Operation Manual High Precision Inverter Drive Engine Lathe
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Manufacturing Processes
Module 1 Classification of Metal Removal Processes and Machine tools Version 2 ME IIT, Kharagpur Lesson 2 Basic working principle, configuration, specification and classification of machine tools Version 2 ME IIT, Kharagpur Instructional Objectives At the end of this lesson, the students should be able to : (a) Describe the basic functional principles of machine tools (i) Illustrate the concept of Generatrix and Directrix (ii) Demonstrate Tool – work motions (iii) Give idea about machine tool drives (b) Show configuration of basic machine tools and state their uses (c) Give examples of machine tools - specification (d) Classify machine tools broadly. Basic functional principles of machine tool operations Machine Tools produce desired geometrical surfaces on solid bodies (preformed blanks) and for that they are basically comprised of; • Devices for firmly holding the tool and work • Drives for providing power and motions to the tool and work • Kinematic system to transmit motion and power from the sources to the tool-work • Automation and control systems • Structural body to support and accommodate those systems with sufficient strength and rigidity. For material removal by machining, the work and the tool need relative movements and those motions and required power are derived from the power source(s) and transmitted through the kinematic system(s) comprised of a number and type of mechanisms. (i) Concept of Generatrix and Directrix • Generation of flat surface The principle is shown in Fig. 2.1 where on a flat plain a straight line called Generatrix (G) is traversed in a perpendicular direction called Directrix (D) resulting a flat surface. • Generation of cylindrical surfaces The principles of production of various cylindrical surfaces (of revolution) are shown in Fig. -

Leveling the Head the Head of the Carvewright Machine Can Be Moved up Or Down to Accommodate Different Material Thicknesses
Leveling the Head The head of the CarveWright machine can be moved up or down to accommodate different material thicknesses. It is guided vertically by four guide posts located at the corners of the machine and driven by a leadscrew on either side of the machine located between the posts. The leadscrew adjacent to the keypad is driven by the crank and it is tied rotationally to the opposite leadscrew by the long tierod located in the base of the machine. It is critical that the head is level at all times or it will bind and become difficult to move up and down. While extremely rare, the head can become unlevel for several reasons. The cause behind the loss of head level needs to be understood before the machine repair is completed. Common causes for loss of head level are: a loose leadscrew nut, a stripped gear between the end of the tierod and leadscrew, or a broken base that allows the tierod to become disengaged from one of the leadscrews. To level the head you will need the following tools: • #2 Phillips screwdriver bit and drill • 10mm Socket and ratcheting wrench • Large Crescent wrench (2X) 1. Ready the machine. Unplug the machine from the power outlet and place it on a stable work platform. Raise the head up several inches and move the Y-truck to the center of the machine for best access. Remove the dust collection bag from the back of the machine. 2. Adjust the head height. Crank the head up toward the top of the machine. -

Ball Screw Motors the BE Series Products Are Designs Based on the Technology of Hybrid Step Motors, Ball Screws and Nuts
BE SERIES Ball Screw Driven Linear Actuators Ball Screw Motors The BE Series products are designs based on the technology of hybrid step motors, ball screws and nuts. Provide high torque, high precision, and high efficiency to fit the application needs of designers. The combination of motor styles, motor sizes, ball screws and nuts, gives the freedom to use motors of different form factors to exactly fit in the application. • Five frame sizes: NEMA 08, 11, 14, 17, 23 • Multiple motor lengths and motor sizes • Each frame size motor has a variety of lead options • Each frame size motor has a variety of nut options The integrated ball screw actuators from PBC Linear provide a high quality innovate solution for high speed applications. Features of BE Series 100 µ=0.003 µ=0.005 The ball screws of BE Series have outstanding 90 µ=0.008 µ=0.010 transmission efficiency of over 90%. Their required Ball screw 80 torque is just less than a third of what the lead screws Rotary Linear require. Therefore, it is easier to transfer a linear motion 70 into a rotary motion. µ=0.1 60 Efficiency η 50 (%) µ=0.2 Efficiency of ball screws Rotary Linear 40 µ=0.3 Acme screw 30 2 1 × T (Trapezoidal Normal operation P= screw thread) 20 T= Load torque kgf x cm 10 P= Axial external load kgf µ: Coefficient of friction = lead cm 012345678 9 10 Lead angle (degree) 1 = Efficiency of ball screws Mechanical efficiency of ball screws The all screws of the BE eries adopt a othicarch groove profile, its aial clearance can be adusted in a hihly fine pitch as well as it can be lihtly rotated. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -

Spur and Straight Bevel Gears
FUNdaMENTALS of Design Topic 6 Power Transmission Elements II © 2000 Alexander Slocum 6-0 1/25/2005 Topic 6 Power Transmission Elements II Topics: • Screws! • Gears! www.omax.com © 2000 Alexander Slocum 6-1 1/25/2005 Screws! • The screw thread is one of the most important inventions ever made • HUGE forces can be created by screw threads, so they need to be carefully engineered: – Leadscrews – Physics of operation –Stresses – Buckling and shaft whip – Mounting • When HUGE forces are created by screws – The speed is often slow – Always check to make sure you get what you want Mike Schmidt-Lange designed this auger-wheeled vehicle for the “sands” of 1995’s 2.007 contest Pebble Beach, and – If you try sometime, you just might get what you need ☺ years later, a major government lab “invented” the idea as a Mars rover sand-propulsion device… Someday, apples will be so plentiful, people will need machines to peel © 2000 Alexander Slocum 6-2 them…!1/25/2005 Screws: Leadscrews & Ballscrews • Leadscrews are essentially accurate screws used to move a nut attached to a load, and they have been used for centuries to convert rotary motion into linear motion – Leadscrews are commonly used on rugged economy machine tools – Efficiency in a leadscrew system may be 30-50%, • Precision machine or those concerned with high efficiency often uses a ballscrew – Sliding contact between the screw and nut is replaced by recirculating ball bearings and may have 95% efficiency Carriage Rotary Encoder AC Brushless Motor Flexible Coupling Support Bearings Bearing -

Oscillatory Motion Leadscrews • for Applications Requiring Linear Oscillatory Motion Over a Fixed Path
© 1994 by Alexander H. Slocum Precision Machine Design Topic 21 Linear motion actuators Purpose: This lecture provides an introduction to the design issues associated with linear power transmission elements. Major topics: • Error sources • Belt drives • Rack and pinion drives •Friction drives • Leadscrews • Linear electric motors "...screw your courage to the sticking-place, And we'll not fail" Shakespeare 21-1 © 1994 by Alexander H. Slocum Error sources: • There are five principal error sources that affect linear actuator' performance: • Form error in the device components. • Component misalignment. • Backlash. • Friction. • Thermal effects • These systems often have long shafts (e.g., ballscrews). • One must be careful of bending frequencies being excited by rotating motors. 21-2 © 1994 by Alexander H. Slocum Belt drives • Used in printers, semiconductor automated material handling systems, robots, etc. • Timing belts will not slip. • Metal belts have greater stiffness, but stress limits life: σ = Et 2ρ • Timing belts will be the actuator of choice for low cost, low stiffness, low force linear motion until: •Linear electric motor cost comes down. • PC based control boards with self-tuning modular algorithms become more prevalent. • To prevent the belts' edges wearing on pulley flanges: • Use side rollers to guide timing belt to prevent wear caused by flanged sheaves: load Guide roller Belt 21-3 © 1994 by Alexander H. Slocum Rack and pinion drives Motor Pinion Rack • One of the least expensive methods of generating linear motion from rotary motion. • Racks can be placed end to end for as great a distance as one can provide a secure base on which to bolt them. -

Thomson BSA Lead and Ball Screws
Thomson BSA Lead and Ball Screws www.thomsonbsa.com Linear Motion. Optimized. Thomson - Linear Motion. Optimized. Often the ideal design solution is not about finding the fastest, sturdiest, most accurate or even the least expensive option. Rather, the ideal solution is the optimal balance of performance, life and cost. Thomson is best positioned to help you most quickly configure the optimal linear motion solution for your application. • Thomson invented anti-friction linear bearing technology. We own the broadest standard product offering of mechanical motion technologies in the industry. • Modified versions of standard product are routine. White sheet design solutions available across our entire portfolio. • Choose Thomson and gain access to over 70 years of global application experience in diverse industries including packaging, factory automation, material handling, medical, clean energy, printing, automotive, machine tool, aerospace and defense. • As part of Danaher Motion, we are financially strong and unique in our ability to bring together control, drive, motor, power transmission and precision linear motion technologies. Thomson is the name you can trust for quality, innovation, on-time delivery, controlled costs, and reduced risk. In addition to the information contained in this document, a wealth of product and application information is available online at www.thomsonlinear.com. Also online are downloadable 3D models, software tools, our distributor locator and global contact information for Thomson. For immediate assistance in North America contact us at 1-540-633-3549 or email us at [email protected]. Talk to us early in the design process to see how Thomson can help identify the optimal balance of performance, life and cost for your next application. -

Linear Products Linear Drives
36 Catalog LP01ENe Linear Products Linear Drives AxialPower Series SA-Series DA-Series SC-Series Sold & Serviced By: ELECTROMATE Toll Free Phone (877) SERVO98 Toll Free Fax (877) SERV099 www.electromate.com [email protected] For over 60 years, ElectroCraft has been helping engineers translate innovative ideas into reality – one reliable motor at a time. As a global specialist in custom motor and motion technology, we provide the engineering capabilities and worldwide resources you need to succeed. This guide has been developed as a quick reference tool for ElectroCraft products. It is not intended to replace technical documentation or proper use of standards and codes in installation of product. Because of the variety of uses for the products described in this publication, those responsible for the application and use of this product must satisfy themselves that all necessary steps have been taken to ensure that each application and use meets all performance and safety requirements, including all applicable laws, Sold & Serviced By: regulations, codes and standards. ELECTROMATE Reproduction of the contents of this copyrighted publication, in whole or in part without written permission of ElectroCraft is prohibited. Toll Free Phone (877) SERVO98 Designed by media & brands · www.media-brands.de Toll Free Fax (877) SERV099 www.electromate.com [email protected] ElectroCraft AxialPower™ Plus, SA-Series, DA-Series & SC-Series 2 Table of Contents Typical Applications . 3 Which Linear Product . 5 Drive Product Matrix . 6 AxialPower Plus Stepper . 7 APPS11M . 7 APPS17 . 9 APPS23 . 11 APPS L3-Series Stepper . 13 L3S . 13 L3 AxialPower Plus PMDC . 15 APPD15 . 15 APPD25 . -
Dec. 16, 1930. T
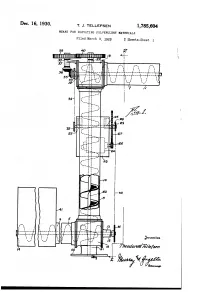
Dec. 16, 1930. T. J. TELLEFSEN 1,785,604 MEANS FOR ELEWATING PULVERULENT MATERIALS Filed March 9 1928 2. Sheets-Sheet l Dec. 16, 1930. Patented Dec. 16, 1930 1,785,604 UNITED STATES PATENT OFFICE THEODORE. J. TELLERSEN, OF CINCN NATI, OHIO, AssIGNOR TO THE J. H. DAY co PANY, OF CINCINNATI, OHIO, A CoRPORATION OF oHIO MEANS FOR ELEVATING PULVERULENT MATERIALs Application aled arch 9, 1988. Serial No. 280,438. This invention relates to screw type ele are mounted in bearings 21 and 22 provided on vators for conveying finely divided materials the lower casing 16 and discharge casing 19, such as flour, powders, and the like. respectively. As shown in Fig.2 the tubular An object of the invention is to provide a members 9 and 11 are positionedin offset rela- . is screw type elevator which will elevate pull tion to tubular member 10. verulent materials in an effective manner. Suitably supported upon the member 10 Another object is to provide a device of is a board 23 which carries a motor 24 and this type which is so constructed that the a pair of bearings 25. Motor 24 is provided flour or powdered material being elevated is on its drive shaft with a gear 26 which meshes o precluded from objectionable packing about with a large gear 27 mounted on a shaft 28 the lifting and conveyor screws. rotatably supported in bearings 25. On one Another object is to provide a device for end of the shaft 28 is fixedly mounted a the purposes stated which is simple of con sprocket 29 over which a chain 30 passes for struction and operation. -
1700 Animated Linkages
Nguyen Duc Thang 1700 ANIMATED MECHANICAL MECHANISMS With Images, Brief explanations and Youtube links. Part 1 Transmission of continuous rotation Renewed on 31 December 2014 1 This document is divided into 3 parts. Part 1: Transmission of continuous rotation Part 2: Other kinds of motion transmission Part 3: Mechanisms of specific purposes Autodesk Inventor is used to create all videos in this document. They are available on Youtube channel “thang010146”. To bring as many as possible existing mechanical mechanisms into this document is author’s desire. However it is obstructed by author’s ability and Inventor’s capacity. Therefore from this document may be absent such mechanisms that are of complicated structure or include flexible and fluid links. This document is periodically renewed because the video building is continuous as long as possible. The renewed time is shown on the first page. This document may be helpful for people, who - have to deal with mechanical mechanisms everyday - see mechanical mechanisms as a hobby Any criticism or suggestion is highly appreciated with the author’s hope to make this document more useful. Author’s information: Name: Nguyen Duc Thang Birth year: 1946 Birth place: Hue city, Vietnam Residence place: Hanoi, Vietnam Education: - Mechanical engineer, 1969, Hanoi University of Technology, Vietnam - Doctor of Engineering, 1984, Kosice University of Technology, Slovakia Job history: - Designer of small mechanical engineering enterprises in Hanoi. - Retirement in 2002. Contact Email: [email protected] 2 Table of Contents 1. Continuous rotation transmission .................................................................................4 1.1. Couplings ....................................................................................................................4 1.2. Clutches ....................................................................................................................13 1.2.1. Two way clutches...............................................................................................13 1.2.1. -

System Calculations
System Calculations Leadscrew Drives Microscope Positioning Leadscrews convert rotary motion to linear motion Application Type: X/Y Point to Point and come in a wide variety of configurations. Motion: Linear Screws are available with different lengths, diameters, and thread pitches. Nuts range from the Description: A medical research lab needs to simple plastic variety to precision ground versions automate their visual inspection process. Each with recirculating ball bearings that can achieve very specimen has an origin imprinted on the slide with high accuracy. all other positions referenced from that point. The system uses a PC-AT Bus computer to reduce data The combination of microstepping and a quality input from the operator, and determines the next leadscrew provides exceptional positioning data point based on previous readings. Each data resolution for many applications. A typical 10-pitch point must be accurate to within 0.1 microns. (10 threads per inch) screw attached to a 25,000 step/rev. motor provides a linear resolution of Machine Objectives 0.000004" (4 millionths, or approximately 0.1 • Sub-micron positioning micron) per step. • Specimen to remain still during inspection A flexible coupling should be used between the • Low-speed smoothness (delicate equipment) leadscrew and the motor to provide some damping. • Use PC-AT Bus computer The coupling will also prevent excessive motor bearing loading due to any misalignment. Motion Control Requirements • High resolution, linear encoders • Stepper (zero speed stability) • Microstepping • PC-AT Bus controller Compumotor Solution: Microstepping motors and drives, in conjunction with a precision ground 40 pitch leadscrew table, provide a means of sub- micron positioning with zero speed stability. -

Mechanisms.Pdf
Go!- Robotics Mechanisms Name: _____________________________________________ Date: _____/_____/_____ Per: _______ Universal Joint What is the angular range between the input shaft and the output shaft in which this mechanism will work? ___________ Is the speed increased, decreased, or constant? ________________________ Is the torque increased, decreased, or constant? ________________________ What is the speed ratio of the input shaft to the output shaft? ________________ Is the flow of power reversible? [Can you make the input shaft turn by turning the output shaft?] _____________ Does the input shaft turn in the same direction as the output shaft? ________ List an example where this mechanism might be used. __________________________________ __________________________________ For help, go to www.askjeeves.com and use keywords: universal joint. Bevel Gear Assembly What is the angle of the input shaft compared to the output shaft? _________ Is the speed increased, decreased, or constant? _________________________ Is the torque increased, decreased, or constant? _________________________ What is the gear ratio? _______________ Is the flow of power reversible? [Can you make the input shaft turn by turning the output shaft?] ______________________ Does the input shaft turn in the same direction as the output shaft? __________ List an example where this mechanism might be used. __________________________________ For help, go to www.howstuffworks.com and use keyword: bevel gear. Get Set! Copyright 2006 Go! Robotics – Mechanisms- Page 1 Go!-