Technical History of the Environmental Control System for Project Mercury
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Quantitative Human Spacecraft Design Evaluation Model For
A QUANTITATIVE HUMAN SPACECRAFT DESIGN EVALUATION MODEL FOR ASSESSING CREW ACCOMMODATION AND UTILIZATION by CHRISTINE FANCHIANG B.S., Massachusetts Institute of Technology, 2007 M.S., University of Colorado Boulder, 2010 A thesis submitted to the Faculty of the Graduate School of the University of Colorado in partial fulfillment of the requirement for the degree of Doctor of Philosophy Department of Aerospace Engineering Sciences 2017 i This thesis entitled: A Quantitative Human Spacecraft Design Evaluation Model for Assessing Crew Accommodation and Utilization written by Christine Fanchiang has been approved for the Department of Aerospace Engineering Sciences Dr. David M. Klaus Dr. Jessica J. Marquez Dr. Nisar R. Ahmed Dr. Daniel J. Szafir Dr. Jennifer A. Mindock Dr. James A. Nabity Date: 13 March 2017 The final copy of this thesis has been examined by the signatories, and we find that both the content and the form meet acceptable presentation standards of scholarly work in the above mentioned discipline. ii Fanchiang, Christine (Ph.D., Aerospace Engineering Sciences) A Quantitative Human Spacecraft Design Evaluation Model for Assessing Crew Accommodation and Utilization Thesis directed by Professor David M. Klaus Crew performance, including both accommodation and utilization factors, is an integral part of every human spaceflight mission from commercial space tourism, to the demanding journey to Mars and beyond. Spacecraft were historically built by engineers and technologists trying to adapt the vehicle into cutting edge rocketry with the assumption that the astronauts could be trained and will adapt to the design. By and large, that is still the current state of the art. It is recognized, however, that poor human-machine design integration can lead to catastrophic and deadly mishaps. -
Project Mercury Fact Sheet
NASA Facts National Aeronautics and Space Administration Langley Research Center Hampton, Virginia 23681-0001 April 1996 FS-1996-04-29-LaRC ___________________________________________________________________________ Langley’s Role in Project Mercury Project Mercury Thirty-five years ago on May 5, 1961, Alan Shepard was propelled into space aboard the Mercury capsule Freedom 7. His 15-minute suborbital flight was part of Project Mercury, the United States’ first man-in-space program. The objectives of the Mer- cury program, eight unmanned flights and six manned flights from 1961 to 1963, were quite specific: To orbit a manned spacecraft around the Earth, investigate man’s ability to function in space, and to recover both man and spacecraft safely. Project Mercury included the first Earth orbital flight made by an American, John Glenn in February 1962. The five-year program was a modest first step. Shepard’s flight had been overshadowed by Russian Yuri Gagarin’s orbital mission just three weeks earlier. President Kennedy and the Congress were NASA Langley Research Center photo #59-8027 concerned that America catch up with the Soviets. Langley researchers conduct an impact study test of the Seizing the moment created by Shepard’s success, on Mercury capsule in the Back River in Hampton, Va. May 25, 1961, the President made his stirring chal- lenge to the nation –– that the United States commit Langley Research Center, established in 1917 itself to landing a man on the moon and returning as the National Advisory Committee for Aeronautics him to Earth before the end of the decade. Apollo (NACA) Langley Memorial Aeronautical Labora- was to be a massive undertaking –– the nation’s tory, was the first U.S. -
Project Mercury: First Step on the Way to the Moon
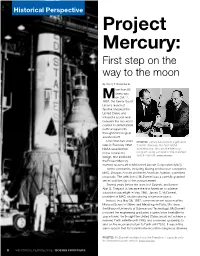
Historical Perspective Project Mercury: First step on the way to the moon By Henry T. Brownlee Jr. ore than 50 years ago, Mon Oct. 4, 1957, the former Soviet Union’s launch of Sputnik shocked the United States and initiated a space race between the two world powers to demonstrate political superiority through technological advancement. Less than two years PHOTO: James McDonnell (right) and later, in February 1959, T. Keith Glennan, the first NASA NASA awarded the administrator, discuss the Mercury prime contract to program using a model of the manned space capsule. BOEING ARCHIVES design, test and build the Project Mercury manned spacecraft to McDonnell Aircraft Corporation (MAC). Twelve companies, including Boeing predecessor companies MAC, Douglas Aircraft and North American Aviation, submitted proposals. The selection of McDonnell was a carefully guarded secret until the day of the announcement. Several years before the launch of Sputnik, and before Alan B. Shepard Jr. became the first American to achieve suborbital spaceflight in May 1961, James S. McDonnell, president of MAC, studied placing a human in space. Indeed, in a May 26, 1957, commencement speech at the Missouri School of Mines and Metallurgy in Rolla, Mo. (now the Missouri University of Science and Technology), McDonnell provided the engineering graduates a speculative timetable for space travel. He thought the United States would not achieve a manned Earth satellite until 1990, and a manned spaceship to land on the moon and return to Earth until 2010. It was in this same speech that McDonnell referenced the dangerous dilemma PHOTO: McDonnell workers hoist the Freedom 7 capsule onto its Redstone launch vehicle. -

Hampton History Museum Hosts Event at Air Power Park
Media Release FOR IMMEDIATE RELEASE July 3, 2019 Contact: Elizabeth Severs, 757/728-5326 [email protected] Seamus McGrann, 757/727-6841 [email protected] Hampton History Museum Hosts Event at Air Power Park Celebrating the 50th Anniversary of the Apollo Moon Landing on July 20, 2019 with Activities from NASA Langley Research Center That's one small step for a man, one giant leap for mankind. Houston, Tranquility Base here. The Eagle has landed. Mystery creates wonder and wonder is the basis of man's desire to understand. -Neil Armstrong, July 20, 1969 Hampton, VA - Join the Hampton History Museum at Air Power Park on Saturday, July 20 from 10:00 a.m. to 2:00 p.m. for a day of family fun, celebrating the 50th anniversary of the Apollo Moon Landing. Explore Hampton’s contributions to space flight and the first steps on the Moon. Be there for the ribbon cutting of the restored “Little Joe” rocket. The event is free and open to the public. Be among the first to see the fully restored “Little Joe” rocket that played a key role in testing systems for the Moon mission. This unlaunched rocket is the only remaining example of the type used in eight launches, between 1959 and 1960, from Wallops Island, Virginia to test the escape systems and heat shield for Project Mercury capsules. -More- Hampton History Museum Hosts Event at Air Power Park Celebrating the 50th Anniversary of the Apollo Moon Landing on July 20, 2019 with Activities from NASA Langley Research Center – page 2 Restoration of this iconic spacecraft and the smaller “Corporal” rocket, are among the first improvements to the park. -

Project Mercury - America’S First Manned Missions
Project Mercury - America’s First Manned Missions - The dynamic Project Mercury, which put America’s first voyagers into space, is considered by many to be one of the most significant periods of scientific and technological advances in our nation’s history. The program which ran from 1958 – 1963 marked the rigorous early years of the “Space Race” as the United States and Soviet Union battled in a quest to be the first to land on the moon. Project Mercury began on October 7, 1958 just one year and three days after the Soviet Union launched Sputnik I, the first-ever artificial satellite to be put into orbit. Unlike early satellite missions that were not manned, the main goal of the Mercury Program was to put humans into space. The project began by selecting the first human voyagers to fly the missions; they were to be called astronauts. Chosen by National Aeronautics and Space Administration (NASA) in April 1959, the group was called the Original Seven or Astronaut Group 1. They were introduced in civilian dress, deliberately to project an air of being average Americans. In reality, they were all trained military test pilots, college educated, most as engineers, in superior health physically and psychologically, with a focus on their purpose and they possessed charming personalities. In short time, with growing curiosity about their risky undertaking, the astronauts quickly gained celebrity status and elite standing with the public. Soon, the first adventurers became affectionately known as the Mercury Seven. The original Mercury Seven astronauts were Scott Carpenter; L. Gordon Cooper, Jr.; John H. -

May – June 2005
NOVAAR Free Press May – June 2005 TTAARRCC 22000055 Inside this Issue Calendar................................................ 2 FlisKits Announced as the Officially Editor’s Ramblings Endorsed Maker of MicroMaxx A call for Articles and Rockets.............................................. 7 a Little Help....................................... 3 MicroMaxx Rockets Alive and Well on Competition Rocketry the “MicroMax” Yahoo Group ......... 8 NARAM 47 .......................................... 3 TARC 2005 A Correction to “Building the Super A Rainy Friday Set-up results in Behemoth .......................................... 8 Fantastic Saturday Event ...................... 4 General Rocketry Sport Rocketry ”Reality TV Rocketry” Vertical Force Rocketry Releases on the SciFi Channel......................... 9 First Model Rocket Kit......................... 7 Project Mercury Road Trip ............. 10 Section 205 Page 1 of 14 January – February 2005 NOVAAR Free Press Ù NOVAAR Free Press Ú Calendar May - June 2005 This is the official newsletter of the Northern Virginia Association of Rocketry (NOVAAR), Section 205 of the National August 2005 Association of Rocketry (NAR). This newsletter is a benefit of SUN MON TUE WED THU FRI SAT being a member – You are a member, aren’t you? 31 1 2 3 4 5 6 Ù Section Officers Ú NOVAAR President:..................... John Hochheimer Meeting U.S. Coast Guard Established [email protected] 7 8 9 10 11 12 13 Secretary:..................... Trip Barber [email protected] Treasurer:.................... Keith Wancowicz [email protected] 14 15 16 17 18 19 20 NOVAAR NOVAAR Senior Advisor:............ Ken Brown Meeting Launch [email protected] 21 22 23 24 25 26 27 Ù Membership and Dues Ú Launch To maintain the clubs launch equipment, pay for our website, Backup and produce this newsletter we collect dues. -

Photographs Written Historical and Descriptive
CAPE CANAVERAL AIR FORCE STATION, INDUSTRIAL AREA, HABS FL-583-D HANGAR S HABS FL-583-D (John F. Kennedy Space Center) Cape Canaveral Brevard County Florida PHOTOGRAPHS WRITTEN HISTORICAL AND DESCRIPTIVE DATA HISTORIC AMERICAN BUILDINGS SURVEY SOUTHEAST REGIONAL OFFICE National Park Service U.S. Department of the Interior 100 Alabama St. NW Atlanta, GA 30303 HISTORIC AMERICAN BUILDINGS SURVEY CAPE CANAVERAL AIR FORCE STATION, INDUSTRIAL AREA HANGAR S HABS NO. FL-583-D Location: Building 1726, Hangar Road, Cape Canaveral Air Force Station (CCAFS) Industrial Area. USGS Cape Canaveral, Florida, Quadrangle, Universal Transverse Mercator Coordinates E 540530 N 3151415 Zone 17, NAD 1983 Present Owner: National Aeronautics and Space Administration (NASA), John F. Kennedy Space Center (KSC) Present Use: Vacant Significance: Hangar S served as the home of NASA’s Pre-Flight Operations Division of Project Mercury from 1959-1963. In Hangar S, the Mercury spacecraft capsules were received, tested, and prepared for flight. The hangar housed astronauts’ pre-flight training and preparation, including capsule simulator training, flight pressure suit tests, flight plan development, and communications training. The astronaut crew quarters were located on the second floor of the hangar’s south wing. Hangar S is directly associated with events that led to the first U.S. manned sub-orbital space flight of Alan B. Shepard in 1961 and the orbital flight of John Glenn in 1962. Hangar S was determined eligible for listing on the National Register of Historic Places (NRHP) at the national level of significance under Criterion A in the area of Space Exploration. Hangar S is also NRHP eligible under Criterion B for association with the training activities of the original Mercury Seven astronauts, including Alan B. -

NASA History Fact Sheet
NASA History Fact Sheet National Aeronautics and Space Administration Office of Policy and Plans NASA History Office NASA History Fact Sheet A BRIEF HISTORY OF THE NATIONAL AERONAUTICS AND SPACE ADMINISTRATION by Stephen J. Garber and Roger D. Launius Launching NASA "An Act to provide for research into the problems of flight within and outside the Earth's atmosphere, and for other purposes." With this simple preamble, the Congress and the President of the United States created the national Aeronautics and Space Administration (NASA) on October 1, 1958. NASA's birth was directly related to the pressures of national defense. After World War II, the United States and the Soviet Union were engaged in the Cold War, a broad contest over the ideologies and allegiances of the nonaligned nations. During this period, space exploration emerged as a major area of contest and became known as the space race. During the late 1940s, the Department of Defense pursued research and rocketry and upper atmospheric sciences as a means of assuring American leadership in technology. A major step forward came when President Dwight D. Eisenhower approved a plan to orbit a scientific satellite as part of the International Geophysical Year (IGY) for the period, July 1, 1957 to December 31, 1958, a cooperative effort to gather scientific data about the Earth. The Soviet Union quickly followed suit, announcing plans to orbit its own satellite. The Naval Research Laboratory's Project Vanguard was chosen on 9 September 1955 to support the IGY effort, largely because it did not interfere with high-priority ballistic missile development programs. -
NASA Symbols and Flags in the US Manned Space Program
SEPTEMBER-DECEMBER 2007 #230 THE FLAG BULLETIN THE INTERNATIONAL JOURNAL OF VEXILLOLOGY www.flagresearchcenter.com 225 [email protected] THE FLAG BULLETIN THE INTERNATIONAL JOURNAL OF VEXILLOLOGY September-December 2007 No. 230 Volume XLVI, Nos. 5-6 FLAGS IN SPACE: NASA SYMBOLS AND FLAGS IN THE U.S. MANNED SPACE PROGRAM Anne M. Platoff 143-221 COVER PICTURES 222 INDEX 223-224 The Flag Bulletin is officially recognized by the International Federation of Vexillological Associations for the publication of scholarly articles relating to vexillology Art layout for this issue by Terri Malgieri Funding for addition of color pages and binding of this combined issue was provided by the University of California, Santa Barbara Library and by the University of California Research Grants for Librarians Program. The Flag Bulletin at the time of publication was behind schedule and therefore the references in the article to dates after December 2007 reflect events that occurred after that date but before the publication of this issue in 2010. © Copyright 2007 by the Flag Research Center; all rights reserved. Postmaster: Send address changes to THE FLAG BULLETIN, 3 Edgehill Rd., Winchester, Mass. 01890 U.S.A. THE FLAG BULLETIN (ISSN 0015-3370) is published bimonthly; the annual subscription rate is $68.00. Periodicals postage paid at Winchester. www.flagresearchcenter.com www.flagresearchcenter.com 141 [email protected] ANNE M. PLATOFF (Annie) is a librarian at the University of Cali- fornia, Santa Barbara Library. From 1989-1996 she was a contrac- tor employee at NASA’s Johnson Space Center. During this time she worked as an Information Specialist for the New Initiatives Of- fice and the Exploration Programs Office, and later as a Policy Ana- lyst for the Public Affairs Office. -
Space Medicine in Project Mercury
NASA SP-4u03 RECE~VED SEP 29 1965 AED LIBRARY NATIONAL AERONAUTICS AND SPACE ADMINISTRATION NASA SP-4003 SPACE MEDICINE IN PROJECT MERCURY By Mae Mills Link OFFICE OF MANNED SPACE FLIGHT Scientific anJ Technical Information Division 1 9 6 5 NATIONAL AERONAUTICS AND SPACE ADMINISTRATION Washington, D.C. For sale by the Superintendent of Documents, U.S. Government Printing Office Washington, D.C.. 20402 - Price $1.00 Foreword OR CENTURIES MAN HAS DREAMED of exploring .the universe. FFinally an expanding rocket technology brought with it a rea sonable expectation of achieving this dream, and man was quick to accept the challenge. Project Mercury was an organized expres sion of man's willingness to face the risks invol ved in exploring the new frontier of space, and of his confidence in our Nation's ability to support him technically and professionally in this ex citing adventure. Project Mercury is now legend. The story of its many activi ties is an important chapter in the history of our times. Its spot less record of successes is a tribute to all those who made up the Mercury team. Not the least of the groups composing the Mercury team was that charged with responsibility for the health of the astronauts. This select biomedical group discharged ,dtll near perfection a variety of tasks involved in choosing and training our Nation's first space voyagers, monitoring their medical status during each flight, and finally assessing their condition after the flight. In this volume the author sets forth a chronological account of a unique medical support program. -

James Veghte: the Cold War Aerospace Technology History Project
Wright State University CORE Scholar Cold War Aerospace Technology Oral Histories (MS-431) Special Collections and Archives 12-12-2007 James Veghte: The Cold War Aerospace Technology History Project Gino J. Pasi Wright State University - Main Campus, [email protected] James J. Veghte Follow this and additional works at: https://corescholar.libraries.wright.edu/special_ms431 Part of the Oral History Commons Repository Citation Pasi, G. J., & Veghte, J. J. (2007). James Veghte: The Cold War Aerospace Technology History Project. https://corescholar.libraries.wright.edu/special_ms431/18 This Oral Recording is brought to you for free and open access by the Special Collections and Archives at CORE Scholar. It has been accepted for inclusion in Cold War Aerospace Technology Oral Histories (MS-431) by an authorized administrator of CORE Scholar. For more information, please contact [email protected]. Dr. James J. Veghte Interview Cold War Aerospace Technology History Project vV GT UNIVERSITY Interview Conducted by Gino Pasi Special Collections and Archives Wright State University Cold War Aerospace Technology History Project James J. Veghte Special Collections and Archives Wright State University Libraries Oral History Transcript Project: Cold War Aerospace Technology History Project Interviewee: James J. Veghte Interviewer: Gino J. Pasi Transcriber: Gino J. Pasi Interview Date: 12/12/07 Interview Place: Studio A, Center for Teaching & Learning, WSU Transcript Edition: 2nd Edition Interview 1/ Tape 1 Time transcript comes from DVD version Time Log Transcript 00:00:10 Gino Pasi: Today is Wednesday December 12, 2007 we’re talking this morning to Dr. James Veghte who, when he retired from the United States Air force in 1975, retired as the chief of the Environmental Physiology Branch of the Aerospace Medical Research Laboratory. -
Static Longitudinal Aerodynamic Characteristics of a Hammerhead-Shaped Little Joe II
NASA TECHNICAL NOTE STATIC LONGITUDINAL AERODYNAMIC CHARACTERISTICS OF A HAMMERHEAD-SHAPED LITTLE JOE I1 - LUNAR MODULE MODEL AT MACH 0.30 TO 1.20 by Arvo A. Lzloma and Charles D. Harris LHgZey Research Center Langley Station, Hampton, vu. NATIONAL AERONAUTICS AND SPACE ADMINISTRATION e WASHINGTON, TECH LIBRARY KAFB, NM I11111111111 11111 Ill11 lllll lllll1IlU 1111 Ill 0330753 NASA TN D-4139 STATIC LONGITUDINAL AERODYNAMIC CHARACTERISTICS OF A HAMMERHEAD-SHAPED LITTLE JOE II - LUNAR MODULE MODEL AT MACH 0.30 TO 1.20 By Arvo A. Luoma and Charles D. Harris Langley Research Center Langley Station, Hampton, Va. NATIONAL AERONAUTICS AND SPACE ADMINISTRATION .. ~ .. For sale by the Clearinghouse for Federal Scientific and Technical Information Springfield, Virginia 22151 - CFSTl price $3.00 STATIC LONGITUDINAL AERODYNAMIC CHARACTERISTICS OF A HAMMERHEAD-SHAPED LITTLE JOE 11 - LUNAR MODULE MODEL AT MACH 0.30 TO 1.20 By Arvo A. Luoma and Charles D. Harris Langley Research Center SUMMARY An investigation of the static longitudinal aerodynamic characteristics of a 0.03-scale model of a proposed Little Joe 11 - lunar module suborbital space vehicle was made in the Langley %foot transonic pressure tunnel at Mach numbers from 0.30 to 1.20 and at angles of attack from approximately -12O to 12'. This configuration was of the hammerhead type, in that the diameter of the lunar module shroud was larger than the diameter of the Little Joe I1 launch vehicle. Three sizes of stabilizing fins, three nose shapes on the lunar module aerodynamic shroud, and two shroud skirts, which extended over the converging juncture between the shroud and the launch vehicle, were investigated.