Selection of Optimum Filtration Rates for Sand Filters John Leroy Cleasby Iowa State University
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Utilizing RO Brine Water in Rapid Sand Filters Backwashing
Utilizing RO Brine Water in Rapid Sand Filters Backwashing By Green Path Solutions Al Obeid, Mohammad Faris Water & Energy Consultant Mar, 2019 1 Introduction: Water position in the region is becoming a very hot topic due to scarcity as a result of very limited resources. The situation is becoming more worse and worse specially in Jordan due to the pressure of the refugee coming from the neighboring countries which exceeding the capacity of the existing resources. So increasing the efficiency of water treatment system will contribute in decreasing the deficit between water demand and supply. 2 Abstract: This presentation shows the feasibility of using the brine water of brackish reverse osmosis systems in backwashing the multimedia sand filters vessels instead of using the normal conventional filtrated water. The initiative is proven to have the same or higher cleaning effect than the conventional way without any negative impact in the filter media or any observation of salt precipitation. The system was validated on two plants with 400 & 600 m3/h for a period of more than 15 & 10 years respectively, it had a successful outcomes. 3 Scope: Using rapid pressurized sand filters in closed system with brackish water that is highly polluted with: • Total Dissolved Solid , TDS=18,000mg/l • Suspended solids. • Turbidity. • High content of inorganic compounds, i.e. Iron = 5.0mg/l 4 Project Description: Eliminate the volume of raw water used for the sand filters backwashing process by using RO brine water for this process, then send it direct to the final drain or evaporation bond. The rinsing process will use a small amount of raw water for the flush the filter media and remove any traces of high saline water may remain from the backwash process. -

Bill Baggs Cape Florida State Park
Haw Creek Preserve State Park Approved Plan Unit Management Plan STATE OF FLORIDA DEPARTMENT OF ENVIRONMENTAL PROTECTION Division of Recreation and Parks December 16, 2016 TABLE OF CONTENTS INTRODUCTION ...................................................................................1 PURPOSE AND SIGNIFICANCE OF THE PARK ....................................... 1 Park Significance ................................................................................1 PURPOSE AND SCOPE OF THE PLAN..................................................... 2 MANAGEMENT PROGRAM OVERVIEW ................................................... 7 Management Authority and Responsibility .............................................. 7 Park Management Goals ...................................................................... 8 Management Coordination ................................................................... 8 Public Participation ..............................................................................9 Other Designations .............................................................................9 RESOURCE MANAGEMENT COMPONENT INTRODUCTION ................................................................................. 11 RESOURCE DESCRIPTION AND ASSESSMENT..................................... 12 Natural Resources ............................................................................. 12 Topography .................................................................................. 12 Geology ...................................................................................... -

Equipment For' River Measurements
.. UNITED STATES DEPARTMENT OF THE INTERIOR GEOLOGICAL SURVEY WATER RESOURCES BRANCH EQUIPMENT FOR' RIVER MEASUREMENTS " PLANS AND SPECIFICATIONS FOR REINFORCED CONCRETE HOUSE AND WELL FOR WATER-STAGE RECORDERS ARRANGED BY LASLEY LEE DISTRICT ENGINEER, COLUMBUS, OHIO • 1933 DlI'I\IITMDlT 0' THI INnIUOII' UNITEO STATES GEOl.OGICAL SURVEY WATER RESOURCES BRANCH EQUIPMENT FOR RIVER MEASUREMENTS CABLE TOWER AND CAR WATER-STAGE RECORDER HOUSE AND WELL CABLE TOWER AND CAR Chelan River, Chelan. Wash. Alle8heny River. Franklin, Pa. Columbia River, Rock Island. wash. MEASUREMENT BY WADING MEASUREMENT FROM CABLE MEASUREMENT FROM BRIDGE MEASUREMENT THROUGH ICE Merced River, Yosemite Valley. calif. Scioto River, Columbus, Ohio Scioto River. Dublin. Ohio Wisconsin River, Muscoda. Wis. OONTENTS Introduct1on •••••••••••••••••• ~ ••••••••••••••••••••••••• ••• 1 Construction cqllipmont •.•• " •••••••••••.•••••••••••••••••••• 4 .. Excavation •••••••••••• , .•• , •••••••••••••••••• ~.~ ••••••• ~.~ • 4 Blasting •••••••••••••• ~ •••••••••• , ••••••••••••• ~.~.~ •• 6 Concrete ••••••••••••••. .•• ~ ••••••••••••••••••• , ••• ~ •• ~.~ •• 7 Ccm811 t ................. ~ ••.•••••••• ~ •••••• ~ ••••• , •••••• 7 Fine aggregate •••••••••••••••• , ••••••••••••••••••••••• 7 Coarse aggrogate ••••••••••••••••• !' •••••••• !' •••••••••• ~ 7 ?report ions •••.• ~ • ~ .... ~ •• ~ .... .,." •. ~ •• , ••• ~. 0 •• ~. ~ ~ ~ • '•• 7 Quality of water ••••••••••••••••••• , ••••••• , •• ~, •••••• 8 Mixillg ••• ~ ••••••• '8 ••• ~ .................. , ••••••••• , •••• 8 Qua~tity of water -

Rapid Lava Sand Filtration for Decentralized Produced Water Treatment System in Old Oil Well Wonocolo
Vol. 5 No. 2 (May 2019) RESEARCH ARTICLE https://doi.org/10.22146/jcef.43760 Rapid Lava Sand Filtration for Decentralized Produced Water Treatment System in Old Oil Well Wonocolo Ekha Yogafanny1*, Ayu Utami1, Kristiati E.A.2, Wibiana W. Nandari3 1Department of Environmental Engineering, Universitas Pembangunan Nasional Veteran Yogyakarta, INDONESIA 2Department of Petroleum Engineering, Universitas Pembangunan Nasional Veteran Yogyakarta, INDONESIA 3Department of Chemical Engineering, Universitas Pembangunan Nasional Veteran Yogyakarta, INDONESIA *Corresponding author: [email protected] SUBMITTED 25 February 2019 REVISED 18 March 2019 ACCEPTED 25 April 2019 ABSTRACT The Cepu Block Oil Field has been traditionally extracted since 2008 by the local community in Wonocolo. The oil well-produced gas and fluids consisted of crude oil and produced water. This oil production activity discharges high amounts of produced water. The fluids have been settled down in the sedimentation tank to gain the crude oil optimally. The remaining fluid called produced water has been discharged to the surface towards the river without any further treatment. This activity led to the deterioration of environmental quality. This study aimed to analyze the performance of produced water treatment by rapid sand filtration by measuring the degree of turbidity removal under the specific condition on a laboratory scale using lava sand. The sedimentation was conducted in 3 hours of retention time following the real field condition of the oil production process by community in one sample well. The rapid sand filtration was conducted by a fixed bed column method with 0.2 cm of grain size. The sedimentation process followed by the rapid sand filtration in produced water treatment yielded the high efficiency of turbidity removal reaching 98.65 %. -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Fletcher Business Group Acquires Atlas Saw & Tool
FOR IMMEDIATE RELEASE Media Contact: Sarah Archambault • 917.923.9838 • [email protected] FLETCHER BUSINESS GROUP ACQUIRES ATLAS SAW & TOOL Global Solution Provider Expands Product Line and Services through Acquisition of Leading Provider of Saw Blades, Cutting Tools and Sharpening Services [East Berlin, CT – January 23, 2017] Today, Fletcher Business Group (FBG) – a leading provider of solution-driven technologies for a wide range of industries – including custom and OEM picture framing; sign and digital graphics; hardware; woodworking; and float and glass fabrication industries – is announcing the acquisition of Atlas Saw & Tool and Tem-Tech. With locations in Illinois, Florida and Arizona, Atlas provides high quality saw blades, cutting tools and sharpening services. Tem-Tech carries a high capacity saw line, along with repair/refurbish services for all saw types. Atlas Saw & Tool joins FBG’s roster of globally recognized brands as a wholly owned subsidiary and will continue the day-to-day operations of its key brands. Atlas serves a variety of markets including picture framing, cabinet making, flooring, millwork and the plastic industry. Using precise German CNC grinders and associated robotics, Atlas Saw sharpens blades and tools to OEM specifications and serves customers nationwide from its three regional tech centers. Atlas will continue to provide custom saw blade design services, fabrication and re-sharpening programs utilizing its premier selection of American and Japanese made core blades. The Tem-Tech brand offerings will remain, including the large capacity saw, CNC moulding profile template machine, saw service, repair and preventative maintenance programs. This will include service, refurbishment and parts support of Pistorius brand saws. -
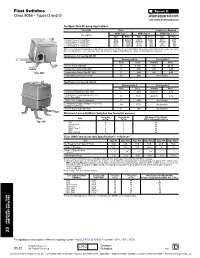
Float Switches Class 9036 – Types D and G
Float Switches Class 9036 – Types D and G For Open Tank Or Sump Applications Class 9036 2 Pole Single Lever Operated NEMA Type 1 NEMA Type 4 NEMA Type 7, 9 Description Type Price Type Price Type Price Contacts Close on Liquid Rise. DG2 $35.60 DW31 $236. DR31 $227. Contacts Open on Liquid Rise . DG2R 38.80 DW31R 239. DR31R 230. Contacts Close on Liquid Rise. GG2 68.00 GW1 397. GR1 388. Contacts Open on Liquid Rise . GG2R 68.00 GW1R 404. GR1R 397. Order universal mounting bracket and float accessory kits separately from Class 9049 section. Types GW and GR use center hole float. Devices with Form C use Centerhole float . All others use tapped at top float. See Page 18-8 for 9049 accessories. Modifications For Type DG, DW, DR Factory Installed Field Installed Form Price 9049 Kit Price Reverse Action (Type DG) R $3.30 A58 $3.30 Compensating Spring (Type DG) C 6.50 A19 6.50 Compensating Spring (Type DR, DW) C 6.50 A20 6.50 Type DG2 Comp. Spring and Reverse Action CR 9.80 Not Available Modifications For Type GG, GW, GR Factory Installed Field Installed Form Price 9049 Kit Price Compensating Spring for Type GG2 C 8.10 9049A13 8.10 Combination of Comp. Spring & Reverse Action (Type GG2) CR 17.70 9049A13 8.10 1 N.O.-1 N.C. Contact Configuration H 9.60 Not Available Combination of Comp. Spring & 1 N.O.-1 N. C. Contact for Type GG2 CH 17.70 Not Available Reverse Action (Type GR, GW) R 9.60 Not Available Maximum Forces At Which Switches Are Tested (in ounces) Type Force Up Force Down Will Support This Weight To Trip To Trip With Compensating Spring Type GG DG2 9 8 60 DG2 Form R 8 8 60 DW31 8 8 66 DW31 Form R 8 8 66 DR31 8 8 66 DR31 Form R 8 8 66 Class 9049 Float Accessory Specifications – In Ounces Item Type A6 Type A6S Type A6C Type A6CS Type A6A Type A6CA Net Buoyancya (in Water) 7" Float . -

Sudan U College of Water Department of Nile Purification
Sudan University of Science and Technology College of Water Resources and Environmental Engineering Department of Environmental Engineering Nile Purification Effect of Moringa oleifera seed extract on physicochemical and microbiological quality of water from R iver A dissertation submitted to the Sudan University of Science and Technology in partial fulfillment for the degree of Bask (Honors) in Environmental Engineering By: Eman Abdlmageed Hiba Hegazi Aysha Salih Hiba Abdulrhman Supervisor: D . Barka Moham med kabeer October 2015 ا ا ا ا , j h Q ½ É Y u Q q É ~ ^ u *+ ,½ - . $ %½ & ' p ) " # q … > Y ½ É ~ ^ u ق ا ا رة ان ا ( -38 39 2 Dedication We dedicate this study with our love to our parents who would like to see us in continues success and happy live. To our brothers and sisters and relatives who always encouraging and supporting us. To our best friends for their patience, reassurance and encouragement and whose love and trust towards us never fail. 3 Acknowledgment first of all, thanks to god for giving us the strength and commitment to finish this research after all obstacles that we went. Also we would like to thank D. Barka Mohammed kabeer for his great efforts of supervising and leading us to accomplish this research. We would also like to thank the Collage of Water Resources and Environmental Engineering staff for their patience, guidance and encouragement throughout the whole five years . Especial thanks extended to laboratory teachers for their kind response , patience and kind cooperation . Finally , we thank each and every person who contributed to this humble project particularly our parents , brothers , and sisters , for everything they gave to enlighten our bath way . -

Biological Removal of Ammonia by Naturally Grown Bacteria in Sand Biofilter
Malaysian Journal of Analytical Sciences, Vol 22 No 2 (2018): 346 - 352 DOI: https://doi.org/10.17576/mjas-2018-2202-22 MALAYSIAN JOURNAL OF ANALYTICAL SCIENCES ISSN 1394 - 2506 Published by The Malaysian Analytical Sciences Society BIOLOGICAL REMOVAL OF AMMONIA BY NATURALLY GROWN BACTERIA IN SAND BIOFILTER (Penyingkiran Ammonia Secara Biologi Menggunakan Bakteria Semulajadi dalam Biopenuras Pasir) Fuzieah Subari1, 2*, Siti Rozaimah Sheikh Abdullah1, Hassimi Abu Hasan1, Norliza Abd. Rahman1 1Department of Chemical and Process Engineering, Faculty of Engineering and Built Environment Universiti Kebangsaan Malaysia, 43600 UKM Bangi, Selangor, Malaysia 2Faculty of Chemical Engineering, Universiti Teknologi MARA, 40450 Shah Alam, Selangor, Malaysia *Corresponding author: [email protected] Received: 15 February 2017; Accepted: 2 January 2018 Abstract Drinking water treatment through biological process is commonly applied in developed countries, but not yet in developing countries such as Malaysia. The non-existence of biological treatment has urged drinking water treatment plant operator in Malaysia to shut down the plants whenever there are ammonia contaminations. This is to avoid the formation of disinfection byproducts (DBPs), which are toxic and carcinogenic, when ammonia reacts with chlorine as the disinfectant. The study aims to develop a biological drinking water treatment for to remove ammonia in a biological sand filter column. The derived biofilm, a mixed bacterial consortium is naturally cultured from surface lake water, hence eliminating the potential of pathogenic microorganism occurrence, which is not suitable for drinking water application. The biofilm was inoculated in the batch down flow column consisting of heterogeneous fine sand with diameter of 1.2 mm (top layer) and 6.7 mm (bottom layer). -

CIVL 1101 Introduction to Filtration 1/15
CIVL 1101 Introduction to Filtration 1/15 Water Treatment Water Treatment Water treatment describes those industrial-scale The goal of all water treatment process is to processes used to make water more acceptable remove existing contaminants in the water, or for a desired end-use. reduce the concentration of such contaminants so These can include use for drinking water, industry, the water becomes fit for its desired end-use. medical and many other uses. One such use is returning water that has been used back into the natural environment without adverse ecological impact. Water Treatment Water Treatment Basis water treatment consists Coagulation of four processes: This process helps removes Coagulation/Flocculation particles suspended in water. Sedimentation Chemicals are added to water to form tiny sticky particles Filtration called "floc" which attract the Disinfection particles. Water Treatment Water Treatment Flocculation Sedimentation Flocculation refers to water The heavy particles (floc) treatment processes that settle to the bottom and the combine or coagulate small clear water moves to filtration. particles into larger particles, which settle out of the water as sediment. CIVL 1101 Introduction to Filtration 2/15 Water Treatment Water Treatment Filtration Disinfection The water passes through A small amount of chlorine is filters, some made of layers of added or some other sand, gravel, and charcoal disinfection method is used to that help remove even smaller kill any bacteria or particles. microorganisms that may be in the water. Water Treatment Water Treatment 1. Coagulation 1. Coagulation - Aluminum or iron salts plus chemicals 2. Flocculation called polymers are mixed with the water to make the 3. -

Treatment of Waste Waters by Pulsed Adsorption Beds Robert Leroy Johnson Iowa State University
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1969 Treatment of waste waters by pulsed adsorption beds Robert LeRoy Johnson Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Civil and Environmental Engineering Commons, and the Oil, Gas, and Energy Commons Recommended Citation Johnson, Robert LeRoy, "Treatment of waste waters by pulsed adsorption beds " (1969). Retrospective Theses and Dissertations. 4116. https://lib.dr.iastate.edu/rtd/4116 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. 70-13,596 JOHNSON, Robert LeRoy^ 1934- TREATMENT OF WASTE WATERS BY PULSED ADSORPTION BEDS. Iowa State University, Ph.D., 1969 Engineering, sanitary and municipal University Microfilms, Inc.. Ann Arbor. Michigan Copyright by ~ ROBERT LeROY JOHNSON 1970 THIS DISSERTATION HAS BEEN MICROFILMED EXACTLY AS RECEIVED TREÂTMEOT OF WASTE WATERS BY PULSED ADSORPTION BEDS by Robert LeRoy Johnson A Dissertation Submitted to the Graduate Faculty in Partial Fulfillment of The Requirements for the Degree of DOCTOR OF PHILOSOPHY Major Subject: Sanitary Engineering Approved : Signature was redacted for privacy. In Charge of Major Work Signature -

Oil Mill Gazetteer OFFICIAL ORGAN of the NATIONAL OIL MILL SUPERINTENDENTS* ASSOCIATION and TRI-STATES COTTONSEED OIL MILL SUPERINTENDENTS* ASSOCIATION Vol
Oil Mill Gazetteer OFFICIAL ORGAN OF THE NATIONAL OIL MILL SUPERINTENDENTS* ASSOCIATION AND TRI-STATES COTTONSEED OIL MILL SUPERINTENDENTS* ASSOCIATION Vol. 48; No. 7 Wharton, Texas, January, 1944 Price 25 Cents Fo r t 'W o r t h r ; : = iiiiter ribs LATE LINTER RIBS can be furnished for linters with 106 or 141 saws. They Pare easier to install—less likely to break—spacing of saw slots is more accurate— make a more rigid gratefall—help prevent buckling of lower rib rail and can be installed more quickly. The ribs are made of 5-16" steel plate. They are formed to the proper shape on a large forming press. The slots are milled with gang cutters to insure accurate spacing and are then beveled or “relieved" on the under side, quite similar to individual ribs. Any plate section may be renewed. The finished plate is case hardened to the proper depth. r-OTHER FORT WORTH LINT ROOM EQUIPMENT * Pneumatic Lint Flue Systems Pneumatic Rock and Shale Removers * Lint Cleaning Beaters Fort Worth All-Metal Linters * Saw Filing and Gumming Machines Permanent Magnet Boards * Linter Saw s Mote and Tailings Beaters * Brushless Linter Devices Vertical Screw Elevators * Lint Condensers Parts to re-build and convert Linters to 141 Saw Machines A Complete Line of Power Transmission and Conveying Equipment SALES OFFICES—Fort Worth, P. O. Box 1038 . Memphis, P. O. Box 1499 . Atlanta, P. O. Box 1065 T orT W orIh ^MACHINERY CO. manufacturers o f h i g h -g r a d e o il m i l l e q u i p m e n t THERE'S MORE OIL, MARKET FLUCTUATIONS occur and you can not do very much about them.