Electrolytic Concentration of Caustic Soda Carl Rene Vander Linden Iowa State College
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

History of the Chlor-Alkali Industry
2 History of the Chlor-Alkali Industry During the last half of the 19th century, chlorine, used almost exclusively in the textile and paper industry, was made [1] by reacting manganese dioxide with hydrochloric acid 100–110◦C MnO2 + 4HCl −−−−−−→ MnCl2 + Cl2 + 2H2O (1) Recycling of manganese improved the overall process economics, and the process became known as the Weldon process [2]. In the 1860s, the Deacon process, which generated chlorine by direct catalytic oxidation of hydrochloric acid with air according to Eq. (2) was developed [3]. ◦ 450–460 C;CuCl2 cat. 4HCl + O2(air) −−−−−−−−−−−−−−→ 2Cl2 + 2H2O(2) The HCl required for reactions (1) and (2) was available from the manufacture of soda ash by the LeBlanc process [4,5]. H2SO4 + 2NaCl → Na2SO4 + 2HCl (3) Na2SO4 + CaCO3 + 2C → Na2CO3 + CaS + 2CO2 (4) Utilization of HCl from reaction (3) eliminated the major water and air pollution problems of the LeBlanc process and allowed the generation of chlorine. By 1900, the Weldon and Deacon processes generated enough chlorine for the production of about 150,000 tons per year of bleaching powder in England alone [6]. An important discovery during this period was the fact that steel is immune to attack by dry chlorine [7]. This permitted the first commercial production and distribu- tion of dry liquid chlorine by Badische Anilin-und-Soda Fabrik (BASF) of Germany in 1888 [8,9]. This technology, using H2SO4 for drying followed by compression of the gas and condensation by cooling, is much the same as is currently practiced. 17 “chap02” — 2005/5/2 — 09Brie:49 — page 17 — #1 18 CHAPTER 2 In the latter part of the 19th century, the Solvay process for caustic soda began to replace the LeBlanc process. -
Electrolytic Cells
CHEMISTRY LEVEL 4C (CHM415115) ELECTROLYTIC CELLS THEORY SUMMARY & REVISION QUESTIONS (CRITERION 5) ©JAK DENNY Tasmanian TCE Chemistry Revision Guides by Jak Denny are licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License. INDEX: PAGES • INTRODUCTORY THEORY 3 • COMPARING ENERGY CONVERSIONS 4 • APPLICATIONS OF ELECTROLYSIS 4 • ELECTROPLATING 5 • COMPARING CELLS 6 • THE ELECTROCHEMICAL SERIES 7 • PREDICTING ELECTROLYSIS PRODUCTS 8-9 • ELECTROLYSIS PREDICTION FLOWCHART 1 0 • ELECTROLYSIS PREDICTION EXAMPLES 11 • ELECTROLYSIS PREDICTION QUESTIONS 12 • INDUSTRIAL ELECTROLYTIC PROCESSES 13 • IMPORTANT ELECTRICAL THEORY 14 • FARADAY’S ELECTROLYSIS LAWS 15 • QUANTITATIVE ELECTROLYSIS 16 • CELLS IN SERIES 17 • ELECTROLYSIS QUESTIONS 18-20 • ELECTROLYSIS TEST QUESTIONS 21-22 • TEST ANSWERS 23 2 ©JAK CHEMISTRY LEVEL 4C (CHM415115) ELECTROLYTIC CELLS (CRITERION 5) INTRODUCTION: In our recent investigation of electrochemical cells, we encountered spontaneous redox reactions that release electrical energy such as takes place in the familiar situations of “batteries”. When a car battery is ‘flat’ and needs to be recharged, a power supply (‘battery charger’) is connected to the flat battery and chemical changes take place and it is subsequently able to operate again as a power supply. The ‘recharging’ process is non-spontaneous and requires an input of energy to occur. When a cell is such that an energy input is required to make a non-spontaneous redox reaction take place, we describe the cell as an ELECTROLYTIC CELL. The redox process occurring in an ELECTROLYTIC CELL is referred to as ELECTROLYSIS. For example, consider the spontaneous redox reaction associated with an electrochemical (fuel) cell; i.e. 2H2(g) + O2(g) → 2H2O(l) + ELECTRICAL ENERGY This chemical reaction RELEASES energy which can be used to power an electric motor, to drive a machine, appliance or car. -

Electrochemical Cells
Electrochemical cells = electronic conductor If two different + surrounding electrolytes are used: electrolyte electrode compartment Galvanic cell: electrochemical cell in which electricity is produced as a result of a spontaneous reaction (e.g., batteries, fuel cells, electric fish!) Electrolytic cell: electrochemical cell in which a non-spontaneous reaction is driven by an external source of current Nils Walter: Chem 260 Reactions at electrodes: Half-reactions Redox reactions: Reactions in which electrons are transferred from one species to another +II -II 00+IV -II → E.g., CuS(s) + O2(g) Cu(s) + SO2(g) reduced oxidized Any redox reactions can be expressed as the difference between two reduction half-reactions in which e- are taken up Reduction of Cu2+: Cu2+(aq) + 2e- → Cu(s) Reduction of Zn2+: Zn2+(aq) + 2e- → Zn(s) Difference: Cu2+(aq) + Zn(s) → Cu(s) + Zn2+(aq) - + - → 2+ More complex: MnO4 (aq) + 8H + 5e Mn (aq) + 4H2O(l) Half-reactions are only a formal way of writing a redox reaction Nils Walter: Chem 260 Carrying the concept further Reduction of Cu2+: Cu2+(aq) + 2e- → Cu(s) In general: redox couple Ox/Red, half-reaction Ox + νe- → Red Any reaction can be expressed in redox half-reactions: + - → 2 H (aq) + 2e H2(g, pf) + - → 2 H (aq) + 2e H2(g, pi) → Expansion of gas: H2(g, pi) H2(g, pf) AgCl(s) + e- → Ag(s) + Cl-(aq) Ag+(aq) + e- → Ag(s) Dissolution of a sparingly soluble salt: AgCl(s) → Ag+(aq) + Cl-(aq) − 1 1 Reaction quotients: Q = a − ≈ [Cl ] Q = ≈ Cl + a + [Ag ] Ag Nils Walter: Chem 260 Reactions at electrodes Galvanic cell: -

3 PRACTICAL APPLICATION BATTERIES and ELECTROLYSIS Dr
ELECTROCHEMISTRY – 3 PRACTICAL APPLICATION BATTERIES AND ELECTROLYSIS Dr. Sapna Gupta ELECTROCHEMICAL CELLS An electrochemical cell is a system consisting of electrodes that dip into an electrolyte and in which a chemical reaction either uses or generates an electric current. A voltaic or galvanic cell is an electrochemical cell in which a spontaneous reaction generates an electric current. An electrolytic cell is an electrochemical cell in which an electric current drives an otherwise nonspontaneous reaction. Dr. Sapna Gupta/Electrochemistry - Applications 2 GALVANIC CELLS • Galvanic cell - the experimental apparatus for generating electricity through the use of a spontaneous reaction • Electrodes • Anode (oxidation) • Cathode (reduction) • Half-cell - combination of container, electrode and solution • Salt bridge - conducting medium through which the cations and anions can move from one half-cell to the other. • Ion migration • Cations – migrate toward the cathode • Anions – migrate toward the anode • Cell potential (Ecell) – difference in electrical potential between the anode and cathode • Concentration dependent • Temperature dependent • Determined by nature of reactants Dr. Sapna Gupta/Electrochemistry - Applications 3 BATTERIES • A battery is a galvanic cell, or a series of cells connected that can be used to deliver a self-contained source of direct electric current. • Dry Cells and Alkaline Batteries • no fluid components • Zn container in contact with MnO2 and an electrolyte Dr. Sapna Gupta/Electrochemistry - Applications 4 ALKALINE CELL • Common watch batteries − − Anode: Zn(s) + 2OH (aq) Zn(OH)2(s) + 2e − − Cathode: 2MnO2(s) + H2O(l) + 2e Mn2O3(s) + 2OH (aq) This cell performs better under current drain and in cold weather. It isn’t truly “dry” but rather uses an aqueous paste. -

Energy and Exergy Analyses of Different Aluminum Reduction Technologies
sustainability Article Energy and Exergy Analyses of Different Aluminum Reduction Technologies Mazin Obaidat 1, Ahmed Al-Ghandoor 1, Patrick Phelan 2, Rene Villalobos 2 and Ammar Alkhalidi 3,* ID 1 Department of Industrial Engineering, The Hashemite University, Az-Zarqa 13133, Jordan; [email protected] (M.O.); [email protected] (A.A.-G.) 2 Ira A. Fulton Schools of Engineering, Arizona State University, Tempe, AZ 85287, USA; [email protected] (P.P.); [email protected] (R.V.) 3 Energy Engineering Department, German Jordanian University, Amman 11180, Jordan * Correspondence: [email protected]; Tel.: +962-7-9611-2506 Received: 23 February 2018; Accepted: 11 April 2018; Published: 17 April 2018 Abstract: This paper examines and compares different aluminum reduction technologies found in the literature as alternatives to the current Hall–Heroult technology. The main inefficiencies in the current Hall–Heroult technology were identified and the advantages of the different proposed technologies over the Hall–Heroult technology were determined. The comparison between the different technologies, namely Hall–Heroult, wetted drained cathode, inert anode, and carbothermic, was based on energy and material requirements, and environmental impact. In order to combine all of the evaluation criteria into one numerical value, the exergy concept was utilized as a decision tool. The results emphasize that in order to analyze any conversion system, the exergy of energy, material, environmental impact, and their associated chain production should be taken into consideration. Keywords: exergy; aluminum; Hall–Heroult; inert anode; wetted drained cathode; carbothermic 1. Introduction Aluminum’s unique properties of low density and corrosion resistance make it a very important metal and a metal of choice to modern manufacturing. -

Electrolytic Production of Aluminium:� Fundamental
r , ELECTROLYTIC PRODUCTION OF ALUMINIUM:� FUNDAMENTAL AND APPLIED STUDIES ON THE EFFECT OF ANODE COMPOSITION ON TEE ANODE-ELECTROLYTE INTERFACIAL CONDITIONS. by :,:.!::_OSBORNE. B.Sc. (Hons.), (Tas.) being a Thesis submitted. in fulfilment of the require ments for the Degree of Master of Science UNIVERSITY OF TASMANIA HOBART'. (May 1968) DECLARATION OF ORIGINALITY All of the experimental w0rk in this thesis, except where directly ascribed to others, has been performed solely by the auth0r. No part 0f the text bas previoµsly been submitted f@r any other degree or diplGma in any University, nor dees it contain, to the best knowledge of the undersigned, any material which has been published by others, except where due reference bas been SQ made. SUMMARY This thesis deals with a study of the wettability of amorphous carbon, of the type empl©yed as anode material in the production of aluminium, by cryolite based solutions. The wettability of carbon has been improved by the addition of inorganic additives 0f the type used in cryolite electrolytes, such as aluminium oxide, calcium flanride and carbonate, and lithium flunride and carbonate. Particular improvements in carbon wettability are noted when the system is contained in an atmosphere of carbon dioxide - carbon monoxide, corresponding to practical production conditions. Furtheremore, when anodes prepared c0ntaining these additives are used in a laboratory aluminium cell, notable reductions in cell voltage are achieved at practical an0de current densities. The improved adhesion of the two phases has also been demonstrated by measurement of the current density and voltage con ditions required to llinduce anode effects in this cell •. -

ELECTROWINNING of TITANIUM from TITANIUM TETRACHLORIDE: PILOT PLANT EXPERIENCE and PRODUCTION PLANT PROJECTIONS George Gobel, Jo
ELECTROWINNING OF TITANIUM FROM TITANIUM TETRACHLORIDE: PILOT PLANT EXPERIENCE AND PRODUCTION PLANT PROJECTIONS George Gobel, John Fisher and Linden E. Snyder The Dow Chemical Company, Midland, Michigan Howmet Turbine Components Corporation, Whitehall, Michigan Introduction High purity electrolytic titanium is being successfully produced on a pilot plant basis by D-H Titanium Company, a joint venture of The Dow Chemical Company and Howmet Turbine Components Corporation. The technology is an out growth of work originating at the U.S. Bureau· of Mines, Boulder City, Nevada. [l] The project is aimed at commercialization of this prior bench-scale research. Full-scale prot_otype components are being operated in a single ,anode 5,000 AMP cell producing approximately 45 kg./day of metal. Construction of industrial scale multiple anode cells is presently'underway that will culminate in opera tion of a one half to one million kg. per year demonstration plant in 1981. Previous research in the field has been extensive. Major efforts at prototype scale-up have been conducted by the New Jersey Zinc Co. (2 land Titanium Metals Corporation o.f America. [3] In both processes the diaphragm, which is required to ~nable selective oxidation of the chloride ion, was generated in the cell. A substantial fraction of the cathodic current was directed to a screen or perforate plate that divided the cell into anolyte and catholyte areas. As metal deposited restricting the plate openings an efficient semipermeable membrane was set-up which excluded Ti+2, Ti+3 interactions at the anode and cathode. High purity titanium was produced by both companies, how ever, the methods employed had several 'inherent shortcomings. -

Electrolysis of Water - Wikipedia 1 of 15
Electrolysis of water - Wikipedia 1 of 15 Electrolysis of water Electrolysis of water is the decomposition of water into oxygen and hydrogen gas due to the passage of an electric current. This technique can be used to make hydrogen gas, a main component of hydrogen fuel, and breathable oxygen gas, or can mix the two into oxyhydrogen, which is also usable as fuel, though more volatile and dangerous. It is also called water splitting. It ideally requires a potential difference of 1.23 volts to split water. Simple setup for demonstration of Contents electrolysis of water at home History Principle Equations Thermodynamics Electrolyte selection Electrolyte for water electrolysis Pure water electrolysis Techniques Fundamental demonstration Hofmann voltameter Industrial High-pressure High-temperature An AA battery in a glass of tap water Alkaline water with salt showing hydrogen Polymer electrolyte membrane produced at the negative terminal Nickel/iron Nanogap electrochemical cells Applications Efficiency Industrial output Overpotential Thermodynamics https://en.wikipedia.org/wiki/Electrolysis_of_water Electrolysis of water - Wikipedia 2 of 15 See also References External links History Jan Rudolph Deiman and Adriaan Paets van Troostwijk used, in 1789, an electrostatic machine to make electricity which was discharged on gold electrodes in a Leyden jar with water.[1] In 1800 Alessandro Volta invented the voltaic pile, and a few weeks later the English scientists William Nicholson and Anthony Carlisle used it for the electrolysis of water. In 1806 -

Electrolysis of Salt Water
ELECTROLYSIS OF SALT WATER Unit: Salinity Patterns & the Water Cycle l Grade Level: High school l Time Required: Two 45 min. periods l Content Standard: NSES Physical Science, properties and changes of properties in matter; atoms have measurable properties such as electrical charge. l Ocean Literacy Principle 1e: Most of of Earth's water (97%) is in the ocean. Seawater has unique properties: it is saline, its freezing point is slightly lower than fresh water, its density is slightly higher, its electrical conductivity is much higher, and it is slightly basic. Big Idea: Water is comprised of two elements – hydrogen (H) and oxygen (O). Distilled water is pure and free of salts; thus it is a very poor conductor of electricity. By adding ordinary table salt (NaCl) to distilled water, it becomes an electrolyte solution, able to conduct electricity. Key Concepts o Ionic compounds such as salt water, conduct electricity when they dissolve in water. o Ionic compounds consist of two or more ions that are held together by electrical attraction. One of the ions has a positive charge (called a "cation") and the other has a negative charge ("anion"). o Molecular compounds, such as water, are made of individual molecules that are bound together by shared electrons (i.e., covalent bonds). o Essential Questions o What happens to salt when it is dissolved in water? o What are electrolytes? o How can we determine the volume of dissolved ions in a water sample? o How are atoms held together in an element? Knowledge and Skills o Conduct an experiment to see that water can be split into its constituent ions through the process of electrolysis. -
5. Electrolytic Processes
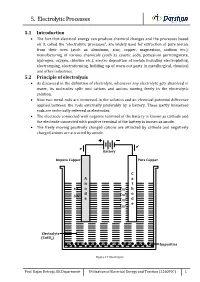
5. Electrolytic Processes 5.1 Introduction • The fact that electrical energy can produce chemical changes and the processes based on it, called the “electrolytic processes”, are widely used for extraction of pure metals from their ores (such as aluminum, zinc, copper, magnesium, sodium etc.), manufacturing of various chemicals (such as caustic soda, potassium permanganate, hydrogen, oxygen, chlorine etc.), electro deposition of metals including electroplating, electrotyping, electroforming, building up of worn-out parts in metallurgical, chemical and other industries. 5.2 Principle of electrolysis • As discussed in the definition of electrolyte, whenever any electrolyte gets dissolved in water, its molecules split into cations and anions moving freely in the electrolytic solution. • Now two metal rods are immersed in the solution and an electrical potential difference applied between the rods externally preferably by a battery. These partly immersed rods are technically referred as electrodes. • The electrode connected with negative terminal of the battery is known as cathode and the electrode connected with positive terminal of the battery is known as anode. • The freely moving positively charged cations are attracted by cathode and negatively charged anions are attracted by anode. - e- e Battery Impure Copper Pure Copper C A a n t SO4- o Cu+ h d + o SO4- Cu e Cu+ d e Cu+ Electrolyte (CuSO4) Impurities Figure 5.1 Electrolysis Prof. Rajan Detroja, EE Department Utilization of Electrical Energy and Traction (2160907) 1 5. Electrolytic Processes • In cathode, the positive cations take electrons from negative cathode and in anode, negative anions give electrons to the positive anode. For continually taking and giving electrons in cathode and anode respectively, there must be flow of electrons in the external circuit of the electrolytic. -

Introduction
CHAPTER 1 INTRODUCTION Electrochemical techniques are used for the production of aluminum and chlorine, the conversion of energy in batteries and fuel cells, sensors, electroplating, and the protection of metal structures against corrosion, to name just a few prominent applications. While applications such as fuel cells and electroplating may seem quite disparate, in this book we show that a few basic principles form the foundation for the design of all electrochemical processes. The first practical electrochemical system was the Volta pile, invented by Alexander Volta in 1800. Volta’s pile is still used today in batteries for a variety of industrial, medical, and military applications. Volta found that when he made a sandwich of a layer of zinc metal, paper soaked in salt water, and tarnished silver and then connected a wire from the zinc to the silver, he could obtain electricity (see Figure 1.1). What is happening when the wire is connected? Electrons have a chemical preference to be in the silver rather than the zinc, and this chemical preference is manifest as a voltage difference that drives the current. At each electrode, an electrochemical reaction is occurring: zinc reacts with hydroxide ions in solution to form free electrons, zinc oxide, and water, while silver oxide (tarnished silver) reacts with water and electrons to form silver and hydroxide ions. Hydroxide ions travel through the salt solution (the electrolyte) from the silver to the zinc, while electrons travel through the external wire from the zinc to the silver. We see from this example that many phenomena interact in electrochemical systems. -

Industrial Process Industrial Process
INDUSTRIAL PROCESS INDUSTRIAL PROCESS SESSION 4 Electrolysis SESSION 4 Electrolysis Session 4 Electrolysis Illustration of an electrolysis apparatus used in a school laboratory. In chemistry and manufacturing, electrolysis is a method of using a direct electric current (DC) to drive an otherwise non-spontaneous chemical reaction. Electrolysis is commercially highly important as a stage in the separation of elements from naturally occurring sources such as ores using an electrolytic cell. The voltage that is needed for electrolysis to occur is called the decomposition potential. Contents 1 History 2 Overview o 2.1 Process of electrolysis o 2.2 Oxidation and reduction at the electrodes o 2.3 Energy changes during electrolysis o 2.4 Related techniques 3 Faraday's laws of electrolysis o 3.1 First law of electrolysis o 3.2 Second law of electrolysis 1 4 Industrial uses 5 Competing half-reactions in solution electrolysis 6 Electrolysis of water 7 Electrocrystallization 8 Experimenters History The word electrolysis comes from the Greek ἤλεκτρον [ lektron] "amber" and λύσις [lýsis] "dissolution". 1785 – Martinus van Marum's electrostatic generator was used to reduce tin, zinc, and antimony from their salts using electrolysis.[1] 1800 – William Nicholson and Anthony Carlisle (view also Johann Ritter), decomposed water into hydrogen and oxygen. 1807 – Potassium, sodium, barium, calcium and magnesium were discovered by Sir Humphry Davy using electrolysis. 1833 - Michael Faraday develops his two laws of electrolysis, and provides a mathematical