S6260-Bj-Gtp-010( Electrical Machinery Repair Volume 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Low Voltage General Purpose Dry Type Transformers
An Overview of Dry, Liquid & Cast Coil Transformers. What is Best for My Application? Ken Box, P.E. - Schneider Electric John Levine, P.E. - Levine Lectronics & Lectric Low Voltage General Purpose Dry Type Transformers Confidentia l Property of Schneider Electric | Selecting & Sizing Dry Type Transformers From EC&M Magazine http://www.csemag.com/single-article/selecting- sizing-transformers-for-commercial- buildings/4efa064775c5e26f27bfce4f0a61378e.htm l 3 Phase: 15 – 1000kVA, 600V max primary 1 Phase: 15 – 333 kVA, 600V max primary Specialty transformers, custom ratings, exceptions Insulation System The insulation system is the maximum internal temperature a transformer can tolerate before it begins to deteriorate and eventually fail. Most ventilated transformers use a Class 220°C insulation system. This temperature rating is the sum of the winding rise temperature, normally 150°C, the maximum ambient temperature, 40°C, and the hot spot allowance inside the coils, 30°C. Insulation = Winding rise + Coil Hot Spot + Max Ambient For ventilated transformers, 80°C and 115°C are also common low temperature rise transformer ratings. The standard winding temperature is 150°C for a ventilated transformer. All three of these temperature rise ratings utilize the 220°C insulation system. Insulation Class 220 insulation Class 180 insulation 40 C ambient 40 C ambient + 150 C average rise + 115 C average rise + 30 C hotspot + 25 C hotspot ______ ______ 220 C hotspot temp. 180 C hotspot temp. Class 200 Insulation Class 150 Insulation 40 C ambient 40 C ambient + 130 C average rise + 80 C average rise + 30 C hotspot + 30 C hotspot ______ ______ 200 C hotspot temp. -
Class-E Audio Modulated Tesla Coil Instruction Manual
Class-E Audio Modulated Tesla Coil CCllaassss--EE AAuuddiioo MMoodduullaatteedd TTeessllaa CCooiill IInnssttrruuccttiioonn MMaannuuaall Eastern Voltage Research, LLC May 19, 2017 REV F − 1 − http://www.EasternVoltageResearch.com Class-E Tesla Coil Instruction Manual Class-E Audio Modulated Tesla Coil BOARD REVISION C This manual only applies to the new Revision C PCB boards. These boards can be identified by their red or green silkscreen color as well as the marking SC2076 REV C which is located underneath the location for T41 on the upper right of the PCB board. May 19, 2017 REV F − 2 − http://www.EasternVoltageResearch.com Class-E Tesla Coil Instruction Manual Class-E Audio Modulated Tesla Coil AGE DISCLAIMER THIS KIT IS AN ADVANCED, HIGH POWER SOLID STATE POWER DEVICE. IT IS INTENDED FOR USE FOR INDIVIDUALS OVER 18 YEARS OF AGE WITH THE PROPER KNOWLEDGE AND EXPERIENCE, AS WELL AS FAMILIARITY WITH LINE VOLTAGE POWER CIRCUITS. BY BUILDING, USING, OR OPERATING THIS KIT, YOU ACKNOWLEDGE THAT YOU ARE OVER 18 YEARS OF AGE, AND THAT YOU HAVE THOROUGHLY READ THROUGH THE SAFETY INFORMATION PRESENTED IN THIS MANUAL. THIS KIT SHALL NOT BE USED AT ANY TIME BY INDIVIDUALS UNDER 18 YEARS OF AGE. May 19, 2017 REV F − 3 − http://www.EasternVoltageResearch.com Class-E Tesla Coil Instruction Manual Class-E Audio Modulated Tesla Coil SAFETY AND EQUIPMENT HAZARDS PLEASE BE SURE TO READ AND UNDERSTAND ALL SAFETY AND EQUIPMENT RELATED HAZARDS AND WARNINGS BEFORE BUILDING AND OPERATING YOUR KIT. THE PURPOSE OF THESE WARNINGS IS NOT TO SCARE YOU, BUT TO KEEP YOU WELL INFORMED TO WHAT HAZARDS MAY APPLY FOR YOUR PARTICULAR KIT. -
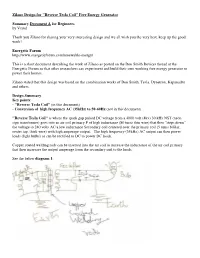
Zilano Design for "Reverse Tesla Coil" Free Energy Generator
Zilano Design for "Reverse Tesla Coil" Free Energy Generator Summary Document A for Beginners by Vrand Thank you Zilano for sharing your very interesting design and we all wish you the very best, keep up the good work! Energetic Forum http://www.energeticforum.com/renewable-energy/ This is a short document describing the work of Zilano as posted on the Don Smith Devices thread at the Energetic Forum so that other researchers can experiment and build their own working free energy generator to power their homes. Zilano stated that this design was based on the combination works of Don Smith, Tesla, Dynatron, Kapanadze and others. Design Summary Key points : - "Reverse Tesla Coil" (in this document) - Conversion of high frequency AC (35kHz) to 50-60Hz (not in this document) "Reverse Tesla Coil" is where the spark gap pulsed DC voltage from a 4000 volt (4kv) 30 kHz NST (neon sign transformer) goes into an air coil primary P of high inductance (80 turns thin wire) that then "steps down" the voltage to 240 volts AC a low inductance Secondary coil centered over the primary coil (5 turns bifilar, center tap, thick wire) with high amperage output. The high frequency (35kHz) AC output can then power loads (light bulbs) or can be rectified to DC to power DC loads. Copper coated welding rods can be inserted into the air coil to increase the inductance of the air coil primary that then increases the output amperage from the secondary coil to the loads. See the below diagram 1 : Parts List - NST 4KV 20-35KHZ - D1 high voltage diode - SG1 SG2 spark gaps - C1 primary tuning HV capacitor - P Primary of air coil, on 2" PVC tube, 80 turns of 6mm wire - S Secondary 3" coil over primary coil, 5 turns bifilar (5 turns CW & 5 turns CCW) of thick wire (up to 16mm) with center tap to ground. -

Tesla Coil Project
Tesla Coil Project In this project, you’ll learn about resonant circuits and how to build oscillators that zero in on a desired region of the resonance. You will also learn about how to safely handle high-voltage DC circuits and ultra-high voltage radio frequency circuits. You will learn how do describe a circuit’s behavior using algebraic equations based on Kirchoffs’ current law. Finally, you will use your ICAP/4 simulator to solve these equations. Danger, High Voltage Hazard: Almost all Tesla Coil circuitry carries dangerously high voltage. You should turn the AC mains power to your Tesla Coil circuit off before connecting any instrumentation. Filter capacitors require bleed resistors that will discharge the capacitors to a safe level within 1 second after power is switched off. The person that connects the instrumentation should be the one that turns the AC power on and off. It is not the time to learn communication skills! Do not touch any of the circuitry when power is applied. The resonant circuits place dangerously high voltages on the primary side of the Tesla Coil as well as its secondary. While some smaller plasma streamers are harmless, you don’t want to be near or touch the Tesla Coil secondary. When working with high voltage, some experienced engineers tell you to keep one hand in your pocket; that makes it harder for you to become part of the circuit. It has become common around the Christmas holiday to see variations of Tesla Coils in the high-end gadget stores. The high voltage, high frequency emissions interact with air and other gas to make a dazzling array of visual effects. -
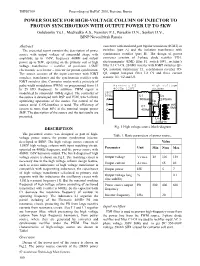
Power Source for High Voltage Column of Injector to Proton
THPSC018 Proceedings of RuPAC-2010, Protvino, Russia POWER SOURCE FOR HIGH-VOLTAGE COLUMN OF INJECTOR TO PROTON SYNCHROTRON WITH OUTPUT POWER UP TO 5KW Golubenko Yu.I., Medvedko A.S., Nemitov P.I., Pureskin D.N., Senkov D.V., BINP Novosibirsk Russia Abstract converter with insulated gate bipolar transistors (IGBT) as The presented report contains the description of power switches (part A) and the isolation transformer with source with output voltage of sinusoidal shape with synchronous rectifier (part B). The design of power amplitude up to 150V, frequency 400Hz and output converter consists of 3-phase diode rectifier VD1, power up to 5kW, operating on the primary coil of high electromagnetic (EMI) filter F1, switch SW1, rectifier’s voltage transformer - rectifier of precision 1.5MV filter L1 C1-C8, 20 kHz inverter with IGBT switches Q1- electrostatic accelerator – injector for proton synchrotron. Q4, isolation transformer T1, synchronous rectifier O5- The source consists of the input converter with IGBT Q8, output low-pass filter L2 C9 and three current switches, transformer and the synchronous rectifier with sensors: U1, U2 and U3. IGBT switches also. Converter works with a principle of pulse-width modulation (PWM) on programmed from 15 Harmonic PS High voltage to 25 kHz frequency. In addition, PWM signal is 400Hz 120V column modulated by sinusoidal 400Hz signal. The controller of 380V the source is developed with DSP and PLM, which allows 50Hz L1 Ls A 900uHn 230uHn optimizing operations of the source. For control of the Cp B 80uF out source serial CAN-interface is used. The efficiency of C1 1.5MV system is more than 80% at the nominal output power C 400uF 5kW. -

Annex J Performance Characteristics Subcommittee
Annex J Performance Characteristics Subcommittee March 26, 2014 Savannah, Georgia Chair: Ed teNyenhuis Craig Stiegemeier Vice Chair: Craig Stiegemeier Secretary: Sanjib Som J.1 Introduction / Attendance The Performance Characteristics Subcommittee (PCS) met on Wednesday, March 26th, 2014 at 3pm with 155 people attending. Of these, 71 were members and 84 were guests. Prior to this meeting, the total membership of PCS was 115 members; therefore, quorum was achieved. There are also 11 corresponding members. There were 13 guests requesting membership. The vice chair distributed four rosters for four columns of seating arrangement in the room. J.2 Approval of Agenda The Chair presented the agenda. A motion to accept this as proposed was given by Steve Snyder. Hemchandra Shertukde seconded it. It carried by unanimous vote J.3 Approval of Last Meeting Minutes The chairman presented the minutes of the last meeting in St Louis, USA – Oct, 2013. This was proposed by Kenneth Skinger to be accepted as is, which was seconded by Jeevan Puri. The minutes were passed by unanimous vote. J.4 Chairman’s Remarks New WG Chairs were presented as below: - WG on PCS Revisions to C57.12.00 – Tauhid Ansari - WG on Loss Evaluation Guide C57.120 – Mike Miller - C57.110 - Nonsinusoidal Load Currents – Rick Marek - C57.109 - Through-Fault-Current Duration - Vinay Mehrotra - C57.105 - Transformer Connections in Three-Phase Distribution Systems - Adam Bromley A new WG Chairman is needed for C57.21 - IEEE Standard Requirements, Terminology, and Test Code for Shunt Reactors Rated Over 500 kVA PCS is sponsoring a technical presentation “Tutorial on Transformer Interaction with switching of vacuum and SF6” on Thursday 27th March 2014. -

1 New Methodology for Remanent Life Assessment of Oil-Immersed Power Transformers W. FLORES, E. MOMBELLO , J. JARDINI , G. RATTA
A2_2 03_2010 CIGRE 2010 21, rue d’Artois, F-75008 PARIS http : //www.cigre.org New methodology for remanent life assessment of oil-immersed power transformers W. FLORES, E. MOMBELLO1, J. JARDINI2, G. RATTA Instituto de Energía Eléctrica, Engineering Faculty, National University of San Juan, ARGENTINA SUMMARY A new methodology for the estimation of the possible remanent life of a power transformer is presented in this paper, considering several types of uncertainties which are involved in the solution of this problem. The premise is to consider the transformer as individual equipment and not as a part of a group of transformers, so as to get its remanent life considering for this purpose the condition of the insulating paper and the location of the substation in which the transformer is installed regarding the power system network. An interval of remanent possible life is estimated, using intervals of possibility, which are obtained from experts' opinion. The proposed evidences (input variables) to be taken into account in order to obtain these intervals are the following: the risk of short circuits external to the transformer regarding the condition of the paper insulation, the diagnosis obtained from the dissolved gas analysis of the transformer tank oil and another variables that influence the condition of the transformer insulation, the risk due to the load and temperature and the loss of life of the transformer. Each one of these parameters is considered as an influence index taken as condition level evidence in obtaining a possible interval of remanent life. The external short circuit risk index considers the stochastic nature which is present in external faults, as well as the degree of polymerization of the insulating paper. -
Practical Transformer Handbook
Practical Transformer Handbook Practical Transformer Handbook Irving M. Gottlieb RE. <» Newnes OXFORD BOSTON JOHANNESBURG MELBOURNE NEW DELHI SINGAPORE Newnes An Imprint of Butterworth-Heinemann Linacre House, Jordan Hill, Oxford OX2 8DP 225 Wildwood Avenue, Woburn, MA 01801-2041 A division of Reed Educational and Professional Publishing Ltd S. A member of the Reed Elsevier pic group First published 1998 Transferred to digital printing 2004 © Irving M. Gottlieb 1998 All rights reserved. No part of this publication may be reproduced in any material form (including photocopying or storing in any medium by electronic means and whether or not transiently or incidentally to some other use of this publication) without the written permission of the copyright holder except in accordance with the provisions of the Copyright, Designs and Patents Act 1988 or under the terms of a licence issued by the Copyright Licensing Agency Ltd, 90 Tottenham Court Road, London, England WIP 9HE. Applications for the copyright holder's written permission to reproduce any part of this publication should be addressed to the publishers British Library Cataloguing in Publication Data A catalogue record for this book is available from the British Library ISBN 0 7506 3992 X Library of Congress Cataloguing in Publication Data A catalogue record for this book is available from the Library of Congress DLAOTA TREE Typeset by Jayvee, Trivandrum, India Contents Preface ix Introduction xi 1 An overview of transformer sin electrical technology 1 Amber, lodestones, galvanic cells -
Insulating Materials in Power Transformer.Pdf
بسمميحرلا نمحرلا هللا UNIVERSITY OF KHARTOUM FACULTY OF ENGNEERING DEPARTMENT OF ELECTRICAL AND ELECTRONIC ENGNEERING INSULATING MATERIALS IN POWER TRANSFORMERS By HUSSAM MAGID AHMED ABDALLAH INDEX NO.124041 Supervisor Dr. Alfadel Zakariya A REPORT SUBMITTED TO University Of Khartoum In partial fulfillment for the degree of B.Sc. (HONS) Electrical and Electronics Engineering (POWER SYSTEM ENGINEERING) Faculty of Engineering Department of Electrical and Electronics Engineering October 2017 DECLARATION OF ORGINALITY I declare this report entitled “(Insulating materials in power transformers)” is my own work except as cited in references. The report has been not accepted for any degree and it is not being submitted currently in candidature for any degree or other reward. Signature: ____________________ Name: _______________________ Date: ________________________ ii ACKNOWLEDGEMENT All the thanks, praises and glorifying is due to the Almighty GOD, without his uncountable blesses and uninterrupted gifts I wouldn„t be here a grown man about to graduate. To my mother, who grew me up, fed me, guided me through the life, many thanks and thanks. To my father who learnt me the patience and self-confidence. For my supervisor Dr.alfadel Zakariya, for his endless guiding and support. For my colleague, my partner in this project. iii Abstract There are many types of transformers insulators, some of them are used with conductors and the others are used to insulate the metal slides from each other and the others used to insulate the windings form the iron core. After collecting the parts of the transformer, it has to be dry enough because the insulators affected by the humidity which is make its isolation properties to be less than usual. -

30 VA Synchro Booster Amplifier
Model 44PA1 30 VA Synchro Booster Amplifier 30 VA Synchro Booster Amplifier For Commercial or Military Applications FEATURES 30 VA / 90 VL-L Synchro Output Resolver 5.0VL-L; 6.81VL-L direct coupled, or 90VL- L, transformer isolated input options 0.05 deg. Accuracy / Infinite Resolution 60 Hz or 400 Hz option Remote ON/OFF option Built-In-Test / Output Fault Monitor Wrap output capability for direct signal monitoring No calibration requirements Rugged construction Input and output protection 44PA1-4B1 Type Configuration 44PA1-4A0 Type Configuration DESCRIPTION: This Military-grade stand-alone unit is the perfect solution when higher output power or 60 Hz drive capability is required. The amplifier accepts either a High voltage Synchro input or a low voltage Resolver input and delivers 30 VA of Synchro power that will drive most of the existing 60 Hz or 400 Hz Control Transformers or Torque Receivers. The amplifier can be remotely turned “ON” or “OFF” and is therefore usable for redundant applications. All signal inputs are transformer isolated and logic inputs and outputs are opto-isolated. Since power is derived from the reference rather than DC supplies, heat dissipation is reduced by 50%. Built-In-Test (BIT) capability is included to monitor over-temperature and over-current conditions. Wrap around testing (isolated, low level signal output) will seamlessly interface with the self-test capability of North Atlantic Industries broad range of intelligent multifunction/synchro cards. This amplifier requires no adjustments or calibration, has ruggedized construction and is electrically protected as well. It is protected from output short circuits, current overloads, load voltage transients, reference transients, and over- temperature. -

ME PSE Syllabus 2016.Pdf
GOVERNMENT COLLEGE OF TECHNOLOGY (An Autonomous Institution Affiliated to Anna University, Chennai) Coimbatore-641013 VISION AND MISSION OF THE INSTITUTION VISION To emerge as a centre of excellence and eminence by imparting futuristic technical education in keeping with global standards, making our students technologically competent and ethically strong so that they can readily contribute to the rapid advancement of society and mankind MISSION To achieve Academic excellence through innovative teaching and learning practices To enhance employability and entrepreneurship To improve the research competence to address societal needs To inculcate a culture that supports and reinforces ethical, professional behaviours for a harmonious and prosperous society 1 DEPARTMENT OF ELECTRICAL AND ELECTRONICS ENGINEERING GOVERNMENT COLLEGE OF TECHNOLOGY VISION AND MISSION OF THE DEPARTMENT VISION: The Vision of the department is to be a premier and value based department committed to excellence in preparing students for success in Electrical Engineering and Technology professions. MISSION: To provide quality teaching blended with practical Engineering skills. To prepare students to develop all round competitiveness. To motivate Faculty and students to do impactful research on societal needs. 2 DEPARTMENT OF ELECTRICAL AND ELECTRONICS ENGINEERING GOVERNMENT COLLEGE OF TECHNOLOGY PROGRAMME EDUCATIONAL OBJECTIVES (PEOs) The Programme Educational Objectives (PEOs) of the post graduate program in tune with the Vision and Mission of the department are: PEO1: -

The Role of Isolation Transformers in Data Center UPS Systems
The Role of Isolation Transformers in Data Center UPS Systems White Paper 98 Revision 0 by Neil Rasmussen Contents Executive summary Click on a section to jump to it > Introduction 2 Most modern UPS systems do not include the internal transformers that were present in earlier designs. This The role of transformers 2 evolution has increased efficiency while decreasing the in UPS systems weight, size, and raw materials consumption of UPS systems. In the new transformerless UPS designs, the Transformer arrangements 10 transformers are optional and can be placed in the best in practical UPS systems location to achieve a required purpose. In older Transformer-based legacy 21 designs, transformers were typically installed in UPS designs permanent positions where they provided no benefit, reduced system efficiency, or were not optimally Transformer options within 24 located. a UPS product This paper considers the function of transformers in Conclusion 25 UPS systems, when and how transformers should be Resources 26 used, and how the absence of internal transformers in newer UPS designs frequently improves data center design and performance. white papers are now part of the Schneider Electric white paper library produced by Schneider Electric’s Data Center Science Center [email protected] The Role of Isolation Transformers in Data Center UPS Systems Introduction Every data center power system includes transformers. Isolation transformers have historically had a number of different roles in the power architecture of data centers: • Voltage