Bakery Louismill Baker’s Field Flour and Bread Capay Mills Weisenberger Mill Natural Way Mills Community Grains Sunrise Heritage Flour Mill Farmer Mai LOUISIANNA Swany White Flour Mill Grass Valley Grains Whole Grain Milling Inglewood Farm Grains Grist and Toll MISSOURI MAINE IDAHO Neighbors Mill Bakery Aurora Mills and Farm Grain Revival and Café Bouchard Family Farms ILLINOIS Grange Corner Farm MONTANA Maine Grains Brian Severson Farms Montana Flour and Grain Songbird Farm Hazzard Free Farms Janie’s Organic Farm and Mill MASSACHUSETTS NEBRASKA Grain Place Foods INDIANA Gray’s Grist Mill Plimoth Grist Mill The Carthage Mill Four Star Farms NEW YORK The Birkett Mills IOWA MICHIGAN