Modification in Forming Die to Overcome Manufacturing Process
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

10Th Int'l LS-DYNA® Users Conf
10th International LS-DYNA® Users Conference Metal Forming (3) Comparison Between Experimental and Numerical Results of Electromagnetic Forming Processes José Imbert*, Pierre L’eplattenier** and Michael Worswick* *Department of Mechanical and Mechatronics Engineering University of Waterloo, Waterloo, Ontario, Canada **LSTC, Livermore, California, USA Abstract Electromagnetic Forming (EMF) is a high speed metal forming process that is being studied with interest in both academia and industry as a way of improving existing sheet metal forming. The main thrust of the published research has been increasing the formability of aluminum alloys. Observing and measuring EMF process is made very difficult by the high speeds involved and the tooling used to obtain the final shapes. As with many other processes, numerical simulations can potentially be used to study the details of EMF; however, one limiting factor is the difficulty in modeling the process, since accurate models of both the structural and electromagnetic phenomena must be solved. Researchers have relied on simplifications that use analytical magnetic force distributions, on separate electromagnetic (EM) and structural codes or on in-house codes that can solve both problems simultaneously. In this paper, the predictive ability of the EM module of LS-DYNA® is assessed through a comparison between experimental and numerical results for samples formed by EMF. V-Channel and conical shaped samples were formed using two different EMF apparatuses. For the V-Channel samples a double rectangular coil was used and for the conical samples a spiral coil was used. Both processes were modeled using LS-DYNA®’s EM module. A comparison of the final experimental and numerical final shape and current profiles is presented. -

Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 5 Other Advanced Processes Lecture - 1 High Energy Rate Forming Processes Welcome to this new module on some new specialized material processing methods under the course advanced manufacturing processes. In the module 4, we have discussed about many advanced welding processes like solid state welding processes, laser welding processes, plasma arc welding processes etcetera. We have seen the working principles, advantages, limitations and applications of these processes. Moving on, let us see some new processes like high energy rate forming process, then rapid prototyping process and microwave material processing techniques. In the first of these techniques, let us consider high energy rate forming process. (Refer Slide Time: 01:50) The principle of these processes is like this. A number of methods have been developed to form metals through the application of large amounts of energy in a very short time interval. These processes are known as high energy rate forming processes. (Refer Slide Time: 02:13) Many metals tend to deform more rapidly under the ultra rapid load application rates used in these processes. Principle of high energy rate metal forming can be explained like this, if we have a ductile material, then this material can be deformed by working on it at a very faster speed and against a die of the shape required, the material can be shaped under the pressure of this applied energy. (Refer Slide Time: 02:57) Say for example, we have a sheet of metal which is of ductile in nature. -

(12) United States Patent 10
US007954357B2 (12) United States Patent (10) Patent N0.: US 7,954,357 B2 Bradley et al. (45) Date of Patent: Jun. 7, 2011 (54) DRIVER PLATE FOR ELECTROMAGNETIC (56) References Cited FORMING OF SHEET METAL U.S. PATENT DOCUMENTS (75) Inventors: John R. Bradley, Clarkston, MI (U S); 3,618,350 A 11/1971 Larrimer, Jr. et a1. Glenn S. Daehn, Columbus, OH (US) 7,069,756 B2 7/2006 Daehn 7,076,981 B2 7/2006 Bradley et al. (73) Assignees‘ GM Global Technology Operations 7,550,189 B1 * 6/2009 McKnight et a1‘ """"""" " 72/59 LLC, Detroit, MI (US); The Ohio State OTHER PUBLICATIONS University Research Foundation, W.H. Larrimer, Jr. and D.L. Duncan, “Transpactor-A Reusable Elec Columbus, OH (US) tromagnetic Forming T001 . ”, Technical Paper, 1973, pp. 1-14, Society of Manufacturing Engineers, Dearborn, MI. ( * ) Notice: Subject to any disclaimer, the term of this * Cited b examiner patent is extended or adjusted under 35 y U-S-C- 154(1)) by 837 days- Primary Examiner * Teresa M Ekiert (74) Attorney, Agent, or Firm * Reising Ethington RC. (21) App1.N0.: 11/867,734 (57) ABSTRACT (22) Filed; Oct 5, 2007 A multi-layer driver plate is disclosed for use in electromag netic sheet metal forming operations. In one embodiment, the (65) Prior Publication Data driver plate comprises a ?rst layer characterized by loW elec trical resistivity and thickness for inducement and application Us 2009/0090162 A1 APT- 9: 2009 of a suitable electromagnetic forming force, a second layer comprising an elastomeric material for compressing a sheet (51) Int_ CL metal workpiece against a die surface and then regaining its B21D 26/00 (200601) original pre-forming structure, and a third layer interposed (52) us. -

Electromagnetic Forming Processes: Material Behaviour and Computational Modelling François Bay, Anne-Claire Jeanson, José-Rodolfo Alves Zapata
Electromagnetic Forming Processes: Material Behaviour and Computational Modelling François Bay, Anne-Claire Jeanson, José-Rodolfo Alves Zapata To cite this version: François Bay, Anne-Claire Jeanson, José-Rodolfo Alves Zapata. Electromagnetic Forming Processes: Material Behaviour and Computational Modelling. 11th International Conference on Technology of Plasticity, ICTP 2014, Oct 2014, Nagoya, Japan. pp.793-800, 10.1016/j.proeng.2014.10.078. hal- 01221105 HAL Id: hal-01221105 https://hal-mines-paristech.archives-ouvertes.fr/hal-01221105 Submitted on 27 Oct 2015 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 ( 2014 ) 793 – 800 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress Center, Nagoya, Japan Electromagnetic forming processes: material behaviour and computational modelling François Baya , Anne-Claire Jeansona,b, Jose Alves Zapataa aCenter for Material Forming (CEMEF) Mines Paristech – UMR CNRS 7635 BP 207, F-06904 Sophia-Antipolis cedex, France bI-Cube Research, 30 Boulevard de Thibaud, F-31100 Toulouse, France Abstract Electromagnetic Forming is a very promising high-speed forming process. However, designing these processes remains quite intricate as it leads to deal with strongly coupled multiphysics process and thus requires the use of computational models. -

Factors Effecting Electromagnetic Flat Sheet Forming Using the Uniform Pressure Coil
FACTORS EFFECTING ELECTROMAGNETIC FLAT SHEET FORMING USING THE UNIFORM PRESSURE COIL A THESIS Presented in Partial Fulfillment of the Requirements for the Degree of Master of Science in the Graduate School of The Ohio State University By Kristin E. Banik, B.S. ***** The Ohio State University 2008 Master’s Examination Committee: Approved by Professor Glenn S. Daehn, Adviser Professor Kathy Flores _______________________________ Adviser Graduate Program in Materials Science and Engineering ABSTRACT Electromagnetic forming is a possible alternative to sheet metal stamping. There are multiple limitations to the incumbent stamping methods including: complex alignment, changes to component shapes, and ductility issues, which often limits available formed geometry. Electromagnetic forming allows for the avoidance of some of these issues, but introduces a few other issues. In this thesis, the issues with electromagnetic forming will be discussed in conjunction with the application of the uniform pressure coil. Also, the effects on properties of the electromagnetically formed samples in comparison to the traditional samples will be presented. These properties include hardness, formability and interface issues. Lastly, discussed in this paper is the implementation of the Photon Doppler Velocimetry (PDV) system, a velocity measurement system used to determine the velocity of the workpiece and compare it to physics-based models of the process. ii Dedicated to my parents. iii ACKNOWLEDGMENTS I want to thank my adviser, Dr. Glenn Daehn for his support and guidance throughout graduate school and in running experiments and writing my thesis. I would also like to thank John Bradley, Steve Hatkevich and Allen Jones for their support of the work in our group as well as electromagnetic forming. -

Practical Rheology Section 2
Practical Rheology Section 2 Melt Processing of Thermoplastics 2 Flow Tests 4 Elastic Effects in Polymer Melts 7 Melt Flow Rate Testing 12 High Shear Rate Rheometry 16 Dynisco Polymer Test Rheometer Details 18 38 Forge Parkway | Franklin, MA 02038 USA | Tel: +1 (508) 541-9400 | Fax: +1 (508) 541-6206 www.dynisco.com - 1 - MELT PROCESSING OF THERMOPLASTICS The most important conversion methods used by the thermoplastics processing industry are extrusion and injection molding. Whether extrusion or injection molding is being used, there are certain factors that should be considered before a thermoplastics material is processed. These factors include the hygroscopic behavior of the material (whether it picks up water), the granule characteristics, the ther- mal properties (such as heat transfer and the thermal stability), the flow properties, crystallization behavior, shrinkage, and molecular orientation. Hygroscopic Behavior. If a polymer compound contains water, or another material with a low boiling point, then the heat needed for processing can raise its temperature above the boiling point. Visible bubbles will then form within the thermoplastic material when the pressure falls, such as when it emerges from the die of an extruder. Generally speaking, the higher the processing temperatures, the lower is the amount of water that can be tolerated. This is because the higher temperatures will generate a larger volume of steam from the same quantity of water. Usually commodity thermoplastics do not suffer from water-related problems to the same extent as the engineering thermoplastics. Some of these materials, for example PET and Nylon absorb water i.e. they are hygroscopic and must be carefully dried before processing. -

No 49, 1 May 1980, 1269
No. 49 1269 THE NEW ZEALAND GAZETTE Published by Authority WELLINGTON: THURSDAY, 1 MAY 1980 Revoking a Warrant Declaring an Area of Land in the Nelson 4. Paragraph 5 of the principal order is hereby amended Acclimatisation District to be a Wildlife Refuge by deleting the expression "$4.10 per acre" and substituting the expression "$10.15 per hectare". KEITH HOLYO AKE, Governor-General 5. Paragraph 6 of the principal order is hereby amended A PROCLAMATION by deleting the expression "$2.30 per acre-foot" and substi PURSUANT to section 14 of the Wildlife Act 1953, I, The tuting the expression '"$1.85 per 1,000 cubic metres". Right Honourable Sir Keith Jacka Holyoake, the Governor 6. The Third Schedule to the principal order is hereby General of New Zealand, hereby revoke the Warrant published amended by deleting those items following the item relating on 14 March 1963* notifying and declaring an area of land to the fifth season and substituting the following: to be a Wildlife Refuge. $ Given under the hand of His Excellency the Governor General, and issued under the Seal of New Zealand, Sixth season 6.09 per hectare. this 17th day of April 1980. Seventh season 7.11 per hectare. Eighth season 8.12 per hectare. D. A. HIGHET, Minister of Internal Affairs. Ninth season 9.14 per hectare. [L.S.] Goo SAVE THE QUEEN! Tenth season 10.15 per 'hectare. *New Zealand Gazette, No. 16 at page 331 P. G. MILLEN, Clerk of the Executive Council. (Wil. 34/10/5) (P.W. 64/7/1/15; D.O. -
Superplastic Forming, Electromagnetic Forming, Age Forming, Warm Forming, and Hydroforming
ANL-07/31 Innovative Forming and Fabrication Technologies: New Opportunities Final Report Energy Systems Division About Argonne National Laboratory Argonne is a U.S. Department of Energy laboratory managed by UChicago Argonne, LLC under contract DE-AC02-06CH11357. The Laboratory’s main facility is outside Chicago, at 9700 South Cass Avenue, Argonne, Illinois 60439. For information about Argonne, see www.anl.gov. Availability of This Report This report is available, at no cost, at http://www.osti.gov/bridge. It is also available on paper to the U.S. Department of Energy and its contractors, for a processing fee, from: U.S. Department of Energy Office of Scientific and Technical Information P.O. Box 62 Oak Ridge, TN 37831-0062 phone (865) 576-8401 fax (865) 576-5728 [email protected] Disclaimer This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor UChicago Argonne, LLC, nor any of their employees or officers, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of document authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof, Argonne National Laboratory, or UChicago Argonne, LLC. -

Piercing Solutions General Capability Flyer: Piercing Applications
733831 Piercing Solutions General Capability Flyer: Piercing Applications BTM manufactures innovative and highly effective piercing solutions. From simple tooling to fully automated workstations, BTM can build a solution that will satisfy your production requirements and your budget. This brochure is merely a sampling of BTM’s capabilities. www.btmcomp.com +1.810.364.4567 WHAT MAKES A WORLD LEADER? Machine Building Capabilities of a World Class Status. For over 50 years, BTM has specialized in adhesive dispensing, dimpling, and more. We can offering innovative and highly effective industrial provide tooling, presses, fixtures, or even complete solutions at competitive prices. Our relentless automated systems that combine processes. pursuit of perfection has allowed us to grow into a world-class manufacturer with the ability BTM is committed to manufacturing the best to design and build machines to perform a products at competitive prices, and we stand by variety of operations, including piercing, riveting, our solutions. stamping, shearing, swaging, Tog-L-Loc® clinching, BTM strives to: - Take an innovative approach to problem solving with emphasis on cost reduction - Use our ability to combine processes such as clinching & clinch fasteners, riveting & feeding, piercing, forming, bending, adhesive dispensing, parts feeding & transfer - Give attention to detail during project management - Provide timely response to customer requests - Accommodate running product design changes - Make application of our time tested knowledge and experience - Apply our knowledge of customer specifications BTM stands by its products Should you ever need service for one of our machines, BTM will provide a timely response to your request and provides an afterhours emergency telephone system. -
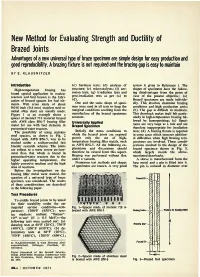
New Method for Evaluating Strength and Ductility of Brazed Joints 1
New Method for Evaluating Strength and Ductility of Brazed Joints Advantages of a new universal type of braze specimen are simple design for easy production and good reproducibility. A brazing fixture is not required and the brazing gap is easy to maintain BY E. KLAUSN ITZER Introduction (c) hardness tests; (d) analyses of review is given in Reference 1. The High-temperature brazing has structure; (e) microanalyses; (f) cor shapes of specimens have the follow found special application in nuclear rosion tests; (g) irradiation tests and ing disadvantages from the point of reactors and best known is the fabri post-irradiation tests as per (a) to view of the present objective: (a) cation of brazed spacers for fuel ele (d). Brazed specimens are made individu ments. Web cross joints of about One and the same shape of speci ally. This involves dissimilar brazing 0.016 inch (0.4 mm) stainless steel or men were used in all tests to keep the conditions and high production costs; nickel alloy sheet are usually made. marginal conditions resulting from the (b) The gap is difficult to maintain. Figure 1 as an example shows a manufacture of the brazed specimens This drawback makes itself felt partic spacer of Inconel 718 material brazed constant. ularly in high-temperature brazing fol with AWS class BNi-7 brazing filler lowed by homogenizing; (c) Speci Universally Applied mens are very large as a rule and are metal for use with fuel elements in Brazed Specimen pressurized water reactors. therefore inappropriate for irradiation Initially the stress conditions to tests; (d) A brazing fixture is required The possibility of using stainless in some cases which presents addition steel spacers, as shown in Fig. -

The University of Hull Solidification of Metal
THE UNIVERSITY OF HULL SOLIDIFICATION OF METAL ALLOYS IN PULSE ELECTROMAGNETIC FIELDS being a Thesis submitted for the Degree of Doctor of Philosophy, School of Engineering in the University of Hull by Theerapatt Manuwong, M.Eng, (Chulalongkorn University, Thailand) April 2015 Abstract __________________________________________________________ This research studies the evolution of solidification microstructures in applied external physical fields including in a pulse electric current plus a static magnetic field, and a pulse electromagnetic field. A novel electromagnetic pulse device and a solidification apparatus were designed, built and commissioned in this research. It can generate programmable electromagnetic pulses with tuneable amplitudes, durations and frequencies to suit different alloys and sample dimensions for research at university laboratory and at synchrotron X-ray beamlines. Systematic studies were made using the novel pulse electromagnetic field device, together with finite element modelling of the multiphysics of the pulse electromagnetic field and microstructural characterisation of the samples made using scanning electron microscopy, X-ray imaging and tomography. The research demonstrated that the Lorentz force and magnetic flux are the dominant parameters for achieving the grain refinement and enhancing the solute diffusion. At a discharging voltage from 120 V, a complete equaxied dendritic structure can be achieved for Al-15Cu alloy samples, the strong Lorentz force not only disrupts the growing direction of primary dendrites, it is also enough to disrupts the growing directions of primary intermetallic Al2Cu phases in Al-35Cu alloy, resulting a refined solidification microstructures. The applied electromagnetic field also has significant effect on refining the eutectic structures and promoting the solute diffusion in the eutectic laminar structure. -

Diamond-Like-Carbon Coated Dies for Electromagnetic Embossing
materials Technical Note Diamond-Like-Carbon Coated Dies for Electromagnetic Embossing Marius Herrmann 1,2,3,*, Björn Beckschwarte 1,3, Henning Hasselbruch 4, Julian Heidhoff 3,4, Christian Schenck 1,2,3, Oltmann Riemer 4 , Andreas Mehner 4 and Bernd Kuhfuss 1,2,3 1 Bremen Institute for Mechanical Engineering–Bime, University Bremen, 28359 Bremen, Germany; [email protected] (B.B.); [email protected] (C.S.); [email protected] (B.K.) 2 MAPEX Center for Materials and Processing, University Bremen, 28359 Bremen, Germany 3 University of Bremen, 28359 Bremen, Germany; heidhoff@iwt-bremen.de 4 Leibniz Institute for Materials Engineering–IWT, 28359 Bremen, Germany; [email protected] (H.H.); [email protected] (O.R.); [email protected] (A.M.) * Correspondence: [email protected]; Tel.: +49-0421-2186-4822 Received: 8 September 2020; Accepted: 29 October 2020; Published: 3 November 2020 Abstract: Electromagnetic forming is a high-speed process, which features contactless force transmission. Hence, punching operations can be realized with a one-sided die and without a mechanical punch. As the forces act as body forces in the part near the surface, the process is especially convenient for embossing microstructures on thin sheet metals. Nevertheless, the die design is critical concerning wear like adhesion. Several die materials were tested, like aluminum, copper as well as different steel types. For all die materials adhesion phenomena were observed. To prevent such adhesion an a-C:H-PVD (Physical Vapor Deposition)-coating was applied to steel dies (X153CrMoV12) and tested by embossing aluminum sheets (Al99.5). By this enhancement of the die adhesion was prevented.