Experiments on Sheet Metal Shearing Emil Gustafsson Experiments
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Modification in Forming Die to Overcome Manufacturing Process
International Journal of Scientific & Engineering Research Volume 11, Issue 7, July-2020 ISSN 2229-5518 41 Modification in Forming Die to Overcome Manufacturing Process Limitation Prof.B.R.Chaudhari[1], PrathmeshKulkarni[2], Tejas Potdar[3], Omkar Pawar[4], Akhilesh Nikam[5] Abstract—Forming of sheet metal is common and vital process in manufacturing industry. Sheet metal forming is the plastic deformation of the work over an axis, creating a change in the parts geometry. Generally, there are two parts used in forming process; one of the part is punch which performs the stretching, bending and blanking operation and another is Die block which secularly clamps the workpiece and same operation as punch. Forming processes are particular manufacturing processes which make use of suitable stresses like compression, tension, shear, combined stresses which causes plastic deformation of the material to produce required shapes. During Forming process, no material is removed i.e. they are deformed and displaced. Some examples of forming processes are Forging, Sheet metal working, thread rolling, Electromagnetic forming, Explosive forming, rotary swaging, etc. Here the problem statement of the project is to combine these two parts design in one forming die which is now manufacturing separately on two different forming dies. Index Terms—Forming Die, Die Design, Blanking Process, Importance of Material Selection; ———————————————————— 1 INTRODUCTION heet metal is simply metal formed into thin and flat pieces. B. Plastic Deformation process: Bending, twisting, curling, S It is one of the fundamental forms used in metal forming deep drawing, necking, ribbing, seaming. can be cut and bent into variety of different shapes. -

Multidisciplinary Design Project Engineering Dictionary Version 0.0.2
Multidisciplinary Design Project Engineering Dictionary Version 0.0.2 February 15, 2006 . DRAFT Cambridge-MIT Institute Multidisciplinary Design Project This Dictionary/Glossary of Engineering terms has been compiled to compliment the work developed as part of the Multi-disciplinary Design Project (MDP), which is a programme to develop teaching material and kits to aid the running of mechtronics projects in Universities and Schools. The project is being carried out with support from the Cambridge-MIT Institute undergraduate teaching programe. For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk or contact Dr. Peter Long Prof. Alex Slocum Cambridge University Engineering Department Massachusetts Institute of Technology Trumpington Street, 77 Massachusetts Ave. Cambridge. Cambridge MA 02139-4307 CB2 1PZ. USA e-mail: [email protected] e-mail: [email protected] tel: +44 (0) 1223 332779 tel: +1 617 253 0012 For information about the CMI initiative please see Cambridge-MIT Institute website :- http://www.cambridge-mit.org CMI CMI, University of Cambridge Massachusetts Institute of Technology 10 Miller’s Yard, 77 Massachusetts Ave. Mill Lane, Cambridge MA 02139-4307 Cambridge. CB2 1RQ. USA tel: +44 (0) 1223 327207 tel. +1 617 253 7732 fax: +44 (0) 1223 765891 fax. +1 617 258 8539 . DRAFT 2 CMI-MDP Programme 1 Introduction This dictionary/glossary has not been developed as a definative work but as a useful reference book for engi- neering students to search when looking for the meaning of a word/phrase. It has been compiled from a number of existing glossaries together with a number of local additions. -

A. Refereed Archival Publications
A. Refereed Archival Publications J. Casey and P.M. Naghdi, "A Remark on the Use of the Decomposition F = FeFpin Plasticity," Al. Journal of Applied Mechanics, 47 (1980) 672-675. A. Seidenberg and J. Casey, "The Ritual Origin of the Balance," Archive for History of Exact A2. Sciences, 23 (1980) 179-226. J. Casey and P.M. Naghdi, "An Invariant Infinitesimal Theory of Motions Superposed on a A3. Given Motion," Archive for Rational Mechanics and Analysis, 76(1981) 355-391. J. Casey and P.M. Naghdi, "On the Characterization of Strain-Hardening in Plasticity," Journal A4. of Applied Mechanics, 48 (1981) 285-296. J. Casey, "Small Deformations Superposed on Large Deformations in a General Elastic-Plastic A5. Material," International Journal of Solids and Structures, 19 (1983) 1115-1146. J. Casey and P.M. Naghdi, "A Remark on the Definition of Hardening, Softening and Perfectly A6. Plastic Behavior, Acta Mechanica, 48 (1983) 91-94. J. Casey and P.M. Naghdi, "On the Nonequivalence of the Stress-Space and Strain Space A7. Formulations of Plasticity," Journal of Applied Mechanics, 50 (1983) 350-354. J. Casey, "A Treatment of Rigid Body Dynamics," Journal of Applied Mechanics,50 (1983) 905- A8. 907 and 51 (1984) 227. J. Casey and H.H. Lin, "Strain-Hardening Topography of Elastic-Plastic Materials, Journal of A9. Applied Mechanics, 50 (1983) 795-801. J. Casey and P.M. Naghdi, "On the Use of Invariance Requirements for the Intermediate A10. Configurations Associated with the Polar Decomposition of a Deformation Gradient," Quarterly of Applied Mathematics, 41 (1983) 339-342. J. Casey and P.M. -

Evaluation of Soil Dilatancy
The Influence of Grain Shape on Dilatancy Item Type text; Electronic Dissertation Authors Cox, Melissa Reiko Brooke Publisher The University of Arizona. Rights Copyright © is held by the author. Digital access to this material is made possible by the University Libraries, University of Arizona. Further transmission, reproduction or presentation (such as public display or performance) of protected items is prohibited except with permission of the author. Download date 24/09/2021 03:25:54 Link to Item http://hdl.handle.net/10150/195563 THE INFLUENCE OF GRAIN SHAPE ON DILATANCY by MELISSA REIKO BROOKE COX ________________________ A Dissertation Submitted to the Faculty of the DEPARTMENT OF CIVIL ENGINEERING AND ENGINEERING MECHANICS In Partial Fulfillment of the Requirements For the Degree of DOCTOR OF PHILOSOPHY WITH A MAJOR IN CIVIL ENGINEERING In the Graduate College THE UNIVERISTY OF ARIZONA 2 0 0 8 2 THE UNIVERSITY OF ARIZONA GRADUATE COLLEGE As members of the Dissertation Committee, we certify that we have read the dissertation prepared by Melissa Reiko Brooke Cox entitled The Influence of Grain Shape on Dilatancy and recommend that it be accepted as fulfilling the dissertation requirement for the Degree of Doctor of Philosophy ___________________________________________________________________________ Date: October 17, 2008 Muniram Budhu ___________________________________________________________________________ Date: October 17, 2008 Achintya Haldar ___________________________________________________________________________ Date: October 17, 2008 Chandrakant S. Desai ___________________________________________________________________________ Date: October 17, 2008 John M. Kemeny Final approval and acceptance of this dissertation is contingent upon the candidate’s submission of the final copies of the dissertation to the Graduate College. I hereby certify that I have read this dissertation prepared under my direction and recommend that it be accepted as fulfilling the dissertation requirement. -

Practical Rheology Section 2
Practical Rheology Section 2 Melt Processing of Thermoplastics 2 Flow Tests 4 Elastic Effects in Polymer Melts 7 Melt Flow Rate Testing 12 High Shear Rate Rheometry 16 Dynisco Polymer Test Rheometer Details 18 38 Forge Parkway | Franklin, MA 02038 USA | Tel: +1 (508) 541-9400 | Fax: +1 (508) 541-6206 www.dynisco.com - 1 - MELT PROCESSING OF THERMOPLASTICS The most important conversion methods used by the thermoplastics processing industry are extrusion and injection molding. Whether extrusion or injection molding is being used, there are certain factors that should be considered before a thermoplastics material is processed. These factors include the hygroscopic behavior of the material (whether it picks up water), the granule characteristics, the ther- mal properties (such as heat transfer and the thermal stability), the flow properties, crystallization behavior, shrinkage, and molecular orientation. Hygroscopic Behavior. If a polymer compound contains water, or another material with a low boiling point, then the heat needed for processing can raise its temperature above the boiling point. Visible bubbles will then form within the thermoplastic material when the pressure falls, such as when it emerges from the die of an extruder. Generally speaking, the higher the processing temperatures, the lower is the amount of water that can be tolerated. This is because the higher temperatures will generate a larger volume of steam from the same quantity of water. Usually commodity thermoplastics do not suffer from water-related problems to the same extent as the engineering thermoplastics. Some of these materials, for example PET and Nylon absorb water i.e. they are hygroscopic and must be carefully dried before processing. -

Piercing Solutions General Capability Flyer: Piercing Applications
733831 Piercing Solutions General Capability Flyer: Piercing Applications BTM manufactures innovative and highly effective piercing solutions. From simple tooling to fully automated workstations, BTM can build a solution that will satisfy your production requirements and your budget. This brochure is merely a sampling of BTM’s capabilities. www.btmcomp.com +1.810.364.4567 WHAT MAKES A WORLD LEADER? Machine Building Capabilities of a World Class Status. For over 50 years, BTM has specialized in adhesive dispensing, dimpling, and more. We can offering innovative and highly effective industrial provide tooling, presses, fixtures, or even complete solutions at competitive prices. Our relentless automated systems that combine processes. pursuit of perfection has allowed us to grow into a world-class manufacturer with the ability BTM is committed to manufacturing the best to design and build machines to perform a products at competitive prices, and we stand by variety of operations, including piercing, riveting, our solutions. stamping, shearing, swaging, Tog-L-Loc® clinching, BTM strives to: - Take an innovative approach to problem solving with emphasis on cost reduction - Use our ability to combine processes such as clinching & clinch fasteners, riveting & feeding, piercing, forming, bending, adhesive dispensing, parts feeding & transfer - Give attention to detail during project management - Provide timely response to customer requests - Accommodate running product design changes - Make application of our time tested knowledge and experience - Apply our knowledge of customer specifications BTM stands by its products Should you ever need service for one of our machines, BTM will provide a timely response to your request and provides an afterhours emergency telephone system. -
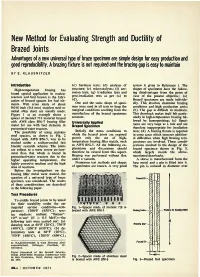
New Method for Evaluating Strength and Ductility of Brazed Joints 1
New Method for Evaluating Strength and Ductility of Brazed Joints Advantages of a new universal type of braze specimen are simple design for easy production and good reproducibility. A brazing fixture is not required and the brazing gap is easy to maintain BY E. KLAUSN ITZER Introduction (c) hardness tests; (d) analyses of review is given in Reference 1. The High-temperature brazing has structure; (e) microanalyses; (f) cor shapes of specimens have the follow found special application in nuclear rosion tests; (g) irradiation tests and ing disadvantages from the point of reactors and best known is the fabri post-irradiation tests as per (a) to view of the present objective: (a) cation of brazed spacers for fuel ele (d). Brazed specimens are made individu ments. Web cross joints of about One and the same shape of speci ally. This involves dissimilar brazing 0.016 inch (0.4 mm) stainless steel or men were used in all tests to keep the conditions and high production costs; nickel alloy sheet are usually made. marginal conditions resulting from the (b) The gap is difficult to maintain. Figure 1 as an example shows a manufacture of the brazed specimens This drawback makes itself felt partic spacer of Inconel 718 material brazed constant. ularly in high-temperature brazing fol with AWS class BNi-7 brazing filler lowed by homogenizing; (c) Speci Universally Applied mens are very large as a rule and are metal for use with fuel elements in Brazed Specimen pressurized water reactors. therefore inappropriate for irradiation Initially the stress conditions to tests; (d) A brazing fixture is required The possibility of using stainless in some cases which presents addition steel spacers, as shown in Fig. -

Physics-Ii Content
CLASS-11th THE CENTRAL BOARD OF SECONDARY EDUCATION PHYSICS-II CONTENT PART - B Unit 7 – Properties of Bulk Matter 1-88 Mechanical Properties of Solids 1 Mechanical Properties of Fluids 25 Thermal Properties of Matter 51 Unit 8 – Thermodynamics 89-113 Laws of Thermodynamics 89 Unit 9 – Behavior of Perfect Gases and Kinetic 114-133 Theory of Gases Kinetic Theory 114 Unit 10 – Oscillations and Waves 134-191 Oscillation 134 Waves 172 Chapter 9 MECHANICAL PROPERTY OF SOLIDS Content V Elasticity And Plasticity V Elastic Behaviour in solids V Stress And Strain V Hooke’s Law V Stress Strain Curve V Elastic moduli (introduction and determination) V Young’s Modulus V Bulk Modulus V Shear Modulus V Poisson's ratio V Application of Elastic Behaviour of Material V Elastic potential energy in a stretched wire V Important Questions. www.toppersnotes.com 1 Elasticity It is the property of a body, to regain its original size and shape when the applied force is removed. The deformation caused as a result of the applied force is called elastic deformation. Plasticity Some substance when applied force gets permanently deformed such materials are known as plastic material and this property is called plasticity. Reason for Elastic behaviour of solids When a solid is deformed, atoms move from its equilibrium position, when the deforming force is the interatomic force pulls the atom back to the equilibrium position hence they regain their shape and size. This can be better understood using the spring and ball structure on the left, where the ball represents the atoms and the force of spring represents the intermolecular force of attraction. -

Reducing Abrasive Particle Generation in Dry Rotary Swaging by Utilizing DLC Hard Coated Dies
MATEC Web of Conferences 190, 14011 (2018) https://doi.org/10.1051/matecconf/201819014011 ICNFT 2018 Reducing Abrasive Particle Generation in Dry Rotary Swaging by Utilizing DLC Hard Coated Dies Florian Böhmermann1,*, Marius Herrmann2, Oltmann Riemer1, and Bernd Kuhfuss2,3 1IWT Leibniz Institute for Materials Engineering, Laboratory for Precision Machining, Badgasteiner Straße 3, 28359 Bremen, Germany 2bime Bremen Institute for Mechanical Engineering, University of Bremen, Badgasteiner Straße 1, 28359 Bremen, Germany 3MAPEX Center for Materials and Processing, University of Bremen, Am Fallturm 1, 28359, Bremen, Germany Abstract. The emphasis of this paper is the investigation of the impact of the diamond like carbon (DLC) hard coating system on the amount of abrasive particles being generated during dry rotary swaging. Rotary swaging experiments applying coated and uncoated macro structured forming dies were carried out against aluminum and steel work pieces varying the process parameter feed velocity. It was found that DLC coatings effectively reduce the generation of abrasive particles from the work piece. For dry machining of aluminum the amount was reduced to a tenth of the original quantity achieved with uncoated dies. The results are discussed with regard to the mechanics of interfacing surfaces. Additionally, forming dies exhibiting macro structures surfaces of improved design were introduced and applied in dry rotary swaging experiments, which allowed minimizing the abrasive particle generation. Keyword: Sustainable machining, Cold forming, Die 1 Introduction Furthermore, macro structured reduction zones of forming dies were used to control the axial reaction force Rotary swaging is an incremental bulk metal forming that counteracts the feed force. The features, here, were process for the manufacture of rotational symmetric sine wave structures with propagation parallel to the feed lightweight components, e.g. -

Shear Strength Examples.Pdf
444 Chapter 12: Shear Strength of Soil Example 12.2 Following are the results of four drained direct shear tests on an overconsolidated clay: • Diameter of specimen ϭ 50 mm • Height of specimen ϭ 25 mm Normal Shear force at Residual shear Test force, N failure, Speak force, Sresidual no. (N) (N) (N) 1 150 157.5 44.2 2 250 199.9 56.6 3 350 257.6 102.9 4 550 363.4 144.5 © Cengage Learning 2014 t t Determine the relationships for peak shear strength ( f) and residual shear strength ( r). Solution 50 2 Area of the specimen 1A2 ϭ 1p/42 a b ϭ 0.0019634 m2. Now the following 1000 table can be prepared. Residual S shear peak S force, T ϭ residual ؍ Normal Normal Peak shearT S f r Test force, N stress, force, Speak A Sresidual A no. (N) (kN/m2) (N) (kN/m2) (N) (kN/m2) 1 150 76.4 157.5 80.2 44.2 22.5 2 250 127.3 199.9 101.8 56.6 28.8 3 350 178.3 257.6 131.2 102.9 52.4 4 550 280.1 363.4 185.1 144.5 73.6 © Cengage Learning 2014 t t sЈ The variations of f and r with are plotted in Figure 12.19. From the plots, we find that t 2 ϭ ؉ S Peak strength: f (kN/m ) 40 tan 27 t 2 ϭ S Residual strength: r(kN/m ) tan 14.6 (Note: For all overconsolidated clays, the residual shear strength can be expressed as t ϭ sœ fœ r tan r fœ ϭ where r effective residual friction angle.) Copyright 2012 Cengage Learning. -

Shearing Strength of Soils
SHEARING STRENGTH OF SOILS SYMBOLS Notation Dimensional Analysis b = a length L c = the cohesion intercept M L-1 T-2 Ip = the plasticity index - P = a force M L T-2 u = the pore fluid pressure ML-1 T-2 θ = an angle Angle µ1 = shear strength reduction factor related to time effects - µ2 = shear strength reduction factor related to fissuring - σ = the normal stress on a plane M L-1 T-2 τ = the shearing stress on a plane M L-1 T-2 φ = the angle of internal friction Angle ψ = an angle related to cohesion Angle Subscripts etc. where not identified above ´ = parameter measured in terms of intergranular or effective quantities c = preconsolidation values cu = consolidated undrained parameters d = drained test parameters i.e. dissipated pore pressures e = so-called true parameters f = failure values max = maximum values n = normal to plane values nc = normally consolidated values o = overburden values u = unconsolidated undrained test parameters 1 = major principal values 2 = intermediate principal values 3 = minor principal values 1. INTRODUCTION Stability analysis in geotechnical engineering includes all studies which attempt to determine whether or not the average shearing strength of soil over the assumed failure surface has a sufficient factor of safety against failure. Basically such studies consist of comparisons between all the forces which are or may act to cause failure and the resisting forces provided by the soil's shearing strength. The shearing strength of a soil sample is generally defined as its maximum resistance to shearing forces. In special cases an ultimate, Figure 1. -

Undrained Shear Strength of Saturated Clay
Transportation Research Record 919 5 Figure 5. Typical failure criteria plot from direct shear box test results. Figure 6. Typical failure criteria from triaxial test results. 0 ... <( <( g~ "' ~ <( !!! w ..J ..... I <( "'(!) CIRCLES FOR ' "'j::: z PEAK SHE AR <("' -z w ~ n. w I VERTICAL LOAD -."' u INITIAL AREA -L <---'~~-'-~~-'-.J._~~~~-'-~~~~~-'-~ EFFECTIVE NORMAL STRESS o-nl CONCLUDING REMARKS J.A. Tice, and to the past committee chairman, W.F. Brumund. Although the discussion has been restricted to the direct shear and triaxial compression test, the reader should understand that other methods of test REFERENCES may be used with equal satisfaction. 1. A.W. Bishop and D.J. Henkel. A Constant Pres ACKNOWLEDGMENT sure Control for the Triaxial Compression Test. Geotechnique, Vol. 3, Institution of Civil Engi I am grateful for the assistance qiven to me by many neers, London, 1963, pp. 339-344. members of the TRB Committee on Soil and Rock Prop 2. Estimation of Consolidation Settlement. TRB, erties. Special recognition is owed to C.C. Ladd, Special Rept. 163, 1976, 26 pp. Undrained Shear Strength of Saturated Clay HARVEY E. WAHLS A commonly used method for determining the undrained shear strength of undrained shear strength (Sul is assumed equal to saturated clays is examined. Some of the advantages and disadvantages of this the cohesion intercept (cul of the Mohr-Coulomb procedure, which is proposed for use with normally and lightly overconsolida· envelope for total stresses. For these assumptions ted saturated clays of low to moderate sensitivity, are summarized. The prop· the undrained strength of a saturated clay is not erties of normally consolidated dep0sits change with time, primarily due to affected by changes in confining stress so long as secondary compression effects.