Piercing Solutions General Capability Flyer: Piercing Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Modification in Forming Die to Overcome Manufacturing Process
International Journal of Scientific & Engineering Research Volume 11, Issue 7, July-2020 ISSN 2229-5518 41 Modification in Forming Die to Overcome Manufacturing Process Limitation Prof.B.R.Chaudhari[1], PrathmeshKulkarni[2], Tejas Potdar[3], Omkar Pawar[4], Akhilesh Nikam[5] Abstract—Forming of sheet metal is common and vital process in manufacturing industry. Sheet metal forming is the plastic deformation of the work over an axis, creating a change in the parts geometry. Generally, there are two parts used in forming process; one of the part is punch which performs the stretching, bending and blanking operation and another is Die block which secularly clamps the workpiece and same operation as punch. Forming processes are particular manufacturing processes which make use of suitable stresses like compression, tension, shear, combined stresses which causes plastic deformation of the material to produce required shapes. During Forming process, no material is removed i.e. they are deformed and displaced. Some examples of forming processes are Forging, Sheet metal working, thread rolling, Electromagnetic forming, Explosive forming, rotary swaging, etc. Here the problem statement of the project is to combine these two parts design in one forming die which is now manufacturing separately on two different forming dies. Index Terms—Forming Die, Die Design, Blanking Process, Importance of Material Selection; ———————————————————— 1 INTRODUCTION heet metal is simply metal formed into thin and flat pieces. B. Plastic Deformation process: Bending, twisting, curling, S It is one of the fundamental forms used in metal forming deep drawing, necking, ribbing, seaming. can be cut and bent into variety of different shapes. -

Practical Rheology Section 2
Practical Rheology Section 2 Melt Processing of Thermoplastics 2 Flow Tests 4 Elastic Effects in Polymer Melts 7 Melt Flow Rate Testing 12 High Shear Rate Rheometry 16 Dynisco Polymer Test Rheometer Details 18 38 Forge Parkway | Franklin, MA 02038 USA | Tel: +1 (508) 541-9400 | Fax: +1 (508) 541-6206 www.dynisco.com - 1 - MELT PROCESSING OF THERMOPLASTICS The most important conversion methods used by the thermoplastics processing industry are extrusion and injection molding. Whether extrusion or injection molding is being used, there are certain factors that should be considered before a thermoplastics material is processed. These factors include the hygroscopic behavior of the material (whether it picks up water), the granule characteristics, the ther- mal properties (such as heat transfer and the thermal stability), the flow properties, crystallization behavior, shrinkage, and molecular orientation. Hygroscopic Behavior. If a polymer compound contains water, or another material with a low boiling point, then the heat needed for processing can raise its temperature above the boiling point. Visible bubbles will then form within the thermoplastic material when the pressure falls, such as when it emerges from the die of an extruder. Generally speaking, the higher the processing temperatures, the lower is the amount of water that can be tolerated. This is because the higher temperatures will generate a larger volume of steam from the same quantity of water. Usually commodity thermoplastics do not suffer from water-related problems to the same extent as the engineering thermoplastics. Some of these materials, for example PET and Nylon absorb water i.e. they are hygroscopic and must be carefully dried before processing. -
New Method for Evaluating Strength and Ductility of Brazed Joints 1
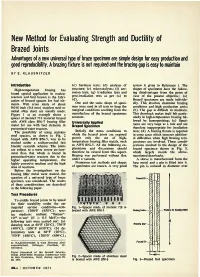
New Method for Evaluating Strength and Ductility of Brazed Joints Advantages of a new universal type of braze specimen are simple design for easy production and good reproducibility. A brazing fixture is not required and the brazing gap is easy to maintain BY E. KLAUSN ITZER Introduction (c) hardness tests; (d) analyses of review is given in Reference 1. The High-temperature brazing has structure; (e) microanalyses; (f) cor shapes of specimens have the follow found special application in nuclear rosion tests; (g) irradiation tests and ing disadvantages from the point of reactors and best known is the fabri post-irradiation tests as per (a) to view of the present objective: (a) cation of brazed spacers for fuel ele (d). Brazed specimens are made individu ments. Web cross joints of about One and the same shape of speci ally. This involves dissimilar brazing 0.016 inch (0.4 mm) stainless steel or men were used in all tests to keep the conditions and high production costs; nickel alloy sheet are usually made. marginal conditions resulting from the (b) The gap is difficult to maintain. Figure 1 as an example shows a manufacture of the brazed specimens This drawback makes itself felt partic spacer of Inconel 718 material brazed constant. ularly in high-temperature brazing fol with AWS class BNi-7 brazing filler lowed by homogenizing; (c) Speci Universally Applied mens are very large as a rule and are metal for use with fuel elements in Brazed Specimen pressurized water reactors. therefore inappropriate for irradiation Initially the stress conditions to tests; (d) A brazing fixture is required The possibility of using stainless in some cases which presents addition steel spacers, as shown in Fig. -

Reducing Abrasive Particle Generation in Dry Rotary Swaging by Utilizing DLC Hard Coated Dies
MATEC Web of Conferences 190, 14011 (2018) https://doi.org/10.1051/matecconf/201819014011 ICNFT 2018 Reducing Abrasive Particle Generation in Dry Rotary Swaging by Utilizing DLC Hard Coated Dies Florian Böhmermann1,*, Marius Herrmann2, Oltmann Riemer1, and Bernd Kuhfuss2,3 1IWT Leibniz Institute for Materials Engineering, Laboratory for Precision Machining, Badgasteiner Straße 3, 28359 Bremen, Germany 2bime Bremen Institute for Mechanical Engineering, University of Bremen, Badgasteiner Straße 1, 28359 Bremen, Germany 3MAPEX Center for Materials and Processing, University of Bremen, Am Fallturm 1, 28359, Bremen, Germany Abstract. The emphasis of this paper is the investigation of the impact of the diamond like carbon (DLC) hard coating system on the amount of abrasive particles being generated during dry rotary swaging. Rotary swaging experiments applying coated and uncoated macro structured forming dies were carried out against aluminum and steel work pieces varying the process parameter feed velocity. It was found that DLC coatings effectively reduce the generation of abrasive particles from the work piece. For dry machining of aluminum the amount was reduced to a tenth of the original quantity achieved with uncoated dies. The results are discussed with regard to the mechanics of interfacing surfaces. Additionally, forming dies exhibiting macro structures surfaces of improved design were introduced and applied in dry rotary swaging experiments, which allowed minimizing the abrasive particle generation. Keyword: Sustainable machining, Cold forming, Die 1 Introduction Furthermore, macro structured reduction zones of forming dies were used to control the axial reaction force Rotary swaging is an incremental bulk metal forming that counteracts the feed force. The features, here, were process for the manufacture of rotational symmetric sine wave structures with propagation parallel to the feed lightweight components, e.g. -
Experiments on Sheet Metal Shearing Emil Gustafsson Experiments
ISSN: 1402-1757 ISBN 978-91-7439-XXX-X Se i listan och fyll i siffror där kryssen är LICENTIATE T H E SIS Department of Engineering Sciences and Mathematics Division of Mechanics of Solid Materials Emil Gustafsson Experiments on Sheet Metal Shearing ISSN: 1402-1757 Experiments on Sheet Metal Shearing ISBN: 978-91-7439-622-5 (print) ISBN: 978-91-7439-623-2 (pdf) Luleå University of Technology 2013 Emil Gustafsson Experiments on sheet metal shearing Emil Gustafsson Division of Mechanics of Solid Materials Department of Engineering Sciences and Mathematics Luleå University of Technology SE-971 87 Luleå, Sweden Licentiate Thesis in Solid Mechanics c Emil Gustafsson c Emil Gustafsson ISSNISSN: 1402-1757 ISSNISBNISBN: 978-91-7439-622-5 (print) ISBNISBN: 978-91-7439-623-2 (pdf) Published: May 2013 PrintedPublished: by UniversitetstryckerietMay 2013 LuleåPrinted tekniska by Universitetstryckeriet universitet www.ltu.seLuleå tekniska universitet www.ltu.se ii ii Preface This work has been carried out at Dalarna University in close cooperation with SSAB EMEA and under supervision of the Solid Mechanics group at the division Mechanics of Solid Materials, Department of Engineering Sciences and Mathematics at Luleå University of Technology. Dalarna Uni- versity, Jernkontoret (Swedish Steel Producers’ Association), KK-stiftelsen (The Knowledge Foundation), Länsstyrelsen Dalarna (County Administra- tive Board of Dalarna), Region Dalarna (Regional Development Council of Dalarna), Region Gävleborg (Regional Development Council of Gävleborg) and SSAB EMEA are acknowledged for financial support. Completion of this work, was made possible through help and support from many people in a variety of subjects. First of all, I would like to thank Anders Jansson, Mats Oldenburg and Göran Engberg for the much needed supervising. -
Universal Shearing and Punching Machines with Two Cylinders
Universal shearing and punching machines with two cylinders Where production requires twin operator machines, higher speeds or greater capacity, GEKA provides the solution with the HYDRACROP range with five work stations: (i) punching (ii) flat bar shearing (iii) section shearing (iv) coupe de B and A shearing and (v) notching: 5 HYDRACROP MODELS 55/110 110/180 80/150 165/300 220/300 The first figure indicates metric tons on the punching end. The second figure, metric tons on F-shearing end. 4 VERSIONS ON EACH A, S, AD, SD MODEL VERSION A Machines driven by two cylinders. 5 work stations, fitted with tools for F , shearing, bars B , A, D shearing, rectangular notching and punching. Quick change punch. Flat bar shearing table with adjustable guides. 2 simultaneous work stations. Ready for “Productivity Package” comprising: (i) Precision punching table with x & y measuring stops. (ii) Precision notching table with x & y measuring stops. (iii) Automatic shearing gauge of 40” in length with fine adjusting. (iv) Magnetic lamp for enhanced vision of shearing z ones. (v) 10 sets of round punches and dies. VERSION S All features of version A, including the following standard fitted accessories: Greater speed backed by a powerful hydraulic unit. Special equipment for approaching at reduced pressure and slow speed. VERSION AD The same features as the A version, but with a deeper throat for larger plate and sheet metal applications. VERSION SD The same features as the S version, but with a deeper throat for larger plate and sheet metal applications. -

Manufacturing Processesprocesses
MANUFACTURINGMANUFACTURING PROCESSESPROCESSES - AMEM 201 – Lecture 5 : Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - General - The raw material for sheet metal manufacturing processes is the output of the rolling process. Typically, sheets of metal are sold as flat, rectangular sheets of standard size. Therefore the first step in any sheet metal process is to cut the correct shape and sized ‘blank’ from larger sheet. 2 1 Sheet Metal Cutting & Forming Processes - General - Sheet metal processing is an important process for many industries, producing home appliances (fridge, washer, dryer, vacuum cleaners etc.), electronics (DVD- and CD-players, stereos, radios, amplifiers etc.), toys and PC’s. Most of these products have metal casings that are made by cutting and bending sheet metal. We look at some of the basic sheet metal cutting and forming processes. 3 Sheet Metal Cutting & Forming Processes Definition The operations are performed on relatively thin sheets of metal: Thickness of sheet metal = 0.4 mm to 6 mm Thickness of plate stock > 6 mm Operations usually performed as cold working 4 2 Advantages of Sheet Metal Parts High strength Good dimensional accuracy Good surface finish Relatively low cost Economical mass production for large quantities 5 Sheet Metal Cutting & Forming Processes Classification 1. Cutting Operations 2. Bending Operations 3. Drawing 6 3 Basic Types of Sheet Metal Processes 1. Cutting – Shearing to separate large sheets – Blanking to cut part perimeters out of sheet metal – Punching to make holes in sheet metal 2. Bending – Straining sheet around a straight axis 3. Drawing – Forming of sheet into convex or concave shapes 7 1. -

Sheet Metal Working
Production Engineering II 2.2 Sheet Metal Working AAiT Sheet metal forming • Sheet metal working includes cutting and forming operations performed on relatively thin sheet of metal. • Typical sheet-metal thickness are 0.4 and 6mm, when thickness exceeds 6mm the stock is referred to as plate rather than sheet. • The sheet or plate which used for sheet metal working are produced by rolling. 6/9/2013 Production Engineering II 2 Parts made by sheet and plate metal: • Automobile bodies, airplanes, railway cars, locomotives, farm and construction equipment ,appliances, office furniture and etc. Advantages of sheet metal working: High strength, good dimensional accuracy, good surface finish, relatively low cost. For components that must be made in large quantities, economical mass production can be designed. 6/9/2013 Production Engineering II 3 • Most sheet metal processing is performed at room temperature ( cold working ), except when the stock is thick, the metal is brittle, or the deformation is significant it uses warm or hot working. • Most sheet metal operations are performed on machine tools called presses. The term stamping press is used to distinguish this presses from forging & extrusion presses. • The tooling that performs sheet metal work is called a punch-and die. To facilitate mass production, the sheet metal is often presented to the press as long stripes or coils. 6/9/2013 Production Engineering II 4 Sheet metal working Sheet metals are categorized into three major processes: 1. cutting, 2. Bending, and 3. drawing 1. Cutting operations • Used to separate large sheets into smaller pieces, to cut out part perimeters, and to make holes in parts. -

Sheet Metalworking Terminology Sheet-Metal Characteristics • Elongation – the Capability of the Sheet Metal to Stretch Without Necking and Failure
ME477 Fall 2004 Introduction SHEET • Cutting and forming thin sheets of metal usually performed as cold working METALWORKING • Sheet metal = 0.4 (1/64) to 6 mm (1/4in) thick 1. Cutting Operation • Plate stock > 6 mm thick 2. Bending Operation • Advantage - High strength, good dimensional 3. Drawing accuracy, good surface finish, economical mass 4. Other Sheet-metal Forming production (low cost). 5. Dies and Presses • Cutting, bending, drawing γ 6. Sheet-metal Operation ε1 Localized necking 7. Bending of Tube Stock θ=55° Because ν=0.5 in plasticity, ε =-2ε =-2ε ε3,ε2 ε1 ε ε2 1 2 3 2θ 1 2 Sheet Metalworking Terminology Sheet-metal Characteristics • Elongation – the capability of the sheet metal to stretch without necking and failure. • “Punch-and-die” • Yield-point elongation – Lüeder’s bands on Low-carbon steels and Al-Mg alloys. – Tooling to perform cutting, bending, and Lüder’s bands can be eliminated by cold-rolling the drawing thickness by 0.5-1.5%. Yupper • “Stamping press” Ylower – Machine tool that performs most sheet metal • Anisotropy operations – Crystallographic and mechanical fibering anisotropy • Grain Size effect on mechanical properties • “Stampings” • Residual Stress, Springback and Wrinkling – Sheet metal products • Testing method – Cupping test – Forming Limit Diagram 3 4 1. Cutting Operation Cutting Operation • Cutting operation – Plastic deformation Punch – Penetration (1/3 thickness) t –Fracture • Shearing using a machine called power Die shear or square shear. c • Blanking – shearing a closed outline Rollover part (desired part called blank) Burnish • Punching – sheared part is slag (or scrap) and remaining stock is a desired part Fracture zone Burr 5 6 part Kwon 1 ME477 Fall 2004 Analysis Die, blank and punch size • Clearance - 4-8% but sometime 1% of thickness For a round blank, – Too small – fracture does not occur requiring more force. -
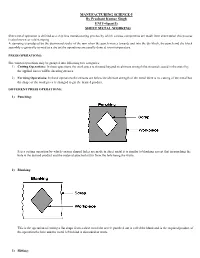
MANUFACTURING SCIENCE-I by Prashant Kumar Singh UNIT-4(Part3) SHEET METAL WORKING
MANUFACTURING SCIENCE-I By Prashant Kumar Singh UNIT-4(part3) SHEET METAL WORKING Sheet metal operation is defined as a chip less manufacturing process by which various components are made from sheet metal this process is also known as cold stamping A stamping is produced by the downward stroke of the ram when the punch moves towards and into the die block, the punch and die block assembly is generally termed as a die set the operations are usually done at room temperature. PRESS OPERATIONS: Sheet metal operations may be grouped into following two categories: 1) Cutting Operations: In these operations the work piece is stressed beyond its ultimate strength the stressed caused in the metal by the applied forces will be shearing stresses 2) Forming Operations: In these operations the stresses are below the ultimate strength of the metal there is no cutting of the metal but the shape of the work piece is changed to get the desired product. DIFFERENT PRESS OPERATIONS: 1) Punching: It is a cutting operation by which various shaped holes are made in sheet metal it is similar to blanking except that in punching the hole is the desired product and the material punched out to form the hole being the waste. 2) Blanking: This is the operation of cutting a flat shape from a sheet metal the article punched out is called the blank and is the required product of the operation the hole and the metal left behind is discarded as waste. 3) Slitting: Slitting is used to cut a wide coil of metal into a number of narrower coils as the main coil is moved through the slitter 4) Notching: Notching is a piercing operation that removes material from the edge of the work piece. -

Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include a very wide range of consumer and industrial products, such as beverage cans, cookware, file cabinets, metal desks, appliances, car bodies, trailers, and aircraft fuselages there are numerous processes employed for making sheet-metal parts. However; the term pressworking or press forming is used commonly in industry to describe general sheet-forming operations, because they typically are performed on presses using a set of dies. Examples of sheet-metal parts. (a) Stamped parts. (b) Parts produced by spinning. Sheet-Metal Forming Low-carbon steel is the most commonly used sheet metal because of its low cost and generally good strength and formability characteristics More recently developed alloys, such as TRIP and TWIP steels, have become popular for automotive applications because of their high strength; they are well suited for providing good crash protection in a lightweight design. Aluminum is the most common material for such sheet-metal applications as bevera beverage cans, packaging, kitchen utensils, and applications where corrosion resistance is a concern Most manufacturing processes involving sheet metal are performed at room temperature. Hot stamping is occasionally performed in order to increase formability and decrease forming loads on machinery. Typical materials in hot-stamping operations are titanium alloys and various high-strength steels. TABLE 16.1 General Characteristics of Sheet-metal Forming Processes (in alphabetic order) Shearing Before a sheet-metal part is made, a blank of suitable dimensions first is removed from a large sheet (usually from a coil) by shearing. -

Effect of Various Shearing Conditions on the Rod Shearing Quality for Large Nuts
Effect of Various Shearing Conditions on the Rod Shearing Quality for Large Nuts G. Y. Tzou, T. M. Wu, M. Z. Yeh Department of Mechanical & Automation Engineering, Kao-Yuan University, Kaohsiung, Taiwan, ROC Abstract The cold forging dies are usually designed and manufacturing by the practical and experimental (P&E) rules in industries. However, carrying out the dies development and the inspections of work-piece quality based on the P&E rules cannot satisfy the economic benefits to increase the company cost. The dies design cannot be improved to reach the amount of production anticipated. Especially, the processing quality of nuts forging is affected by the quality of rod shearing. Therefore, the geometrical design of shearing dies is evaluated according to the normalized Cockroft and Latham ductile fracture criterion. In this study, the effects of shearing conditions on the shearing quality have been realized by using the Deform-3D FEM commercial software. The assessment engineering technology of rod shearing based on computer aided dies design is established to reach the optimization of rod shearing. A lot of industry application merits can be done. Keywords: Fasteners, Fracture, Rod Shearing, Nuts 1. Introduction The rod shearing process is a necessary process for manufacturing nuts. Because the nuts are manufactured by the automation, the nuts can be produced in considerable quantities with high industry value. However the cross section of rod shearing is affected significantly by the process parameters and rod materials such as the geometry of dies, the clearance between cut mold and shearing mold, and the formability of rod. The cold forging dies are usually designed and manufacturing by the practical and experimental (P&E) rules in industries.