Lvl Framing Technical Data Sheet
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Designing for Durability CONTINUING EDUCATION Strategies for Achieving Maximum Durability with Wood-Frame Construction Sponsored by Rethink Wood
EDUCATIONAL-ADVERTISEMENT Designing for Durability EDUCATION CONTINUING Strategies for achieving maximum durability with wood-frame construction Sponsored by reThink Wood rchitects specify wood for many Examples of wood buildings that have (glulam), cross laminated timber (CLT), and reasons, including cost, ease and stood for centuries exist all over the world, nail-laminated timber, along with a variety A efficiency of construction, design including the Horyu-ji temple in Ikaruga, of structural composite lumber products, are versatility, and sustainability—as well as Japan, built in the eighth century, stave enabling increased dimensional stability and its beauty and the innate appeal of nature churches in Norway, including one in Urnes strength, and greater long-span capabilities. and natural materials. Innovative new built in 1150, and many more. Today, wood These innovations are leading to taller, technologies and building systems are also is being used in a wider range of buildings highly innovative wood buildings. Examples leading to the increased use of wood as a than would have been possible even 20 years include (among others) a 10-story CLT structural material, not only in houses, ago. Next-generation lumber and mass timber apartment building in Australia, a 14-story schools, and other traditional applications, products, such as glue-laminated timber timber-frame apartment in Norway, but in larger, taller, and more visionary wood buildings. But even as the use of wood is expanding, one significant characteristic of wood buildings is often underestimated: their durability. Misperceptions still exist that buildings made of materials such as concrete or steel last longer than buildings made of wood. -

Platform Frame Construction (Part 2)
STRUCTURAL TIMBER 4 ENGINEERING BULLETIN Timber frame structures – platform frame construction (part 2) Introduction Horizontal diaphragms and bracing In Timber Engineering Bulletin No. 3 (part 1 in this sub-series on platform Horizontal diaphragms in platform frame buildings are provided by the frame construction), the composition and terminology used for platform intermediate floors (with a wood-based subdeck material fixed directly to the timber frame building structures, and the structural engineering checks which joists) and the roof structure (with either a wood-based ‘sarking’ board or are required to verify the adequacy of the vertical load paths and the strength discrete diagonal bracing members) (Figure 3). These horizontal structural and stiff ness of the individual framing members, was introduced. diaphragms transfer horizontal loads acting on the building to the foundations by means of their connections to the wall panels (or vertical diaphragms). This Timber Engineering Bulletin introduces the engineering checks for overall building stability and the stability checks required for the wall diaphragms which provide shear (or racking) resistance to a platform timber frame structure. Robustness and disproportionate collapse design considerations for platform timber frame buildings are addressed in part 3 of this sub-series. Overall stability To achieve its stability, platform timber frame construction relies on the diaphragm action of floor structures to transfer horizontal forces to a distributed arrangement of loadbearing walls. The load bearing walls provide both vertical support and horizontal racking and shear resistance. Due to the presence of open-plan or asymmetric layouts or the occurrence of large openings in loadbearing walls, it may be necessary to provide other means of providing stability to the building, for example by the use of ‘portalised’ or ‘rigid’ frames or discrete braced bays as indicated in Figure 1. -
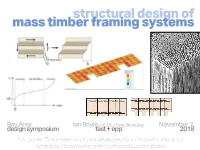
Structural Design of Mass Timber Framing Systems
structural design of mass timber framing systems Bay Area Ian Boyle, P.E., S.E., P.Eng., Struct.Eng. November 7, design symposium fast +epp 2018 Disclaimer: This presentation was developed by a third party and is not funded by WoodWorks or the Softwood Lumber Board “The Wood Products Council” is a This course is registered with AIA Registered Provider with The CES for continuing professional American Institute of Architects education. As such, it does not Continuing Education Systems include content that may be (AIA/CES), Provider #G516. deemed or construed to be an approval or endorsement by the AIA of any material of construction Credit(s) earned on completion of this course will be reported to AIA or any method or manner of handling, using, distributing, or CES for AIA members. Certificates of Completion for both AIA dealing in any material or product. members and non-AIA members are available upon request. Mass timber structural framing systems have high strength-to-weight ratios, are dimensionally stable, and are quickly becoming systems of choice for sustainably minded designers. This presentation will provide a detailed look at the structural design processes associated with a variety of mass timber products, including glued-laminated timber (glulam), cross-laminated timber (CLT), and nail- laminated timber (NLT). Applications for the use of these products in gravity force-resisting systems under modern building codes will be discussed. Other technical topics will include use of mass timber panels as two-way spanning slabs, connection options and design considerations, and detailing and construction best practices. course description At the end of this course, participants will be able to: 1. -

H1.2 FRAMING TIMBER TREATMENT a Single, Boron-Based Treatment Class, H1.2, May Now Be Used for Almost All Enclosed Timber Framing
BUILD RIGHT H1.2 FRAMING TIMBER TREATMENT A single, boron-based treatment class, H1.2, may now be used for almost all enclosed timber framing. This has simplified framing timber, but have treatment processes or on-site handling changed? By Alide Elkink, Freelance Technical Writer, Wellington simplified timber treatment system for framing was introduced in Look for the pink timber and brand April 2011 under Amendment 7 to the Building Code Acceptable NZS 3640 requires treated timber to be identified either by end tag (a burn Solution B2/AS1. This followed research and consultation and brand or tag at the timber ends) or by strip branding (along the timber edge A was based on several premises, including: or face) or packet branding. The branding must include the plant treatment ❚ simplification of treated timber identification and use on site number, the preservative number and the hazard class (see Figure 1). ❚ the relative safety of handling treated timber As end brands are often cut off during the construction, a secondary ❚ the treatment must remain effective after being rain wet for reasonable means of treatment identification is colour-coding. H1.2 boron-treated periods of time timber is colour-coded pink – the same as previously. ❚ the treatment must be reasonably priced. In the future, an audit stamp to indicate that the treatment and testing Since 1 July 2011, only B2/AS1 with Amendment 7 incorporated may process has been independently audited may also be included in the be used. timber identification information. Only boron treatment for H1.2 framing now Protection effective but minimise rain wetting The B2/AS1 Amendment 7 modified the requirements of NZS 3640:2003 Boric-treated timber has been used for many years and has proven to Chemical preservation of round and sawn timber and NZS 3602:2003 provide effective insecticide and fungicide protection while having low Timber and wood-based products for use in building. -

Mass Timber Construction
Please add relevant logo here Mass Timber Construction: Products, Performance and Design This course is registered with AIA “The Wood Products Council” is a CES for continuing professional Registered Provider with The education. As such, it does not American Institute of Architects include content that may be Continuing Education Systems deemed or construed to be an (AIA/CES), Provider #G516. approval or endorsement by the AIA of any material of construction or any method or Credit(s) earned on completion of manner of this course will be reported to AIA handling, using, distributing, or CES for AIA members. Certificates dealing in any material or of Completion for both AIA product. members and non-AIA members ______________________________ are available upon request. Questions related to specific materials, methods, and services will be addressed at the conclusion of this presentation. Course Description Due to their high strength, dimensional stability and positive environmental performance, mass timber building products are quickly becoming materials of choice for sustainably-minded designers. This presentation will provide a detailed look at the variety of mass timber products available, including glue-laminated timber (glulam), cross laminated timber (CLT), nail laminated timber (NLT), heavy timber decking, and other engineered and composite systems. Applications for the use of these products under modern building codes will be discussed, and examples of their use in U.S. projects reviewed. Mass timber’s ability to act as both structure and exposed finish will also be highlighted, as will its performance as part of an assembly, considering design objectives related to structural performance, fire resistance, acoustics, and energy efficiency. -

Of!Small Diameter Roundwood ! In!Residential Construction!
! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! !"#$%&"'('#&"!))&))*!"#! ! ! !"!!"#$$%&'#"! !!"#$#%&'()%%($! ! ! ! !" ! !!"#$%"&'$()*+,&#'!-+!"#$ ! ! ! ! ! ! !! "#$%&'()#*$!"((+*!! !"#$%&'())#%)*%+),$-.,/%0%1234,)25$2."#%&.674$-! ,-.!/$(&)*0'!1'$**'2!3*4!567*82!"9!:;.,,! ! ! ! ! "#$#%&''! ! ! ()*+,-.+!/01! ! 23)456*73.)!2**8.! 9:56.)!*;!<=>4)*=?.=6:@!A-4.=-.!2:=+4+:6.B!%&''! ! ! C=!7:)64:@!;,@;4@@?.=6!*;!63.!9:56.)!*;!<=>4)*=?.=6:@!A-4.=-.!+.D)..!7)*D):?! ! E:@.!A-3**@!*;!F*).56)0!G!<=>4)*=?.=6:@!A6,+4.5! '$"!()*57.-6!A6)..6! H.I!J:>.=B!2K!&L"''! ! ! 2*>.)!73*6*1!(:,@!M.@@.0B!-*,)6.50!*;!N3*@.!!K)..5!!O)-346.-6,).!G!2*=56),-64*=! ! ! ! ! K345!).5.:)-3!I:5!5,77*)6!/0!63.!E:@.!A-3**@!*;!F*).56)0!G!<=>4)*=?.=6:@!A6,+4.5! A,??.)!P.5.:)-3!F,=+!:=+!63.!2:)7.=6.)#A7.))0!F,=+Q! ! A7.-4:@! 63:=85! ! 6*1! ! P*:@+! ! R,=+.)5.=B! ! O?.@4:! ! S:T6.)B! ! U.@@:! ! J:=5?:==B! ! U.).8!! 9:03.IB!!P*/!!94=4B!!:=+!!63.!!*63.)!!!;*@85!!:6!!N3*@.!!K)..5!!O)-346.-6,).V!!K3*?:5! R):.+.@B!9:,)..=!!(,.66?:==B!!<@:4=.!!W=.4@B!!C:=!!S*,56.:+B!!(.6.)!!W645B!!R:/*,)0!!! S.=*46Q! ! ! ! %! 96<=*!(>!"(8'*8'&! !"#$%&'(#)%"* +! !"#$%&'()*+ ,! -./0+12#30+45505560)7+'/+86"339*."6070&+:'()*;''*+ <! ,%-.*-"&*/(%01* 2! ='"3+ >! ?()#7.')"3+@).7+ >! 433'#"7.')+ A! B6C"#7+45505560)7+D07E'*+ F! 825706+!'()*"&.05+ F! 3)41*56(.1*!"71"#%$6* +8! G"7"+8'(+ ,H! 86"33+G."6070&+:'()*;''*+I&'#055.)%+ ,<! 45506J32+")*+1')57&(#7.')+ HK! G&./73055+G05.%)+ HL! :'()*;''*+M+-"/"20770+G05.%)+ HA! 1')N0)7.')"3O-"/"20770+G05.%)+ <H! B)*(57&."3+8#"30+:'()*;''*M+-"/"20770+ <L! P)0&%2+ <Q! R&")5C'&7"7.')+ -

Timber Framing 101 Carolina Timberworks Presents
Timber Framing 101 Carolina Timberworks Presents: Timber Framing © 2008 Carolina Timberworks, LLC 101 Volume 1, Issue 1 A Brief History of Timber Framing The old saying that “they silent tribute to the Inside this issue: don’t build like they used craftsmanship and durability to” isn’t necessarily true. of this method of building. A Brief History of 2 Take timber framing for Timber Framing Timber framing in the example. Timber framing is Using Timber Framing to 2 United States almost died Affordably Differentiate the craft of joining heavy out in the late 1800s with timbers with wooden pegs Structural or Non- 3 the advent of a cheaper way Structural? and intricate joinery. Our of building—2x4s and nails. ancestors built this way— Which Wood is the Best 3 However, the craft is being Choice for You? because nails hadn’t yet revived by craftsmen and Common Timber Species 3 been invented. Some of the women who take old timber at a Glance oldest buildings in the world frames apart—and study the The Case for Planning 4 are timber framed—the joinery methods of old. Ahead great cathedrals in Europe Getting Started 4 for instance—and have stood for centuries as a Using Timber Framing to Affordably Differentiate Your Home Timber framing is necessarily The ‘secret’ is to only timber Frankly, this approach makes an expensive way to build— frame certain areas of a a lot of sense—you get most given the skilled craftsman- home—and stick build the of appeal of a full timber ship and high quality timber rest. -

Fire Design of Mass Timber Members Code Applications, Construction Types and Fire Ratings
Fire Design of Mass Timber Members Code Applications, Construction Types and Fire Ratings Richard McLain, PE, SE • Senior Technical Director • WoodWorks Scott Breneman, PhD, PE, SE • Senior Technical Director • WoodWorks For many years, exposed heavy timber framing elements the country are leveraging to create innovative designs have been permitted in U.S. buildings due to their inherent with a warm yet modern aesthetic, often for projects that fire-resistance properties. The predictability of wood’s char go beyond traditional norms. rate has been well-established for decades and has long been This paper has been written to support architects and recognized in building codes and standards. engineers exploring the use of mass timber for commercial Today, one of the exciting trends in building design is the and multi-family construction. It focuses on how to meet growing use of mass timber—i.e., large solid wood panel fire-resistance requirements in the International Building products such as cross-laminated timber (CLT) and nail- Code (IBC), including calculation and testing-based methods. laminated timber (NLT)—for floor, wall and roof construction. Unless otherwise noted, references refer to the 2018 IBC. Like heavy timber, mass timber products have inherent fire resistance that allows them to be left exposed and still Mass Timber & Construction Type achieve a fire-resistance rating. Because of their strength and Before demonstrating fire-resistance ratings of exposed dimensional stability, these products also offer an alternative to mass timber elements, it’s important to understand under steel, concrete, and masonry for many applications, but have a what circumstances the code currently allows the use of much lighter carbon footprint. -

Developments in Closed Panel Timber Frame Connection
49th ASC Annual International Conference Proceedings Copyright 2013 by the Associated Schools of Construction Developments in Closed Panel Timber Frame Connection Lloyd M. Scott PhD, MA, ICIOB Brendan Towey B.Sc. (Hons) Dublin Institute of Technology Dublin Institute of Technology Ireland Ireland Timber frame construction has remained as one of the most environmentally friendly and sustainable methods of construction. The evolution of the closed panel system of timber framing has developed the practice into a form of modular construction whereby pre-fabrication of wall and roof panels can take place prior to site installation. With pre-fabrication reducing the risk of defective workmanship in panel production, increased focus is shifted to the performance of the junction between panels when they are assembled on site. As part of an overall research investigation into the improvement of a modular construction method, this paper focuses on the systematic evaluation of a new connection detail used in the assembly of walls in closed panel timber frame structures. The detail offers the potential to increase the airtight capabilities between the wall panels thus improving the thermal performance of the structure. The research outlined is concerned with the application of the detail in two trial phases. Each phase was assessed as part of an action research methodology contributing to the further refinement of the detail. It is envisaged that the trials will lead to the establishment of a functioning and sustainable method of connection that can be applied in future timber frame construction. Key Words: Airtight, Energy Performance, Sustainability, Timber frame construction Introduction Presently, timber frame construction is one of the most sustainable and economically viable methods of modular construction (Pitts, 2011). -
While Timber Is a Traditional Building Material for New Zealand Housing, It Is Still Evolving
FEATURE Materials performance SECTION Timber takes on new forms While timber is a traditional building material for New Zealand housing, it is still evolving. Engineered wood products are being used not only for aesthetics but also for their seismic strength in multi-level construction. BY JEFF PARKER, TECHNICAL MANAGER, WOOD PROCESSORS AND MANUFACTURERS ASSOCIATION OF NEW ZEALAND smaller dimension sawn timber through to laminated veneer lumber (LVL) and I beams, glue laminated (glulam) timber and cross- laminated timber (CLT). Sawn sizes of structural timber are increas- ingly used in complex truss layouts. This is because advanced software, the increased reli- ability of graded structural timber and the ability to place LVL components in highly loaded areas COURTESY OF WOODFORM COURTESY – has extended options for building designers. Curved 215 mm timber weatherboards provide new design opportunities. Overseas, for example, in Canada, applied research into fire-resistant systems has allowed PHOTOGRAPH the use of light timber-framing systems to TIMBER AND WOOD is widely used in New new product is the curved 215 mm timber be extended to 6-storey buildings. Work is Zealand construction. There are conventional weatherboard manufactured by Woodform. progressing on this front in both Australia and elements for structural and non-structural use, CodeMark approval has also been gained New Zealand. but innovative new products are emerging. for weatherboards that have been heat treated rather than more common treatment processes Engineered wood changing the game Advances in weatherboards involving infusion of anti-decay chemicals. Above the light timber-frame systems come Several producers have developed and heavy engineered wood components such as obtained CodeMark approval for conven- Most wood in structural elements LVL and glulam. -

TIMBER FRAMING JOURNAL of the TIMBER FRAMERS GUILD Number 69, September 2003
TIMBER FRAMING JOURNAL OF THE TIMBER FRAMERS GUILD Number 69, September 2003 Tour Charpentier de France TIMBER FRAMING JOURNAL OF THE TIMBER FRAMERS GUILD NUMBER 69 SEPTEMBER 2003 CONTENTS LETTERS 2 Paul Oatman, Peter Sinclair, Joel McCarty HISTORIC AMERICAN ROOF TRUSSES 4 I. SCISSOR TRUSSES Jan Lewandoski LETTERS HISTORIC SCISSOR TRUSS ANALYSIS 15 Ed Levin More Words, Please OUR OWN TOUR DE FRANCE 18 Will Beemer GLOSSARY of timber frame terms is indeed needed and you have published the first draft (TF 68). Although you LIFTING APPARATUS CALCULATIONS 29 refer to a couple of notable sources for your definitions, you Grigg Mullen A bypassed the most notable reference in the English language, the Oxford English Dictionary, a work 70 years in the making, first published in 1928 with five supplements and newly published in On the cover, view of a well-preserved street in Rouen, a town the year 2000. (However, in my research on drawboring [see TF visited by several Guild members following a guided tour of 67], I was able to predate the OED, which cites J. Smith’s reference timber-framed buildings in northeastern France. Note trussed of 1812; I quote Moxon from 1703. I have not told the OED of wall framing over broad shop windows, slate siding on build- this find as I am still searching for earlier sources.) All words should ings at the center of the view and the exuberant multiplicity of be given with their first usage. For some reason this was done with bracing patterns. The building visible at the far end of the street only one term, tusk tenon. -

Download FMSTB Booklet in Pdf Format Now!
Fox Maple School of Traditional Building Timber Framing Natural Building Systems Traditional Design It would be part of my scheme of physical education that every youth in the state should learn to do something finely and thoroughly with his hand, so as to let him know what touch meant…Let him once learn to take a straight shaving off a plank, or draw a fine curve without faltering, or lay a brick up level in its mortar; and he has learned a multitude of other matters… —John Ruskin Contents Introduction to the School Site ..................................... 4 History & Mission ........................................................... 5 The Office Headquarters................................................ 8 The Library ................................................................... 12 The Dining Hall.............................................................16 The Workshop .............................................................. 18 New School Site, pg. 4 The Site Plan................................................................. 21 Timber Framing Courses .............................................. 22 A Workshop Primer .......................................................23 So You Want to be a Timber Framer? ..........................23 Timber Framing, pg. 22 What to bring & What to Expect ................................. 23 Timber Framing Tools ................................................... 25 A Beginner’s Tool Box ................................................. 25 Additional Supplies .......................................................28