Jojoba Polymers As Lubricating Oil Additives
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Oil Analysis Handbook Third Edition Copyright © 2017 Spectro Scientific
Predictive Equipment Maintenance Oil Analysis Handbook Third Edition Copyright © 2017 Spectro Scientific. All rights reserved. FluidScan® and LaserNet Fines® are registered trademarks of Spectro Scientific Inc. While every effort is made to assure the information in this document ois accurate, Spectro Scientific does not accept liability for any errors or mistakes that may arise. Specifications are subject to change without notice. | 3 Preface Welcome to the third edition of the In-service Oil Analysis Handbook. It has been a few years since the publication of the first edition of Spectro Scientific’s In-Service Oil Analysis Handbook. Our original goal was to compile a comprehensive reference book of common in-service oil analysis techniques to help readers understand and choose the right technique and instrumentation for their needs. We had to limit the scope in the first two editions because of the amount of effort needed to cover all the topics. In-service oil analysis for condition based maintenance covers a wide array of topics. I am pleased to say that in this third edition, we are much closer to our goal. We reorganized the structure of the content for better clarity and we added articles to cover more topics and instruments associated with oil analysis. Also, we rewrote several articles including the latest developments on the market. As we learned more from our customers about their successes using on site oil analysis, we developed case studies that you can find in this edition. This work is not possible without the time and effort from the contributing authors: Patrick Henning, Daniel Walsh, Robert Yurko, Ken Caldwell, Thomas Barraclough, Maria Bartus, Randi Price, John Morgan, Aifeng Shi and Yuegang Zhao from Spectro Scientific and Ray Garvey from Emerson Process Management. -
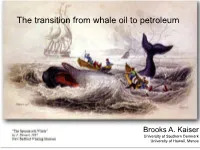
The Transition from Whale Oil to Petroleum
The transition from whale oil to petroleum Brooks A. Kaiser University of Southern Denmark University of Hawaii, Manoa Main question (many asides possible) • How well does the transition from whale oil to petroleum that occurred in the mid - 19th century fit a deterministic model of dynamic efficiency of natural resource use? – In other words: just how ‘lucky’ was the discovery of petroleum, and what can be said about resource transitions when new resources/technology are uncertain A standard transition between two known resources MUC MUC Illuminating Oils Price and Quantity 6000000 45.00 40.00 5000000 35.00 4000000 30.00 25.00 3000000 Price 20.00 2000000 15.00 10.00 Gal. sperm oil orThous. Gal. Petrol 1000000 5.00 0 0.00 1780 1800 1820 1840 1860 1880 1900 1920 Year gallons, sperm oil Crude oil (thous. gall) 2007 prices, sperm oil Prices, crude oil Note: gap in prices because only get about 5-10% kerosene from crude From an exhaustible to a non-renewable resource needing knowledge investment Theoretical Model • An adapted model from Tsur and Zemel (2003, 2005) of resource transitions • Maximize net benefits over time from whale extraction, oil investment, oil extraction, subject to: – Dynamics of whale population – Dynamics of knowledge over new backstop (oil) – Dynamics of non-renewability of backstop – Time of transition between whale oil and oil Conventional Wisdom and Economic History • Contemporary opinion: Whales doomed without petroleum • Daum (1957) revision: substitutes well under development. No direct statement about whale popn’s -

Essential Wholesale & Labs Carrier Oils Chart
Essential Wholesale & Labs Carrier Oils Chart This chart is based off of the virgin, unrefined versions of each carrier where applicable, depending on our website catalog. The information provided may vary depending on the carrier's source and processing and is meant for educational purposes only. Viscosity Absorbtion Comparible Subsitutions Carrier Oil/Butter Color (at room Odor Details/Attributes Rate (Based on Viscosity & Absorbotion Rate) temperature) Description: Stable vegetable butter with a neutral odor. High content of monounsaturated oleic acid and relatively high content of natural antioxidants. Offers good oxidative stability, excellent Almond Butter White to pale yellow Soft Solid Fat Neutral Odor Average cold weather stability, contains occlusive properties, and can act as a moistening agent. Aloe Butter, Illipe Butter Fatty Acid Compositon: Palmitic, Stearic, Oleic, and Linoleic Description: Made from Aloe Vera and Coconut Oil. Can be used as an emollient and contains antioxidant properties. It's high fluidiy gives it good spreadability, and it can quickly hydrate while Aloe Butter White Soft Semi-Solid Fat Neutral Odor Average being both cooling and soothing. Fatty Acid Almond Butter, Illipe Butter Compostion: Linoleic, Oleic, Palmitic, Stearic Description: Made from by combinging Aloe Vera Powder with quality soybean oil to create a Apricot Kernel Oil, Broccoli Seed Oil, Camellia Seed Oil, Evening Aloe Vera Oil Clear, off-white to yellow Free Flowing Liquid Oil Mild musky odor Fast soothing and nourishing carrier oil. Fatty Acid Primrose Oil, Grapeseed Oil, Meadowfoam Seed Oil, Safflower Compostion: Linoleic, Oleic, Palmitic, Stearic Oil, Strawberry Seed Oil Description: This oil is similar in weight to human sebum, making it extremely nouirshing to the skin. -
Synthetic Lubricant Base Stocks Formulations Guide Table of Contents
Synthetic lubricant base stocks formulations guide Table of contents 1.0 Introduction — Using this guide ����������������������������������������������������������������� 1 7�3 Turbine oils ��������������������������������������������������������������������������������������������62 2.0 Lubricant formulators FAQs ������������������������������������������������������������������������ 3 7�4 Industrial gear oils ��������������������������������������������������������������������������������67 7�5 Paper machine oils �������������������������������������������������������������������������������72 3.0 Synthetic base stock grade slate summary ���������������������������������������������� 7 7�6 Lubricants for use with food machinery 4.0 Industry trends ����������������������������������������������������������������������������������������������� 9 (incidental food contact) ������������������������������������������������������������������������������������74 4�1 Energy outlook ��������������������������������������������������������������������������������������� 9 7�7 Miscellaneous lubricants ���������������������������������������������������������������������79 4�2 Lubricant industry trends ��������������������������������������������������������������������10 7�7�1 Heat transfer oils �����������������������������������������������������������������������79 4�3 Automotive trends �������������������������������������������������������������������������������10 7�7�2 Chain lubricants �������������������������������������������������������������������������81 -

Jojoba Esters on Skin Barrier Function, Skin Hydration, and Consumer Preference
Title Effect of Jojoba Esters on Skin Barrier Function, Skin Hydration, and Consumer Preference Author Tiffany N. Oliphant, M.S., C.C.R.C. and Robert A. Harper, Ph.D., Consultant Abstract Previous literature shows that jojoba oil and jojoba oil derivatives have multiple skin benefits associated with anti-inflammation, barrier function, and skin hydration. The current research explores the action of Jojoba Esters with different melting points on the improvement of barrier function after sodium lauryl sulfate (SLS) insult, reduction of barrier disruption when applied prior to SLS insult, and on skin hydration as compared to known petrolatum-alternatives. In addition, a consumer preference study was carried out comparing Jojoba Esters with a known marketed petrolatum alternative ingredient. The data show that Jojoba Esters have the capability of reducing damage to the skin barrier, as measured by TEWL, in a dose dependent manner, and can accelerate the recovery of the SLS damaged skin barrier. The data also show that the Jojoba Esters, when added to a vehicle formula, produced statistically significant increases in skin hydration when compared to the vehicle and to the marketed petrolatum-alternative ingredients formulated in the same vehicle. Moreover, the formula containing the Jojoba Esters produced levels of skin hydration that were not statistically significantly different from 10% petrolatum formulated into the same vehicle. Additionally, the consumer preference study showed that the subjects preferred the Jojoba Esters formula over the petrolatum alternative ingredient formula with regard to skin moistness, suppleness, and smoothness/softness as well as stickiness and residue of the formulas immediately after application. -

Mabanol Engine Oil Additive Motor Oil Additive
Mabanol Engine Oil Additive Motor Oil Additive Application Properties Mabanol Engine Oil Additive is filled into the Mabanol Engine Oil Additive is a nano tech- engine along with the motor oil. It is miscible nology-based oil additive designed to reduce with all types of motor oil. friction on mechanical parts, optimize engine It can be used in all petrol and diesel engines, performance and protect it in a durable way. including those equipped with catalytic con- Mabanol Engine Oil Additive produces a ro- verters, turbochargers and/or particulate filters bust lubricating film on the friction surfaces in both in passenger cars as well as in trucks. the engine which reduces friction losses and Not suitable for use in ATFs and motorcycles wear. This extends the life of the engine, im- with wet clutch. proves smoothness and optimizes efficiency. Mabanol Engine Oil Additive is also recom- mended for improving the performance of oil EAN Code in pumps, gearboxes and compressors. 300 ml can: 4260214890989 A can of 300 ml can be used for up to 4.5 liters of engine oil. The maximum dosage in the engine oil/additive blend is 20 volume percent. Please ensure that the correct oil level is maintained. Please shake well before use. Data Test method Unit Value Density at 20°C DIN 51 757 g/cm³ 0,874 Kin. Viscosity at 40°C DIN EN ISO 3104 mm²/s 316 Flash point ISO 3679 °C > 100 Lower explosion limit – Vol-% 0,6 Upper explosion limit – Vol-% 6,5 Updated in March 2019 The above values may vary within the commercial limits. -

Barrier Repair Products
16 Aesthetic Dermatology S KIN & ALLERGY N EWS • December 2008 C OSMECEUTICAL C RITIQUE Barrier Repair Products old atmospheric temperatures lead lipid precursors integrate into ceramide Other frequently used occlusive ingre- Moisturizers,” Baton Roca, Fla.:CRC to lower humidity. In such condi- biosynthetic pathways in the epidermis, dients include beeswax, dimethicone, Press, 2000, p. 217). The high-glycerin Ctions, water is more likely to evap- augmenting SC ceramide levels and thus grapeseed oil, lanolin, paraffin, propylene products were found to be superior to all orate from the skin, particularly in indi- ameliorating barrier integrity. glycol, soybean oil, and squalene (“Atlas of the other products tested because they viduals with an impaired skin barrier. Cosmetic Dermatology,” New York: rapidly restored dry skin to normal hy- With the arrival of winter, a discussion of Cholesterol Churchill Livingstone, 2000, p. 83). dration levels and helped prevent a return the importance of the skin barrier and Most cholesterol is synthesized from ac- Significantly, occlusives are effective only to dryness for a longer period than the oth- how to repair it is appropriate. Notably, etate in cells such as the keratinocytes, al- when they coat the skin; upon removal, er formulations, even those containing cosmeceutical barrier repair products have though basal cells can also absorb choles- TEWL returns to its previous level. Oc- petrolatum. Of note, glycerin is included an important role to play. terol from the circulation. Cholesterol clusives -

The Role of Nanoparticles in Lubricants; Performing Lubricated and Dry Friction Tests
FELLOWSHIP RESEARCH The Role of Nanoparticles in Lubricants; Performing Lubricated and Dry Friction Tests Hamed Ghaednia* and Dr. Robert L. Jackson (Advisor) Auburn University, Department of Mechanical Engineering, Auburn, Ala. *Ford Motor Co., Powertrain Research and Advanced Engineering Group, Dearborn, Mich. Editor’s Note: This month TLT profiles the 2014 recipient of The E. Elmer Klaus Fellowship, Hamed Ghaednia (Auburn University). The Klaus Fellowship, along with The E. Richard Booser Scholarship, are awarded annually to graduate and undergraduate students, respectively, who have an interest in pursuing a career in tribology. As a requirement for receiving an STLE scholarship, students are given the opportunity to participate in a tribology research project and to submit a report summarizing their research. Hamed Ghaednia graduated with a bachelor’s of science degree in mechanical and chemical INTRODUCTION engineering and a master’s of science degree Nanoparticles when suspended in in mechanical engineering from the Tehran a lubricant can infiltrate small gaps Polytechnic. He recently received his between rough surfaces in contact doctorate in mechanical engineering, with and alter the contact’s tribological an emphasis in tribology, from Auburn performance. Hence, nanoparticles University’s Samuel Ginn College of offer an alternative approach to Engineering’s tribology and lubrication lubrication by introducing third body science minor program. He is currently entities directly into the contact. The working as a tribology research engineer ability of nano-sized particles to pass at the Ford Motor Co. in the Powertrain through conventional filters, penetrate Research and Advanced Engineering Group. into contacts that larger particles You can reach him at [email protected]. -
![Jojoba (Simmondsia Chinensis [Link], Schneider) (Merck) Solvent System: 1](https://docslib.b-cdn.net/cover/8320/jojoba-simmondsia-chinensis-link-schneider-merck-solvent-system-1-588320.webp)
Jojoba (Simmondsia Chinensis [Link], Schneider) (Merck) Solvent System: 1
1286 Notizen Composition of Phospholipids in Seed Oil of refluxing for 2 h. TLC: TLC plates silica gel 60 Jojoba (Simmondsia chinensis [Link], Schneider) (Merck) Solvent system: 1. benzene for separation of wax esters and phos Paul-Gerhard Gülz and Claudia Eich pholipids Botanisches Institut der Universität zu Köln, Gyrhofstr. 15, 2. chloroform/methanol/water (70:30:4) or D-5000 Köln 41 3. chloroform/methanol/acetic acid (65:25:8) for Z. Naturforsch. 37 c, 1286 - 1287 (1982); separation and identification of the individual received July 21, 1982 phospholipids. Jojoba, Phospholipids, Seed Oil, Fatty Acid Composition GLC: Hewlett-Packard Model 5830 with FID and Phospholipids from Jojoba oil were isolated in amounts GC-Terminal 18 850 A; 12 m glass capillary column of 0.16%. The following phospholipids were identified: FFAP; split rate 1:8 N2; Temp.program: 140 °C - phosphatidylcholine 45%, phosphatidylethanolamine 38%, phosphatidylinositol 10% and phosphatidylglycerol 7%. The 220 °C; 4 °C/m in. fatty acid composition is similar in all individual phos pholipids. Palmitic acid and oleic acid are the dominating fatty acids. Results and Discussion Introduction In Jojoba seed oil phospholipids occur in amounts of 0.16%. The concentration of phospholipids in this Jojoba seeds consist of more than 50% of wax seed oil is low in contrast to most other oil plants esters [1—3]. The homologous series of isomeric wax with less than 2% of the total seed lipid [8, 9]. esters results from a combination of unsaturated Phospholipids (Rf 0.01) were isolated from wax fatty acids and alcohols containing double bonds esters (R{ 0.6) by TLC on plates of silica gel with exclusively in position co 9 of the alkane chains [4]. -

A Technical Glance on Some Cosmetic Oils
European Scientific Journal June 2014 /SPECIAL/ edition vol.2 ISSN: 1857 – 7881 (Print) e - ISSN 1857- 7431 A TECHNICAL GLANCE ON SOME COSMETİC OİLS Kenan Yildirim, PhD Department of Fiber and Polymer Engineering Faculty of Natural Sciences, Architecture and Engineering,Bursa Technical University Bursa, Turkiye A. Melek Kostem, MSc Tübitak-Butal Bursa Test and Analysis Laboratory, Bursa Turkiye Abstract The properties of molecular structure, thermal behavior and UVA protection of 10 types of healthy promoting oils which are argania, almond, apricot seed, and jojoba, wheat germ, and sesame seed, avocado, cocoa, carrot and grapes seed oils were studied. FT-IR analysis was used for molecular structure. DSC analysis was used for thermal behavior and UV analysis was used for UV, visible and IR light absorption. Molecular structure and thermal behavior of avocado and cocoa are different from the others. Contrary to the spectra of avocado and cocoa on which the peaks belongs to carboxylic acid very strong, the spectra of the others do not involve carboxylic acid strong peaks. Almond, wheat germ and apricot seed oil absorb all UVA before 350 nm wave length. The UV protection property of grapes seed and cocoa is very well. Protection of wheat germ, almond and apricot seed oils to UVA is well respectively. Absorption of IR rate change from 7% to 25% for carrot, apricot seed, wheat germ, argania, avocado and grapes seed respectively. Keywords: Cosmetic oils, thermal behavior, molecular structure, UV protection Practical applications Except avocado and cocoa oils the others may be used for production of inherently UV protection yarn. This type of yarn can be used for producing UV protection clothes. -
Lubricating Oil Composition and Additive Therefor Having Improved Wear Properties
(19) TZZ ¥_T (11) EP 2 949 738 A1 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.: 02.12.2015 Bulletin 2015/49 C10M 141/10 (2006.01) (21) Application number: 15170007.7 (22) Date of filing: 31.05.2015 (84) Designated Contracting States: (72) Inventors: AL AT BE BG CH CY CZ DE DK EE ES FI FR GB • Lagona, Jason A. GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO Richmond, VA 23225 (US) PL PT RO RS SE SI SK SM TR • Loper, John T. Designated Extension States: Richmond, VA 23233 (US) BA ME Designated Validation States: (74) Representative: Dunleavy, Kevin James MA Mendelsohn, Drucker & Dunleavy, P.C. p/o De Vries & Metman (30) Priority: 30.05.2014 US 201462005135 P Overschiestraat 180 01.05.2015 US 201514701899 1062 XK Amsterdam (NL) (71) Applicant: Afton Chemical Corporation Richmond, Virginia 23219 (US) (54) LUBRICATING OIL COMPOSITION AND ADDITIVE THEREFOR HAVING IMPROVED WEAR PROPERTIES (57) A compression-ignited engine lubricant and a compound or anhydride thereof, and optionally, (iv) a method for reducing engine wear. The lubricant includ- nonaromatic dicarboxylic acid or anhydride, wherein the ing, (a) a base oil; (b) oleamide; (c) zinc dihydrocarbyl hydrocarbyl group of the hydrocarbyl-dicarboxylic acid dithiophosphate; and (d) a functionalized dispersant. The or anhydride has a number average molecular weight of functionalized dispersant is made by reacting together greater than 1800 Daltons as determined by gel perme- (i) a hydrocarbyl-dicarboxylic acid or anhydride, (ii) a ation chromatography. polyamine, (iii) a dicarboxylcontaining fused aromatic EP 2 949 738 A1 Printed by Jouve, 75001 PARIS (FR) EP 2 949 738 A1 Description RELATED APPLICATION 5 [0001] This application claims priority to provisional application Serial No. -

Though Nutritional Studies of Fats Or Oils Have Already Been Carried Out
60 [Vo1. 9 Nutritive Value of Sperm Whale Oil and Finback Whale Oil. By Yoshikazu SAHASHI. (Received February 10, 1933.) Though nutritional studies of fats or oils have already been carried out by many investigators, little is yet attempted in the feeding experiments with such oils as sperm whale oil which contains a large amount of waxes. The present author, therefore, carried some feeding experiments of rats with synthetic diets containing large amounts of the oils obtained from sperm whale (Physeter macrocephalusL. ) and finback whale (Balaenopteraphysalus L. ) for the purpose of contributing something to this nutrition problem. Through the previous work of M. Tsujimoto(1) and Y. Toyama(2), the chemical properties of the oils prepared from sperm whale and finback whale have already been determined as follows: The sperm whale oils consisted chiefly of mixed waxes. The unsaponifi able matter (wax alcohols) contains cetyl alcohol and oleic alcohol in nearly equal proportion. Small amounts of octadecyl and tetradecyl alcohol appear to be present. The total percentage of cholesterol was found to be 0.18•“ of the sperm oil. The fatty acids consisted of about 19•“ solid and about 81% of liquid acids. Among the solid (saturated) acids palmitic and miristic have been identified. A small quantity of caprylic or capric acids was also present. The liquid (unsaturated) acid consisted mainly of the oleic acids series: physetoleic and oleic acids. Not more than 1% of highly unsaturat ed acids was also present. On the contrary, the finback whale oils contained fatty acids of the same composition which occur in other animal or vegetable Nos.