The Complete Illustrated Guide to Shaping Wood / Lonnie Bird
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Frame Design by David Lantrip, MCPF, GCF Framing Stained Glass
Frame Design by David Lantrip, MCPF, GCF Framing Stained Glass skilled framer needs to be prepared to han- dle just about any form of artwork a cus- Atomer presents. Artwork that is seen less often can test a framer’s nerves since the particular needs and framing methods of that type of art might not come readily to mind. This is precisely why framers need to be prepared beforehand. After all, the design counter is not the place to learn about framing new type of artwork if the customer is to have confidence that the job will be done right. One such type of art is stained glass. Despite the fact that stained glass as an art has existed for 1,000 years, it’s not every day that someone brings a piece in to be framed. Displaying stained glass Traditional stained glass work, such as may seem intimidating, that found in but it can be framed churches and important build- and handled routinely ings, is worked in Stained glass worked in the Tiffany method midway through the lead came the soldering process. Once the soldering is complete, a small by following a few metal frame is applied, the solder has a patina applied, and the method. Relatively entire piece is cleaned and polished. basic design principles large pieces of glass, cut to shape, are held within H-shaped channels of lead known as foil strip, usually about ¼” wide, to the edge of the “came.” The ends of the came are soldered to adja- individual pieces of glass, burnishing and folding it cent pieces, and the glass is held tight with mastic to either side of the glass. -

Using the Hammer Tapering Jig ...©1999 Bill Spurlock
SPURLOCK SPECIALTY TOOLS 3574 CANTELOW ROAD VACAVILLE, CA 95688 www.spurlocktools.com Using the Hammer Tapering Jig ....................©1999 Bill Spurlock Replacement hammers need to have their sides tapered prior to installation to adjust hammer weight and provide passing clearance. In some cases the overall hammer width will have to be reduced to match originals that are narrower than available replacements. This jig uses a table saw, rather than the usual belt or disc sander, to do the job. Accuracy and consistency are much better than with sanding, and discoloration of the hammers from colored underfelt and molding wood dust are eliminated. In addition, the hammers can be tapered over their entire length to remove the maximum amount of weight to match light weight originals. This jig will fit any table saw and just about any size of hammer, vertical or grand. The miter strip location is adjustable to work in different saws. The miter strip is also adjustable in width via spreadable slots and allen screws, to fit most tables. Some small bench top saws will have much smaller miter slots, and for these the user can make their own wooden strip or mount the jig to an auxiliary board which can be clamped or screwed directly to the saw's miter gauge. Any sharp carbide blade will do, but as with any cutting tool, table saw performance is only as good as the blade quality. Basic saw alignments should be correct, such as blade 90 degrees to the table top, blade parallel to the miter slots, minimal blade runout, and arbor bearings free of excess play. -

Drying of Pharmaceutical Powders Using an Agitated Filter Dryer
Drying of Pharmaceutical Powders Using An Agitated Filter Dryer Wei Li Submitted in accordance with the requirements for the degree of Doctor of Philosophy The University of Leeds Institute of Particle Science and Engineering December 2014 The candidate confirms that the work submitted is his/her own and that appropriate credit has been given where reference has been made to the work of others. This copy has been supplied on the understanding that it is copyright material and that no quotation from the thesis may be published without proper acknowledgement. The right of Wei Li to be identified as Author of this work has been asserted by her in accordance with the Copyright, Designs and Patents Act 1988. - ii - Acknowledgements I would first like to express my gratitude to Professor Kevin J. Roberts and Tariq Mahmud for their help and supervision throughout the course of this research work. I very appreciate that I spent such a fulfilled time to work in the field of Chemical Engineering especially in process engineering an area that I am so interested in. I am deeply grateful to them that they introduced me to the field of chemical engineering a discipline that I am much more proficient in. I would also like to thank the technical staff in School of Chemical and Process Engineering, in particular Steve Caddick, Peter Dawson, John Cran and Simon Lloyd for their support in building up the experimental facilities needed for this research as well as for carrying out repairs and relocating to the filter dryer rig. I would also like to extend my appreciation to Stephen Terry from electronics workshop for his help for developing and implementing the LabVIEW system needed to control the experimental rigs used. -

GRANT AVAILABLE FRO$ Mid-Hudson Migrant
DOCUMENT RESUME ED 248 096 RC 014 944 TITLE Construction/Communication-Eg Media: B5. CHOICE: I, Challenging Options in Career Education. ,,INSTITUTION Mid-Hudson Migrant Education Center, New Paltz, NY.; Putnam and Northern WestChester Counties Board of Cooperative Educational Services,-Yorktown Heights, N.Y.; Ulster County Board of Cooperative Educational Service' /ew SPONS AGENCY Employee.. and Training Administration (DOL), Washington, D.C. Office of Youth Programs.'; Office of Elementary ind Secondary Education (ED), Washington; DC. Migrant Education Programs. PUB DATE 83 GRANT 28-84-0023 NOTE 454p.; For relates documents, see RC 014 933-946. Best copy.imailable. To avoid repetition ofidentical') pages, ceparate teacher logs, student logs, pre/post tests, and activity folders have been merged to create a single document. AVAILABLE FRO$CHOICE, P. 0. Box 250, New Paltz, NY 12561 (Teacher Log, $5.00 plus shipping; Student Log, $2.50 plus shipping; Student Activities -- laminated folders--$30.00 plus shipping)'. PUB TYPE Guides - Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC19 Plus Postage. DESCRIPTORS *Career Education; Cognitive Development; *Communications; *Construction Industry; Educational Games; Elementary Education; *Grade 4; Instructional Langukage-Arts; Learning Activities; Mass Media; Mathematics Skills; *Migrant Education; Occupational Clusters; *Occupational Information; Skill Development; Teaching Guides; Units of Study IDENTIFIERS *CHOICE (Career Education Curriculum) # ABSTRACT The documents aggregated here comprise the fourth grade unit of a career education curriculum for migrant students. The unit focuses on the tools.ind tasks of workers in 11 jobs in the construction, communication, and media occupational clusters: heavy equipment operator, architect, mason, carpenter, plumber, electrician, telephone line worker, announcer, photographer, journalist, and performer. -
Use the MICRODIAL Tapering Jig on Your Bandsaw
Use The MICRODIAL Tapering Jig On Your Bandsaw (As taught to us by Scott Phillips) 1 Copyright 2013: Micro Jig www.microjig.com Produced by: Consultingwoodworker.com When we designed the MICRODIAL Tapering Jig, we knew it was great for table saw use, and the router table if the top is large enough. We had not really thought of using it on any but the very largest industrial band saws. But during a recent visit with Scott Phillips of “The American Woodshop” TV show, he showed us a clever way to use the MICRODIAL on a common 14” bandsaw. Scott had added a simple plywood extension table onto his 14” bandsaw and used a clamping straight edge as the fence. Brilliant! Scott’s band saw has a pair of steel tubes already mounted so he used toggle clamps to connect his table onto the saw. Our table was a different design, so we needed to figure out our own design. You may need to adapt this to your specific table and materials on hand. 2 Copyright 2013: Micro Jig www.microjig.com Produced by: Consultingwoodworker.com A leftover side from a shipping crate was the basis of this table. The ply was a bit rough, so it was sanded and laminated to provide a smooth working surface. Cleats along three sides will keep the 1/2" thick table flat, and clearance for the blade is a 1” wide slot so the table simply slides on from the right side of the table. The real trick is to figure out a simple and easy way to attach the auxiliary table. -
Steam-Bending Instruction Booklet
Steam-Bending Instruction Booklet 05F15.01 Veritas® Steam-Bending Instruction Booklet Bending Solid Wood with Steam and allowed to stretch as the bend progresses; however, the Compressive Force wood face against the form is subject to compression There are three basic requirements for the successful exerted by the end stops. bending of solid wood using steam. 1. The wood must be plasticized. Although wood can be plasticized chemically or even by microwaves when in a green state, the most convenient way to plasticize wood is with steam. Wood cells are held together by a naturally occurring substance in the wood called lignin. Imagine the wood fi bers to be a bundle of rods with the space between them fi lled with lignin. The strength of this lignin bond between the rods can be decreased by subjecting For example, a straight piece of wood 1" thick and 18" the wood to steam. With unpressurized steam at 212° long bent to 90° around a 4" radius will remain 18" Fahrenheit, steaming for one hour per inch of thickness along the outside (immediately next to the strap), but (regardless of the width) will soften the bond enough for will have the inside dimension reduced to almost 16". bending. Substantial oversteaming may cause the wood Nearly two inches have virtually disappeared through to wrinkle on the concave face as the bend progresses. compression along the inside face! 2. Only air-dried wood of an appropriate species Strap should be used. Blank Kiln-dried wood must not be used; the lignin in the wood has been permanently set during the hot, dry 18" kilning process. -

UK OAK DOORS How to Curve Or Bend Wood
UK OAK DOORS How to Curve or Bend Wood How to curve or bend wood 1 If you want to soften or plasticize wood, there are two methods that you can use. Steaming is a popular method for bending wood for making chair parts or staircase banisters, and is also sometimes used to make canoes, baskets, and musical instruments. Kerfing, on the other hand involves making a series of cuts into the wood to make the wood easier to bend. Kerfing weakens the wood but is often used for decorative purposes. How to Steam Wood The best wood to work with, when it comes to steaming, is wood that already has a fairly good moisture content. Choose a hardwood over a soft wood. If the wood is not already moist, then you should pre-soak it. Woods that are damp cope better with heat transfer. Wood is steamed in a steam box, which is connected to a steam generator using a hose. A steam box can be made from either wood or PVC, and must be big enough to accommodate the entire piece of wood to be steamed. Large boxes have racks inside them to support the wood. The box is almost completely airtight, but there must be a couple of small holes to allow some of the steam to escape. It is possible to make a DIY steam generator using a simple kettle, but there are specialist products that can be purchased for the purpose as well. If you are making a DIY steam generator, make sure that the hose fits over the end of the kettle tightly, and is properly secured. -

View the Door Catalog
Roy’s Wood Products OVER 45 YEARS OF CUSTOM WOODWORKING A passion for quality and almost 50 years of custom woodworking drives Roy’s Wood Products, RWP, to manufacture some of the best wood products in the industry. Our grandfather Roy Brazell, Sr., after serving in WWII, started building cabinets and other products for local craftsmen and contractors. His son, Roy Brazell, Jr. continued to grow the business by focusing on what the customer needed and working hard for timely delivery. As a result of hard work, attention to quality, and the blessings of our Lord and Savior Jesus Christ, RWP has grown into what it is today. We are looking forward to providing you with the custom cabinet doors, custom mouldings, hardwood flooring or any other products you might find in the pages of this catalog. Thank you for your business. Cherry Roman Eyebrow Roman Arch Square Raised Panel DFT-01-202-110 011-01-202-110 005-01-202-110 003-01-202-110 401-00-000-110 402-00-000-110 Maple Double American American Arch Square Raised Panel DFT-03-203-113 015-03-203-113 010-03-203-113 003-03-203-113 401-00-000-113 403-00-000-113 Hickory PICTURED: Cathedral Eyebrow Cathedral Arch Square Raised Panel DFT-01-209-109 Square Raised Panel Door 003-01-202-110 008-01-209-109 004-01-209-109 003-01-209-109 401-00-000-109 Solid Raised Panel Drawer Front 502-00-000-110 509-00-000-109 In Cherry with stain 4 5 Birch DFT-01-FPL-110 Glass Four Lite Flat Roman Classic Flat 409-00-000-110 003-03-G04-111 905-01-FPL-110 903-01-FPL-110 401-00-000-110 Knotty Pine DFT-03-FPL-107 Flat -

Combination Frame and Panel Cabinet Doors
Cabinet Doors & Drawer Fronts Combination Frame & Panel B Section View of Top Rail for #1616 Door Raised Panel Style: 1616 Style: 4016 Section View of Top Rail for #1618 Door - ⅜" Dowels Face of Door SR100 ⅜" Diam. Dowels Section View of Stile for #1618 Door - ⅜" Dowels Face of Door SR100 ⅝" Diam. Dowels Section View of Top Rail for #1618 Door - ⅝" Dowels Raised Flat Face of Door Panel Panel SR100 Section View of Stile for #1618 Door - ⅝" Dowels Style: 1618 Style: 4018 Face of Door SR100 ** Please fax or e-mail your rough draft or CAD drawings to Customer Support for your manufacturing and quote needs. ** ► For PRICING ► See Section B13 in our Wholesale Pricing Catalog. ® ® B13-1 (Phone) 1-800-237-1326 6:00AM - 4:30PM CST (24 Hour Fax) 1-608-781-3667 V15.2 .com C Combination Frame & Panel Cabinet Doors & Drawer Fronts B ⅜" Thick Slats Section View of Top Rail for #1617 Door ¾" Thick Section View of Top Rail for #1617 Door Slats Raised Panel Style: 1617 Style: 4017 ** Please fax or e-mail your rough draft or CAD drawings to Customer Support for your manufacturing and quote needs. ** Combination Frame and Panel Door Notes 1) Pricing A price quote will be provided for your approval before beginning the manufacturing process. These doors can be ordered with raised or reversed center panels in solid wood & raw MDF or with 2) Center Panel flat center panels in ¼" wood veneer & ¼" raw MDF. Mullions or a Lite Pattern are optional in the Frame Only section. Any “Traditional”, “Old World” or “Mitered” stile and rail profile can be used, some profilesmay not be compatible for use with mullions or Lite Pattern options. -
VIEW SIDE VIEW ¾ In
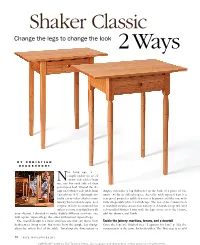
Shaker Classic Change the legs to change the look 2 Ways B Y C H R I S T I A N BECKSVOORT ot long ago, a couple ordered a set of Ncherry side tables from me, one for each side of their pencil-post bed. I based the de- sign on a Shaker side table from shapes can make a big difference in the look of a piece of fur- Canterbury, N.H., although vir- niture. As far as difficulty goes, the table with tapered legs is a tually every other Shaker com- very good project to tackle if you’re a beginner, and the one with munity had similar designs. As a turned legs adds a bit of a challenge. The rest of the construction surprise (I don’t recommend this is standard mortise-and-tenon joinery, a dovetailed top rail, and unless you are very familiar with a dovetailed drawer. I start with the legs, move on to the joinery, your clients), I decided to make slightly different versions: one add the drawer, and finish. with square tapered legs, the other with turned tapered legs. The overall design is a basic, timeless one that can move from Tackle the joinery: mortises, tenons, and a dovetail bedroom to living room. But notice how the simple leg change Once the legs are finished (see “2 options for legs,” p. 32), the alters the whole feel of the table. Tweaking the dimensions or construction is the same for both tables. The first step is to add 30 FINE WOODWORKING COPYRIGHT 2009 by The Taunton Press, Inc. -

Fine Woodworking Fine for Kids, P
194 Making furniture Fine Woodworking for kids, p. 54 TAUN TON’S FURNITURE FOR KIDS PERFECT GLUE-UPS BOOKCASE FEDERAL TABLE LEGS SPRAY FINISHING Perfect glue-ups, guaranteed A quick, sturdy bookcase How to make 3 classic table legs Safe, affordable spray finishing Fundamentals: handheld routing November/December 2007 Dec. 2007 No. 194 U.S. $7.99/Canada $8.99 w194FCf.indd 1 9/5/07 4:52:29 PM FW194Adp2.indd 9/7/07 2:40:18 PM pg 2 - (Cyan)(Magenta)(Yellow)(BlacK) READER SERVICE NO. 81 FW194Adp3.indd 8/30/07 8:45:57 AM pg 3 - (Cyan)(Magenta)(Yellow)(BlacK) READER SERVICE NO. 160 contentsNOVEMBER/DECEMBER 2007 ISSUE 194 features 36 Get Serious COVER STORY About Clamping Most woodworkers are underclamping their joints BY ROMAN RABIEJ 42 Quick, Sturdy Bookcase Learn to taper sliding dovetails for easier assembly BY MARTIN MILKOVITS 48 Three Federal Legs Power tools speed the process, banding adds style BY JEFF GROSS GREAT JOINT 42 FOR BOOKCASES Cover photo: Michael Pekovich w194CT.indd 4 9/6/07 11:28:30 AM HOW TO USE 78 SKETCHUP up front 6 On the Web 8 Contributors 10 Letters 14 Methods of Work N Cutting thin strips on the tablesaw N Paring pegs with a router 66 22 Tools & Materials DANISH-CORD SEAT N New tools unveiled at AWFS N Flawless finishing brushes N Powermatic planer with helical cutterhead 28 What’s the Difference? White oak vs. red oak 30 Q & A 54 Furniture 66 A Modern Bench N Clean, sharp dovetails Kids Will Love Straightforward joints, N Make a rolling lumber rack Follow your imagination graceful curves, and but don’t lose sight -

Japanning 101. Japanning in a Can, Easy Peasy
Japanning 101. Japanning in a Can, Easy Peasy For a full discussion on various japanning mixes, quality of finish, durability and tips and techniques for success, refer to my earlier article, Japanning, or The Art of Embracing the Arcane at www.aPlaneLife.us. I highly recommend reading this article before beginning your project to understand the various mixtures and results. Have proper expectations goes a long way toward success. At the request of some readers, this series of articles will serve as a condensed, “how-to” for japanning an antique cast iron hand plane using various japanning products and mixtures. This series will start with the easiest method, commercially available japanning mix. This article will only cover the use of commercially available Rio Grande Asphaltum Varnish, although the tips and techniques should apply equally well to another commercially available pre-mixed japanning, Old PontyPool. I have chosen to focus on the Rio Grande product as I have significant experience using it, and it is very favorably priced compared to Old PontyPool. Affordable, economically sized and delivered to your door, easy. This product delivers a very deep, rich finish. Absolutely beautiful. Rio Grande Jewelers Asphaltum Varnish is available in pint cans online for about $17.00 plus shipping. Old PontyPool is sold by the quart at around $84.00 plus shipping. A pint of asphaltum varnish should cover about 15 size 4 hand planes. Old PontyPool may have more favorable performance, I have not used it, but given a limited shelf life and the quantity sold, I believe more people will be satisfied with the Rio Grande product.