Monsanto C MLM-MU-77-72-0002
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

An Efficient Vacuum Apparatus for Microtechnic
AN EFFICIENT VACUUM APPARATUS FOR MICROTECHNIC EUGENE B. WITTLAKE1 The Ohio State University From time to time notes on vacuum apparatus and its applications to micro- technic have been published. These papers, with the exception of very few instances, do not deal with the actual measurement and control of vacuum, the effect of vacuum on tissues and the pumping of tissues in reagents not miscible with water and water vapor. It seemed necessary, therefore, to check the above conditions and to determine, if possible, their relation to fixation, dehydration and infiltration of paraffin in plant material in the "in vacuo" process. Lebowich (4) in 1936 developed a soap-wax medium for the simultaneous dehydration and infiltration of human tissues. In this technic he employed a vacuum apparatus consisting of a faucet aspirator and a wide-mouthed bottle placed in an oven automatically controlled for temperature. Later Moritz (5) modified Lebowich's vacuum pump. Instead of using the expensive equipment which Lebowich had at his disposal, Moritz attained the same end with ordinary laboratory equipment obtainable by any technician. In the same paper he presented a modification of Lebowich's dehydration schedule. In the technics of both of these men a vacuum apparatus was used to definite advantage in regard to time and thoroughness of preparation of tissues. In April 1940 Chermock and Hance (2) announced the use of a vacuum pump for general micrology. Their principle dehydration agent was "methyl cellosolve" which they used in a vacuum apparatus of simple and convenient construction. Their accessory devices were a thermometer and a water trap. -

Construction and Application of a Novel Combination Glove Box Deposition System to the Study of Air-Sensitive Materials by Tunneling Spectroscopy
Construction and application of a novel combination glove box deposition system to the study of air-sensitive materials by tunneling spectroscopy Cite as: Review of Scientific Instruments 55, 1120 (1984); https://doi.org/10.1063/1.1137895 Submitted: 27 February 1984 . Accepted: 20 March 1984 . Published Online: 04 June 1998 K. W. Hipps, and Ursula Mazur ARTICLES YOU MAY BE INTERESTED IN A Versatile, Inert Atmosphere Vacuum Glove Box Review of Scientific Instruments 40, 414 (1969); https://doi.org/10.1063/1.1683961 Inelastic electron tunneling spectroscopy in molecular junctions: Peaks and dips The Journal of Chemical Physics 121, 11965 (2004); https://doi.org/10.1063/1.1814076 Review of Scientific Instruments 55, 1120 (1984); https://doi.org/10.1063/1.1137895 55, 1120 © 1984 American Institute of Physics. Construction and application of a novel combination glove box deposition system to the study of air-sensitive materials by tunneling spectroscopy K. W. Hipps and Ursula Mazur Department of Chemistry and Chemical Physics Program, Washington State University, Pullman, Washington 99164-4630 (Received 27 February 1984; accepted for publication 20 March 1984) The construction and application of a high-vacuum deposition system housed in a recirculating, catalytically scrubbed, inert-atmosphere glove box is reported. This system is specifically applied to the fabrication of tunnel diodes used in a surface vibrational spectroscopy called inelastic electron tunneling spectroscopy or lETS. Through the use of this inert-atmosphere adsorption/ fabrication system, tunneling spectra have been obtained from a variety of air-sensitive compounds adsorbed on aluminum oxide. Up to now, spectra of some of the species reported here have been unattainable by the adsorption techniques used in lETS. -

2020 NGSS High School Chemistry Supply List
Recommended Minimum Core Inventory for NGSS High School Chemistry, Class of 32 Students Qty. Per Catalog Equipment / Supplies FREY Catalog # Total Classroom Unit $ SAFETY EQUIPMENT 1 Acid Corrosive Storage Cabinet 528445 $602.09 $602.09 1 Corrosive Storage Cabinet 528446 $1,009.95 $1,009.95 1 Chemical Spill Kit 1491078 $146.29 $146.29 Chemical Storage Reference - Ask your Frey 1 Chemical Storage Reference Scientific Representative how to safely store your chemicals with our Color Code System. 1 Emergency Shower and Eyewash 572443 $3,135.95 $2,983.95 1 Gravit-Eye Portable Eye Wash Station, 16 gallon 1320143 $333.39 $333.39 1 Fire Blanket w/ Hanging Pouch, 6' L x 5' W 1488340 $149.99 $149.99 1 Dry Chemical Fire Extinguisher 1471240 $153.79 $153.79 1 First Aid Station for 25 people 1451983 $70.09 $70.09 1 Flammables Storage Cabinet, 23-1/4" x 35" x 12 gallon, yellow 601016 $960.95 $960.95 1 Fume Hood Labconco Basic 47 526701 $10,081.49 $10,081.49 32 Indirect Vent Safety Goggles 577927 $3.89 $124.48 1 Goggle Sanitizer Cabinet 1574050 $911.99 $911.99 32 Rubberized Aprons, 27" x 42" 589239 $8.39 $268.48 EQUIPMENT / SUPPLIES 1 Balance, Ohaus Pioneer Precision, 0.001 mg, 160g capacity 2001994 $1,254.69 $1,254.69 5 Balance, Ohaus Navigator Electronic , .01g, 510g capacity 2012765 $328.79 $1,643.95 3 Beakers, 50 mL, Pyrex Vista Low Form Borosilicate, pk/12 529623 $35.09 $105.27 3 Beakers, 100 mL, Pyrex Vista Low Form Borosilicate, pk/12 529624 $35.09 $105.27 2 Beakers, 250 ml, Pyrex Vista Low Form Borosilicate pk/12 529626 $37.39 $74.78 2 Beakers, -

PER-CAST VACUUM CASTING MACHINE No.0132 120V No.0133 240V
PER-CAST VACUUM CASTING MACHINE No.0132 120V No.0133 240V Feature:This vacuum investment machine can also be used as a vacuum casting machine. Specifications: 0132 0133 Voltage 120V 240V Amperage 6A 3A Cycle 60Hz 50Hz Speed 1720 rpm 1420 rpm Horse power ¼ HP Phase Single Dimension 26⅜"×14³/ "×13¾" (67×36×35cm) (Bell jar not included) 16 Investment table 10⅜"×10⅜" (27×27cm) 5 Vacuum chamber Ф5 ⁄16"×7¼" (13.5×18.5cm) Vacuum pump 65 liter / min Net weight 89.1Lbs(40.5kgs) Shipping weight 93.5Lbs(42.5kgs) 1-5 Parts name 1 2 8 6 3 4 5 7 9 1 Investment table 4 Vacuum pump gauge 7 Oil filler cap 2 Vacuum chamber 5 Control handle 8 Sight glass 3 ON/OFF switch 6 Power line cord 9 Oil drain plug Accessories: A-1 A-2 A-3 A-4 No.0490 No.0130-038 No.0130-039 No.0130-042 9"Bell jar:1pc. Investment table rubber pad:1pc. Silicone rubber pad:1pc. Vacuum pump oil:600cc A-5 A-6 A-7 A-8 No.0160 No.0155-002 No.0155-001 No.0225 15"Perforated flask tong:1pc. Handle for crucible:1pc. Crucible:1pc. 3⅜"×4" Perforated flask:1pc. A-9 A-10 A-11 A-12 No.0264 No.0225-001 No.3303 No.3304 3⅜"Tree sprue base:1pc. 3⅜"Flask sleeve:1pc. 4"Adapter ring:1pc. 3⅜"Adapter ring:1pc. A-13 A-14 A-15 A-16 No.3302 No.3501 No.3503 No.3504 ½"Adapter ring:1pc. -

High School Chemistry
RECOMMENDED MINIMUM CORE INVENTORY TO SUPPORT STANDARDS-BASED INSTRUCTION HIGH SCHOOL GRADES SCIENCES High School Chemistry Quantity per Quantity per lab classroom/ Description group adjacent work area SAFETY EQUIPMENT 2 Acid storage cabinet (one reserved exclusively for nitric acid) 1 Chemical spill kit 1 Chemical storage reference book 5 Chemical waste containers (Categories: corrosives, flammables, oxidizers, air/water reactive, toxic) 1 Emergency shower 1 Eye wash station 1 Fire blanket 1 Fire extinguisher 1 First aid kit 1 Flammables cabinet 1 Fume hood 1/student Goggles 1 Goggles sanitizer (holds 36 pairs of goggles) 1/student Lab aprons COMPUTER ASSISTED LEARNING 1 Television or digital projector 1 VGA Adapters for various digital devices EQUIPMENT/SUPPLIES 1 box Aluminum foil 100 Assorted rubber stoppers 1 Balance, analytical (0.001g precision) 5 Balance, electronic or manual (0.01g precision) 1 pkg of 50 Balloons, latex 4 Beakers, 50 mL 4 Beakers, 100 mL 2 Beakers, 250 mL Developed by California Science Teachers Association to support the implementation of the California Next Generation Science Standards. Approved by the CSTA Board of Directors November 17, 2015. Quantity per Quantity per lab classroom/ Description group adjacent work area 2 Beakers, 400 or 600 mL 1 Beakers, 1000 mL 1 Beaker tongs 1 Bell jar 4 Bottle, carboy round, LDPE 10 L 4 Bottle, carboy round, LDPE 4 L 10 Bottle, narrow mouth, 1000 mL 20 Bottle, narrow mouth, 125 mL 20 Bottle, narrow mouth, 250 mL 20 Bottle, narrow mouth, 500 mL 10 Bottle, wide mouth, 125 -

XXXIK-The Collection and Examination of the Gases Produced by Bacteria from Certain Media
View Article Online / Journal Homepage / Table of Contents for this issue 322 PAKES AND JOLLYMAN : COLLECTION AND EXAMINATION XXXIK-The Collection and Examination of the Gases produced by Bacteria from certain Media. By WALTERCHARLES CROSS PAKES and WALTERHENRY JOLLY AN. DURINGthe course of an investigation upon the bacterial flora of the water of a certain well, several specimens of bacteria were isolated which belonged to the group of Bacillus jhorescens Ziquefcccielzs. The determination of the cultural reactions enabled us to divide these into two groups, (1) that which produced gas, and (2) that which produced no gas in media containing nitrate. These were provisionally designated 5.0.7 and S.0.6 respectively. In order to obtain more information concerning the former of these, it was decided to analyse the gas produced . As the various forms of apparatus hitherto described for the purpose of the collection of gas thus produced did not seem to be sufficiently accurate or suitable for our purpose, we designed one which is both simple and accurate. It was necessary to have an apparatus which fulfilled the following conditions : (1) A relatively large amount of medium must be used-from 300 to 500 C.C. (2) The gas receiver must have a capacity of at least 600 C.C. (3) It must be easy to inoculate the medium without any chance of accidental contamination. (4) The receiver must be fitted with taps so that a part or the whole of the gas can be removed during the course of the experiment with- out chance of contamination. -
Fuel, Water and Gas Analysis for Steam Users
FUE L WAT ER A N D , GAS A NA LY S IS M US ER S FOR STEA , BY H N B C K H W I E S F. C . O . R A $ , A u tl wr o S mok P r v n ti n e a tc f e e e o , t , e W ith 50 Illustratio ns . LONDO N. ARC IB CONSTAB E C LTD D . H AL L 8: O . 1 0 9 7 . 1 4 1 0 2 5 AP R 1 5 1910 9 9 52 0 T H N 1 M A$$ $ P REFA C E . TEAM-USERS have shown a tendency in the past to - - neglect the boiler house for the engine room , and have concentrated their efforts for the improvement of the e ffi ciency of the plant almost exclusively upon the latter . A study of the losses incurred during the conversion of the thermal energy stored in coal into the thermal energy o f - steam , will show that it is in the boiler house that the greater preventable losses are occurring , and that the ratio ma y be expressed by the numbers 25 and 5. It is however , now beginning to be recognized that a s cientifically managed boiler-house is a sine quanon for the e i conom c generation of steam power , and considerable attention is being given by steam-engineers to this portion of their power generating plant . The chemical examination of the fuel , water, and of the waste gases has been found to be of great service in attain ing the highest efficiency from the boiler plant but no fi work has hitherto been published , at once scienti c and - practical , covering the ground required by the boiler house en lneer g . -

Plasma-Assisted Co-Evaporation of S and Se for Wide Band Gap DE-AC36-99-GO10337 Chalcopyrite Photovoltaics: Final Subcontract Report, 5B
A national laboratory of the U.S. Department of Energy Office of Energy Efficiency & Renewable Energy National Renewable Energy Laboratory Innovation for Our Energy Future Plasma-Assisted Co-evaporation Subcontract Report NREL/SR-520-38357 of S and Se for Wide Band Gap August 2005 Chalcopyrite Photovoltaics Final Subcontract Report December 2001 — April 2005 I. Repins ITN Energy Systems, Inc. Littleton, Colorado C. Wolden Colorado School of Mines Golden, Colorado NREL is operated by Midwest Research Institute ● Battelle Contract No. DE-AC36-99-GO10337 Plasma-Assisted Co-evaporation Subcontract Report NREL/SR-520-38357 of S and Se for Wide Band Gap August 2005 Chalcopyrite Photovoltaics Final Subcontract Report December 2001 — April 2005 I. Repins ITN Energy Systems, Inc. Littleton, Colorado C. Wolden Colorado School of Mines Golden, Colorado NREL Technical Monitor: H. Ullal Prepared under Subcontract No(s). NDJ-2-30630-11 National Renewable Energy Laboratory 1617 Cole Boulevard, Golden, Colorado 80401-3393 303-275-3000 • www.nrel.gov Operated for the U.S. Department of Energy Office of Energy Efficiency and Renewable Energy by Midwest Research Institute • Battelle Contract No. DE-AC36-99-GO10337 This publication was reproduced from the best available copy submitted by the subcontractor and received no editorial review at NREL. NOTICE This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. -

Controlled Environment Chamber for Synthesis
51st Lunar and Planetary Science Conference (2020) 2366.pdf CONTROLLED ENVIRONMENT CHAMBER FOR SYNTHESIS, SPECTROSCOPY, AND X-RAY DIFFRACTION OF ENVIRONMENTALLY SENSITIVE SAMPLES: A NASA INVESTIGATOR FACILITY AT STONY BROOK UNIVERSITY. A. D. Rogers1, L. Ehm1, J. B. Parise1, and E. C. Sklute2, 1Stony Brook University, Dept. of Geoscience, 255 ESS Building, Stony Brook, NY, 11794-2100, [email protected], 2Planetary Science Institute, 1700 E. Fort Lowell Rd Suite 106, Tucson, AZ 85719 Introduction: The low atmospheric pressure and equipment. It has a temperature control range of -30°C cold temperatures characteristic of the Martian surface to 50°C, and can simultaneously control RH down to creates a set of conditions that facilities stability or <3%. It utilizes liquid nitrogen for cooling and dry meta-stability for phases that may be deliquescent un- nitrogen for humidity control. Fogging/frosting on the der terrestrial ambient conditions. Phases that are par- clear exterior is avoided by circulating dry nitrogen ticularly sensitive to relative humidity (RH), in many through double-walled acrylic. Humidity can also be cases, cannot be exposed to ambient conditions for controlled through a purge gas generator under ambient more than a few minutes without undergoing deliques- temperature conditions, for longer-term experiments cence or phase change. Thus successful analysis of that make switching out nitrogen dewars impractical. A RH/temperature-sensitive samples requires the ability 4-cm wide exterior port permits pass-through of fiber to control and vary RH and temperature (T) during optical cables and vacuum tubes as necessary. synthesis and characterization. With funding from the Instrumentation: The glovebox can be used to NASA Planetary Major Equipment program, we have house a portable XRD, Raman and VNIR spectrometer acquired and installed a Controlled Environment as needed, as well as a bell jar for vacuum-dehydration Chamber (CEC) at Stony Brook University that permits experiments. -

Vacuum in the 17Th Century and Onward the Beginning of Experimental Sciences Donald M
HISTORY CORNER A SHORT HISTORY: VACUUM IN THE 17TH CENTURY AND ONWARD THE BEGINNING OF Experimental SCIENCES Donald M. Mattox, Management Plus Inc., Albuquerque, N.M. acuum as defined as a space with nothing in it (“perfect Early Vacuum Equipment vacuum”) was debated by the early Greek philosophers. The early period of vacuum technology may be taken as the V The saying “Nature abhors a vacuum” (horror vacui) is gener- 1640s to the 1850s. In the 1850s, invention of the platinum- ally attributed to Aristotle (Athens ~350 BC). Aristotle argued to-metal seal and improved vacuum pumping technology al- that vacuum was logically impossible. Plato (Aristotle’s teach- lowed the beginning of widespread studies of glow discharges er) argued against there being such a thing as a vacuum since using “Geissler tubes”[6]. Invention of the incandescent lamp “nothing” cannot be said to exist. Hero (Heron) of Alexandria in the 1850s provided the incentive for development of indus- (Roman Egypt) attempted using experimental techniques to trial scale vacuum technology[7]. create a vacuum (~50 AD) but his attempts failed although he did invent the first steam engine (“Heron’s steam engine”) and Single-stroke Mercury-piston Vacuum Pump “Heron’s fountain,” often used in teaching hydraulics. Hero It was the latter part of 1641 that Gasparo Berti demonstrated wrote extensively about siphons in his book Pneumatica and his water manometer, which consisted of a lead pipe about 10 noted that there was a maximum height to which a siphon can meters tall with a glass flask cemented to the top of the pipe “lift” water. -

MT 220-04 (06/01/04) 1 of 5 METHODS of SAMPLING AND
MT 220-04 (06/01/04) METHODS OF SAMPLING AND TESTING MT 220-04 SPECIFIC GRAVITY OF SOILS (Modified AASHTO T 100) 1 Scope 1.1 This method covers determination of the specific gravity of soils by means of a pycnometer. When the soil is composed of particles larger than the 4.75 mm (No. 4) sieve, the method outlined in MT 205 Specific Gravity and Absorption of Coarse Aggregate shall be followed. When the soil is composed of particles both larger and smaller than the 4.75 mm sieve, the sample shall be separated on the 4.75 mm sieve and the appropriate test method used on each portion. The specific gravity value for the soil shall be the weighted average of the two values (See Note 1). When the specific gravity value is to be used in calculations in connection with the hydrometer portion of AASHTO T 88, Particle-Size Analysis of Soils, it is intended that the specific gravity test be made on that portion of the soil that passes the 2.00 mm (No. 10) sieve. 1.2 The following applies to all specified limits in this standard: For the purposes of determining conformance with these specifications, an observed value or a calculated value shall be rounded off "to the nearest unit" in the last right-hand place of figures used in expressing the limiting value. Note 1 – The weighted average specific gravity should be calculated using the following equation: Gavg = 1 R1 P1 _______ + ______ 100G1 100G2 where: Gavg = weighted average specific gravity of soils composed of particles larger and smaller than the 4.75 mm (No. -
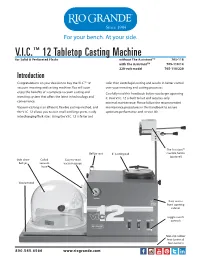
V.I.C.™ 12 Tabletop Casting Machine
V.I.C.™ 12 Tabletop Casting Machine for Solid & Perforated Flasks without The Assistant™ 705-118 with The Assistant™ 705-118/14 220-volt model 705-118/220 Introduction Congratulations on your decision to buy the V.I.C.™ 12 safer than centrifugal casting and results in better control vacuum investing and casting machine. You will soon over your investing and casting processes. enjoy the benefits of a complete vacuum casting and Carefully read this handbook before you begin operating investing system that offers the latest in technology and it. Your V.I.C. 12 is built to last and requires only convenience. minimal maintenance. Please follow the recommended Vacuum casting is an efficient, flexible casting method, and maintenance procedures in this handbook to ensure the V.I.C. 12 allows you to cast small and large parts, easily optimum performance and service life. interchanging flask sizes. Using the V.I.C. 12 is faster and The Assistant™ Bell jar rest 6" casting pad crucible holder (optional) Side-draw Coiled Easy-to-read bell jar vacuum vacuum gauge hose Vacuum pad Easy-access front-opening cabinet toggle switch controls Non-slip rubber feet (under all four corners) 800.545.6566 www.riogrande.com V.I.C™ 12 Tabletop Casting Machine page 2 Important! To ensure safe operation and to maximize the benefits of this machines, read and understand the information in this handbook before using your V.I.C.™ 12. When using your V.I.C. 12, follow all safety precautions as recommended in this handbook. Contents Shipping list ............................................................................................................................................................................................................. 2 Features ....................................................................................................................................................................................................................