Manual on Jigs for the Furniture Industry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Using the Hammer Tapering Jig ...©1999 Bill Spurlock
SPURLOCK SPECIALTY TOOLS 3574 CANTELOW ROAD VACAVILLE, CA 95688 www.spurlocktools.com Using the Hammer Tapering Jig ....................©1999 Bill Spurlock Replacement hammers need to have their sides tapered prior to installation to adjust hammer weight and provide passing clearance. In some cases the overall hammer width will have to be reduced to match originals that are narrower than available replacements. This jig uses a table saw, rather than the usual belt or disc sander, to do the job. Accuracy and consistency are much better than with sanding, and discoloration of the hammers from colored underfelt and molding wood dust are eliminated. In addition, the hammers can be tapered over their entire length to remove the maximum amount of weight to match light weight originals. This jig will fit any table saw and just about any size of hammer, vertical or grand. The miter strip location is adjustable to work in different saws. The miter strip is also adjustable in width via spreadable slots and allen screws, to fit most tables. Some small bench top saws will have much smaller miter slots, and for these the user can make their own wooden strip or mount the jig to an auxiliary board which can be clamped or screwed directly to the saw's miter gauge. Any sharp carbide blade will do, but as with any cutting tool, table saw performance is only as good as the blade quality. Basic saw alignments should be correct, such as blade 90 degrees to the table top, blade parallel to the miter slots, minimal blade runout, and arbor bearings free of excess play. -
Use the MICRODIAL Tapering Jig on Your Bandsaw
Use The MICRODIAL Tapering Jig On Your Bandsaw (As taught to us by Scott Phillips) 1 Copyright 2013: Micro Jig www.microjig.com Produced by: Consultingwoodworker.com When we designed the MICRODIAL Tapering Jig, we knew it was great for table saw use, and the router table if the top is large enough. We had not really thought of using it on any but the very largest industrial band saws. But during a recent visit with Scott Phillips of “The American Woodshop” TV show, he showed us a clever way to use the MICRODIAL on a common 14” bandsaw. Scott had added a simple plywood extension table onto his 14” bandsaw and used a clamping straight edge as the fence. Brilliant! Scott’s band saw has a pair of steel tubes already mounted so he used toggle clamps to connect his table onto the saw. Our table was a different design, so we needed to figure out our own design. You may need to adapt this to your specific table and materials on hand. 2 Copyright 2013: Micro Jig www.microjig.com Produced by: Consultingwoodworker.com A leftover side from a shipping crate was the basis of this table. The ply was a bit rough, so it was sanded and laminated to provide a smooth working surface. Cleats along three sides will keep the 1/2" thick table flat, and clearance for the blade is a 1” wide slot so the table simply slides on from the right side of the table. The real trick is to figure out a simple and easy way to attach the auxiliary table. -
VIEW SIDE VIEW ¾ In
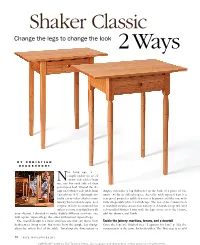
Shaker Classic Change the legs to change the look 2 Ways B Y C H R I S T I A N BECKSVOORT ot long ago, a couple ordered a set of Ncherry side tables from me, one for each side of their pencil-post bed. I based the de- sign on a Shaker side table from shapes can make a big difference in the look of a piece of fur- Canterbury, N.H., although vir- niture. As far as difficulty goes, the table with tapered legs is a tually every other Shaker com- very good project to tackle if you’re a beginner, and the one with munity had similar designs. As a turned legs adds a bit of a challenge. The rest of the construction surprise (I don’t recommend this is standard mortise-and-tenon joinery, a dovetailed top rail, and unless you are very familiar with a dovetailed drawer. I start with the legs, move on to the joinery, your clients), I decided to make slightly different versions: one add the drawer, and finish. with square tapered legs, the other with turned tapered legs. The overall design is a basic, timeless one that can move from Tackle the joinery: mortises, tenons, and a dovetail bedroom to living room. But notice how the simple leg change Once the legs are finished (see “2 options for legs,” p. 32), the alters the whole feel of the table. Tweaking the dimensions or construction is the same for both tables. The first step is to add 30 FINE WOODWORKING COPYRIGHT 2009 by The Taunton Press, Inc. -

Fine Woodworking Fine for Kids, P
194 Making furniture Fine Woodworking for kids, p. 54 TAUN TON’S FURNITURE FOR KIDS PERFECT GLUE-UPS BOOKCASE FEDERAL TABLE LEGS SPRAY FINISHING Perfect glue-ups, guaranteed A quick, sturdy bookcase How to make 3 classic table legs Safe, affordable spray finishing Fundamentals: handheld routing November/December 2007 Dec. 2007 No. 194 U.S. $7.99/Canada $8.99 w194FCf.indd 1 9/5/07 4:52:29 PM FW194Adp2.indd 9/7/07 2:40:18 PM pg 2 - (Cyan)(Magenta)(Yellow)(BlacK) READER SERVICE NO. 81 FW194Adp3.indd 8/30/07 8:45:57 AM pg 3 - (Cyan)(Magenta)(Yellow)(BlacK) READER SERVICE NO. 160 contentsNOVEMBER/DECEMBER 2007 ISSUE 194 features 36 Get Serious COVER STORY About Clamping Most woodworkers are underclamping their joints BY ROMAN RABIEJ 42 Quick, Sturdy Bookcase Learn to taper sliding dovetails for easier assembly BY MARTIN MILKOVITS 48 Three Federal Legs Power tools speed the process, banding adds style BY JEFF GROSS GREAT JOINT 42 FOR BOOKCASES Cover photo: Michael Pekovich w194CT.indd 4 9/6/07 11:28:30 AM HOW TO USE 78 SKETCHUP up front 6 On the Web 8 Contributors 10 Letters 14 Methods of Work N Cutting thin strips on the tablesaw N Paring pegs with a router 66 22 Tools & Materials DANISH-CORD SEAT N New tools unveiled at AWFS N Flawless finishing brushes N Powermatic planer with helical cutterhead 28 What’s the Difference? White oak vs. red oak 30 Q & A 54 Furniture 66 A Modern Bench N Clean, sharp dovetails Kids Will Love Straightforward joints, N Make a rolling lumber rack Follow your imagination graceful curves, and but don’t lose sight -

The Complete Illustrated Guide to Shaping Wood / Lonnie Bird
The COMPLETE ILLUSTRATED Guide to ShapingWood LONNIE BIRD ➤ Squares, Circles, and Ellipses ➤ Edge Treatments and Moldings ➤ Coves, Reeds, and Flutes ➤ Bent and Laminated Curves ➤ Turned and Carved Shapes The COMPLETE ILLUSTRATED Guide to ShapingWood TJ51-1-2008 IMUS 7/UOA0069-Shaping Wood W:9.25”xH:10.875” Wood TJ51-1-2008 IMUS 7/UOA0069-Shaping 175L EX 128White A M/A(D) The COMPLETE ILLUSTRATED Guide to ShapingWood LONNIE B IRD t TJ51-1-2008 IMUS 7/UOA0069-Shaping Wood W:9.25”xH:10.875” Wood TJ51-1-2008 IMUS 7/UOA0069-Shaping 175L EX 128White A M/A Magenta(D) Text © 2001 by Lonnie Bird Photographs © 2001 by Lonnie Bird Illustrations © 2001 by The Taunton Press, Inc. All rights reserved. Pp The Taunton Press, Inc., 63 South Main Street, PO Box 5506, Newtown, CT 06470-5506 e-mail: [email protected] DESIGN: Lori Wendin LAYOU T: Suzi Yannes ILLUSTRATOR: Mario Ferro PHOTOGRAPHER: Lonnie Bird LIBRARY OF CONGRESS CATALOGING-IN-PUBLICATION DATA: Bird, Lonnie. The complete illustrated guide to shaping wood / Lonnie Bird. p. cm. Includes index. ISBN-13: 978-1-56158-400-0 ISBN-10: 1-56158-400-2 1. Woodwork. I. Title. TT180 .B57 2001 TJ51-1-2008 IMUS 7/UOA0069-Shaping Wood W:9.25”xH:10.875” Wood TJ51-1-2008 IMUS 7/UOA0069-Shaping 175L EX 128White A M/A Magenta(D) 684’.08--dc21 2001027430 Printed in Thailand 1098765 About Your Safety: Working with wood is inherently dangerous. Using hand or power tools improperly or ignoring safety practices can lead to permanent injury or even death. -

October 2004
Northwest Corner Woodworkers Association Next Meeting: , October 5, 2004 7:00 pm A representative of Franklin Glue will speak. Gary Holloman’s Shop 500 Metcalf, Sedro Woolley, WA 360-854-9060 Take Highway 20 through Sedro Woolley until you go under the railroad trestle. Take an imme- diate right onto Metcalf. Turn right into industrial area just before you get to the railroad tracks. Go to left rear buildings. (This is one of the old Skagit Corporation Buildings.) NOTICE OF NEWSLETTER MAILING CHANGES Producing the Newsletter has become an increasingly significant task as the membership and activities of our club have grown. In order to minimize the load on our Newsletter Editor/Publisher your Board of Directors at their August 18th meeting unanimously passed the following motion: “Effective with the October Newsletter those with email addresses will only receive the Newsletter via email unless there are extenuating circumstances.” Those with- out email addresses will continue to receive printed copies via regular mail. If there are extenuating circumstances please contact Rick Anderson or Tom Chartier. Your cooperation will be appreciated Greetings Fellow Woodworkers! urgent need for a volunteer to take over publishing our Newsletter. Training will be provided! Fall is already here……and most of us will soon be spending more hours in our shops as the days get When I think of all those who volunteer their time shorter. Now we’ll have more time to work on our for our club, one name comes to the forefront. He Arts Alive projects and Toys for Tots. spends much of his time at our meetings writing…… but he really is paying attention! Jay Geisel has Your nominating committee has put together their been our faithful Secretary for several years. -
Demilune Table Materials and Tools
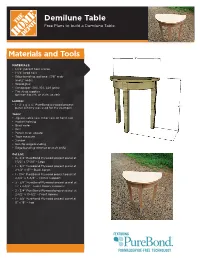
Demilune Table Free Plans to build a Demilune Table. Materials and Tools MATERIALS: • 1-1/4” pocket hole screws • 1-1/4” brad nails • Edge banding, optional (7/8” wide and 2” wide) • Wood glue • Sandpaper (100, 150, 220 grits) • Finishing supplies (primer & paint, or stain, sealer) Lumber: • 1 – 2’ x 4’ x ¾” PureBond plywood project panel (Cherry was used for the example) Tools: • Jigsaw, table saw, miter saw, or hand saw • Pocket hole jig • Brad nailer • Drill • Pencil, ruler, square • Tape measure • Sander • Iron for edge banding • Edge banding trimmer or craft knife Cut List: • 6– 3/4” PureBond Plywood project panel at 1-1/2” x 17-1/4” – Legs • 1 – 3/4” PureBond Plywood project panel at 2-1/2” x 13” – Back Apron • 1 - 3/4” PureBond Plywood project panel at 2-1/2” x 5-3/4” – Center Support • 3 - 3/4” PureBond Plywood project panel at ¾” x 2-1/2” – Front Apron Supports • 2 - 3/4” PureBond Plywood project panel at 2-1/2” x 10-1/2” – Front Aprons • 1 – 3/4” PureBond Plywood project panel at 9” x 18” – Top FEATURING FORMALDEHYDE-FREE TECHNOLOGY Demilune Table STEP 1 Notes: Edge banding will be applied to the exposed edges of the plywood prior to assembly. Cut the pieces for the legs. There will be six pieces cut, and they will be laminated together in pairs to form three legs. Spread glue on the face of one piece then layer the next piece on top. Wiggle it a little to create suction then secure together with 1-1/4” brad nails. -

AF Jan-Feb '10.Qxp
Arche ryFocus Volume 14, Number 1, 2010 $8.00 Archery Focus Back Issues Back Issues of the Print Edition of Archery Focus magazine are U S$. each, which includes shipping and handling in the U.S. Call for international shipping prices. Call ... or fax ... or write us at N. Broadway , #, Chicago, IL . There is a complete and searchable index of all issues at www.archeryfocus.com. There are limited numbers of issues Volume , No. , , Volume , No . , , , , , available from AFm’s first five years. Volume , No . , , , Volume , No . , , , , , Volume , No . , , , Volume , No . ,,,,, Volume , No . ,,,, Volume , No . ,,,, Volume , No . ,,,,, Volume , No . ,, Volume , No . ,,,,, editorial How Did I Get Here? I sometimes find myself wonder - and he is from an archery family so I uses that word, but what he is refer - ing how I got to this point. Claudia think you are going to get some ring to are serious Olympic-style and I took over AFm starting with multi-generational wisdom out of archers who are just not yet at the elite the July 1999 issue, so we have been him. He is Tim Goodwin, currently level. So, within a year we get block - doing this for a decage and we are operating from Luxembourg (his buster books from two Olympic-style now in Year 14! It seems only a little address is on Rue Grand-duc archery giants, Coaches Lee and Kim while ago I was sweating bullets try - Adolphe street) but really operating and I have heard from Vittorio ing to get that first issue out (with on the Internet. -

Popular Woodworking's Guide to Routers
JANUARY 2008 PRESENTS TIPS, TRICKS & EXPERT ADVICE ESSENTIALESSENTIAL GUIDEGUIDE TOTO ROUTERSROUTERS JIgs, JOINts & SKILLS Everything You Need to WorK LIKE A Pro BONUS: The Complete 7-Chapter Guide to ROUTER MASTERY 12 BEST US $5.99 ROUTER JIGS 01 Boost Your Accuracy 0 74470 01489 8 popularwoodworking.com Display until January 15, 2008 Essential Guide to Routing ON THE COVER Routers do more than just decorate CONTENTS edges. Used correctly, a router 8 Router Table-mate can be a joinery With just $50 and a long weekend in your shop, Woodworking Essentials: powerhouse as well. you can make a router table that puts your old This series of articles from a veteran woodworker Workmate (or sawhorses) back to use. and teacher covers all the bases of router use. by Steve Shanesy From choosing and setting up a tool, to making intricate and complex joints, to selecting the right Photo BY AL PARRISH bit for the job, this guide will give you a good start 15 Housed Dovetails and keep you routing in the right direction. The super-strong housed-dovetail joint is a by Nick Engler stalwart of 18th-century furniture – and it’s surprisingly simple to cut with your router. by Geoffrey Ames 27 Chapter 1: Fixed-base Router Reduced to its basics, the router is simply a motor and shaft that holds interchangeable 18 The $22 Dovetail Jig bits. Once you understand how the parts Perfect half-blind dovetails with your router work together, you’re on your way to don’t require a $300 jig – you can make your becoming a router pro. -
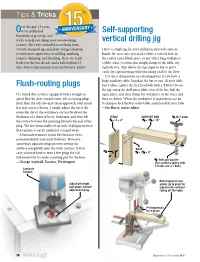
Self-Supporting Vertical Drilling Jig Flush-Routing Plugs
TipsTips & &Tricks Tricks ver the past 15 years, Owe’ve published Self-supporting hundreds of great tips and tricks to help you along your woodworking vertical drilling jig journey. They have included everything from cleverly designed jigs and shop storage solutions Here’s a simple jig for your drill press that will come in to innovative approaches to milling, marking, handy the next time you need to bore a vertical hole in joinery, clamping, and finishing. Here, we reach the end of a pen blank, post, or any other long workpiece. back over the last decade and a half to pluck 15 Unlike other versions that simply clamp to the table, my time-honored perennials from that bounty. Enjoy! jig bolts to it. This allows the jig’s support bar to pivot easily for repositioning without risking a fall to the floor. Use these dimensions as a starting point. If you have a large auxiliary table, lengthen the bar to suit. (If your table Flush-routing plugs has T-slots, replace the hex head bolt with a T-bolt.) To use the jig, swing the drill press table clear of the bit, bolt the I’ve found that a router equipped with a straight or jig in place, and then clamp the workpiece to the fence and spiral flute bit does a much faster job of cutting plugs base as shown. When the workpiece is in position, use an flush than the old saw-and-chisel approach, with much F-clamp to lock the bar to the table, and then drill your hole. -

094-101.B1 Leather Top Desk
“America’s leading woodworking authority”™ Stickley Leather-top Desk • Step by Step construction instruction. • A complete bill of materials. • Exploded view and elevation drawings. • How-to photos with instructive captions. • Tips to help you complete the project and become a better woodworker. To download these plans, you will need Adobe Reader installed on your computer. If you want to get a free copy, you can get it at: Adobe Reader. Having trouble downloading the plans? • If you're using Microsoft Internet Explorer, right click on the download link and select "Save Target As" to download Published in Woodworker’s Journal “From Shop to Home: Essential to your local drive. Projects, Tips and Techniques for Today’s Home Woodworker” • If you're using Netscape, right click on the download link and select "Save Link As" to download to your local drive. WOODWORKER'S JOURNAL ©2007 ALL RIGHTS RESERVED WJ016 A Stickley-inspired Leather-top Desk Without sacrificing any of the charm or structural integrity of our Stickley-inspired design, modern methods and materials bring this white oak desk within the reach of almost any woodworker’s skills. 94 Essential Projects, Tips and Techniques WOODWORKER'S JOURNAL ©2007 ALL RIGHTS RESERVED ometimes, building a Sbeautiful, practical Taper Jig Set-up piece of furniture can Setting a taper jig to the correct angle is a remind you of of all the snap if you use your table saw miter gauge reasons you started wood- and a square. Slide the miter gauge into a working in the first place. table saw slot and set the gauge to the angle you want for the taper jig. -

Microdial Tapering Jig Manual
TAPERING JIG For use on table saws with the GRR-RIPPER ADVANCED MODEL GR-200 TJ-5000 Instruction Manual v1.0 Read this manual before use and save for future reference. Micro Jig, Inc. • PO Box 195607 • Winter Springs, FL 32719 • USA • MICROJIG.com MICRODIAL, GRR-RIPPER, COLORMATCH and MEMORYLOCK are trademarks of Micro Jig. A true Micro Jig innovation. © 2012 TABLE OF CONTENTS Introduction . 4-5 Safety Basics . 6-7 Getting Acquainted . 8-9 Factory Assembled Parts Diagrams . 10-11 User Assembled Parts Diagrams . 12-13 Using the Degree Scale and MICRODIAL (Option 1) . 14-15 Using the Rise and Run Scale and MICRODIAL (Option 2) . 16-17 Calibrating the Scales and MICRODIALs . .18 Working to a Line (Option 3) . .19 Making Tapered Cuts . 20-22 Two-Sided Tapering . .23 Four and Eight-Sided Tapered Legs . 24-25 Setting the MEMORYLOCK System . .26 Jointing . 27 Safety Warning . 28 Project Log . 30-31 3 INTRODUCTION INTRODUCTION Congratulations on your purchase of the MICRODIAL™ Tapering Jig. • If you know how much taper you • Your jig comes mostly We have put a lot of thought and effort into designing and making want per foot, there is a second preassembled and ready to use . what we feel is the safest, most accurate tapering jig available. Before precision scale that is calibrated There is also a handful of added using your jig, read through this booklet to familiarize yourself with the to allow to set up the jig using rise hardware for attaching some jig and how it works. Here is a general overview of the way the jig was and run measurements .