Propulsion Shafting Alignment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Orientation Sheet for Horizon Updated: 2017-Apr-21
Orientation Sheet for Horizon Updated: 2017-Apr-21 General • All voyages should be documented in the ship’s log book. Report any damage or deficiencies to [email protected] and to boat manager [email protected] / 410-203-2673 Specifications Registration #: MD 5596 AC Hull#: XLY 595267 Make: Islander 36 Year: 1977 Engine: Perkins 4.108; 4-cyl Diesel 48-HP Displacement: 13,450 lbs Draft: 5’ 02” Mast Height Fuel Capacity: 30 gal. Holding tank: 18 gal. (from waterline): 52’ 06” Water Capacity: 54 gal. 2 tanks, below Salon Settees LOA: 36’ 08" Batteries: House battery 1 and 2 (Starboard lazaret) LWL: 28’ 25” Starting Battery (under companionway steps) Beam: 11’ 17” Sails: Main, Genoa on furler, staysail with boom Safety Equipment First Aid Kit: Drawer port side Rescue Sling: Stern Rail PFDs: V-berth Fire Extinguishers: (2) – Starboard side cabin, Port quater berth Day/Night Flares: Aerial & Hand-held – Drawer port side above seats in salon Sounds (Horn, Bell & Whistle): Drawer port side above seats in salon Auto-Switched Bilge Pump: Wired directly to House Battery (must be switched to Auto when leaving boat). The switch is located on the starboard side inside the cabin above the galley sink Old Bilge Pump: Wired to Electric Panel on the engine compartment wall (manual mode only). Do not use this pump unless the other one is not working. Manual Bilge Pump: Cockpit Port side (handle located in drawer port side above seats) Anchors: Danforth (35 lbs) bow; Rode: 15’ of chain & 150’ of line (marked every 30’) Thru-hulls/Sea-cocks: Engine -

Gannet Electronics
Gannet Electronics A Summary of the Electronic Equipment Fitted to early Model R.A.N Gannet A.S.1 Aircraft Prepared by David Mowat Ex-L.R.E.M.(A) 21st. August 2003 Page 1 Page 2 GANNET ELECTRONIC EQUIPMENT Introduction The ‘Heart’ of the Gannet as a Weapons System was its Electronic Equipment. It contained a comprehensive range of electronic equipment to enable it to perform the various roles for which it was designed. Its Primary Role was to detect, locate, and destroy enemy submarines. For this Role, the Aircraft was fitted with a Search Radar and Sonobuoy Systems. Other electronic systems were also installed for Communications, both internal and external, and Navigation. The various equipments were allocated an ‘Aircraft Radio Installation’ (ARI) number, which specified the actual equipment used in each installation. These may vary between aircraft depending on the role that the particular aircraft was to perform. A cross- reference List of ARI’s is shown at Appendix ‘A’. The various equipments can be grouped into four major categories as follows: a.! Communications b.! Navigation c.! Warfare Systems d.! Stores Communications Equipment The Communications Equipment was used to enable the crew to talk to each other (internal communications) and other aircraft, ships or bases (external communications). They are as follows: a.! Audio Amplifier Type A1961 The Type A1921 was used to amplify the Microphone outputs from the three crew members and feed it back into the earphones. It was located on the port side of the rear cockpit at about seat height just forward of the Radio Operator. -

19750827-0 DC-3 5Y-AAF.Pdf
1 CAV/ACC/24/75 ACCIDENT IUVESTIGATION BRANCH CIVIL AIRCRAFT ACCIDEiiT Report on the Accident to Douglas DC-3 Aircraft Registration number 5Y-AAF which occurred on the 27th August,1975 At 0922 hours, at Mtwara Airport, Tanzania. E A S T A F R I CAN C 0 M M U NIT Y AOCIDEwr REPORT AOCIDE:~T INVESTIGATIOn BRAl'WH 'CIVIL ACCIDENT REPORT CAV/ACC/24/75 AIRCRAFT TYPE 8; HEGISTRATION: Douglas DC-::- 5Y-l~ ENGINE: Pratt & \filii tney R1830-90D REGISTERED OWlIJ]~R & OPERATOR: East African Airways Corporation, P.O. Box 19002, NAIROBI, Kenya. CREVf: CAPTAIN Gabriel Sebastian Turuka ) ) Uninjured FIJ:1ST OFFICER Steven Robert Wegoye ) PASSENGER: Sixteen - Uninjured. PLACE OF ACCIDEHT: ~,1twara Airport, Tanzania. DATE AND T1MB: 27th August, 1975, 0922 hours. ALL rrU'lES IN THIS REPORT ARE G.1VI. T. SUMMARY The aircraft was operating East African Airways Service flight number EC037 from Dar es Salaam to Nachingmea with an unscheduled refuelling stop at I1twara with 3 crew and 16 passengers on board. The flight from Dar es Salaam was uneventful and an approach and landing was made onto runway 19. After touch down the aircraft swung to the left and then to the right, after which it left the runway where both main landing gear assys collapsed causing substantial daLage to the centre section and nacelle structure. The report concludes that the most probable cause of the accident was the failure of the pilot to initiate corrective action to prevent the aircraft from turning off the runway. 1.1 HISTORY OF THE FLIGHT: The aircraft departed Dar es Salaam with three crew and 16 passengers. -

Drivetrain 17 36 30 30 31 32 32 33 35 37 38 39 39 40 40 41 41 41 41 41 40 36-40
B Drivetrain ............................... 18 to 41 Drivetrain Struts Main .............................................................................18-19 Self-aligning gland type (with space) ................................. 30 Intermediate ...................................................................... 18 Heavy duty ..................................................................... 30 Sailboat ............................................................................. 19 Studs .................................................................................. 31 Port and starboard ............................................................ 20 Tournament (with space) ................................................ 32 Vee .................................................................................... 21 Self-aligning gland type (without space) ............................ 32 Universal ........................................................................... 21 Spud type Adjustable ....................................................................22-23 Tournament water cooled ............................................... 33 Cut off type ..................................................................... 22 Right hand thread ........................................................... 35 Swivel type ..................................................................... 23 Shaft logs..........................................................................36-40 Strut bolts ............................................................................. -

Bureau of Air Safety Investigation Report Basi
BUREAU OF AIR SAFETY INVESTIGATION REPORT BASI Report B/916/1017 Bell 214ST Helicopter VH-HOQ Timor Sea Latitude 12° 30' south Longitude 124° 25' east 22 November 1991 Bureau of Air Safety Investigation /i.:V Transport and Healonaf Development Department of Transport and Communications Bureau of Air Safety Investigation ACCIDENT INVESTIGATION REPORT B/916/1017 Bell 214ST Helicopter VH-HOQ Timor Sea Latitude 12° 30' south Longitude 124° 25' east 22 November 1991 Released by the Director of the Bureau of Air Safety Investigation under the provisions of Air Navigation Regulation 283 Bureau of Air Safety Investigation When the Bureau makes recommendations as a result of its investigations or research, safety, (in accordance with our charter), is our primary consideration. However, the Bureau fully recognises that the implementation of recommendations arising from its investigations will in some cases incur a cost to the industry. Consequently, the Bureau always attempts to ensure that common sense applies whenever recommendations are formulated. BASI does not have the resources to carry out a full cost- benefit analysis of every recommendation. The cost of any recommendation must always be balanced against its benefits to safety, and aviation safety involves the whole community. Such analysis is a matter for the CAA and the industry. ISBN 0642 193959 June 1993 This report was produced by the Bureau of Air Safety Investigation (BASI), PO Box 967, Civic Square ACT 2608. The Director of the Bureau authorised the investigation and the publication of this report pursuant to his delegated powers conferred by Air Navigation Regulations 278 and 283 respectively. -

WO 2015/012935 A2 29 January 2015 (29.01.2015) P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2015/012935 A2 29 January 2015 (29.01.2015) P O P C T (51) International Patent Classification: Bart Dean [US/US]; 2691 Daunet Ave., Simi Valley, Cali B64C 27/26 (2006.01) B64C 27/54 (2006.01) fornia 93065 (US). PARKS, William Martin [US/US]; B64C 5/02 (2006.01) B64C 39/02 (2006.01) 2805 North Woodrow Ave., Simi Valley, California 93065 B64C 9/00 (2006.01) G05D 1/08 (2006.01) (US). GANZER, David Wayne [US/US]; 4607 Kleberg B64C 25/00 (2006.01) B64C 29/00 (2006.01) St., Simi Valley, California 93063 (US). FISHER, Chris¬ topher Eugene [US/US]; 4 1 Los Vientos Dr., Thousand (21) International Application Number: Oaks, California 91320 (US). MUKHERJEE, Jason Sid- PCT/US20 14/036863 harthadev [US/US]; 605 Muirfield Ave., Simi Valley, (22) International Filing Date: California 93065 (US). KING, Joseph Frederick 5 May 2014 (05.05.2014) [US/US]; 10540 Gaviota Ave., Granada Hills, California 91344 (US). (25) Filing Language: English (74) Agent: DAWSON, James K.; 1445 E. Los Angeles Ave., English (26) Publication Language: Suite 108, Simi Valley, California 93065-2827 (US). (30) Priority Data: (81) Designated States (unless otherwise indicated, for every 3 May 2013 (03.05.2013) 61/819,487 US kind of national protection available): AE, AG, AL, AM, (71) Applicant: AEROVIRONMENT, INC. [US/US]; 181 W . AO, AT, AU, AZ, BA, BB, BG, BH, BN, BR, BW, BY, Huntington Drive, Suite 202, Monrovia, California 91016 BZ, CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, (US). -
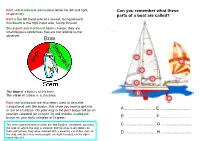
Sailing Terms Into the Wind, but We Can Start Sailing from About 30 Degrees Away from the Wind
Port and starboard are nautical terms for left and right, Can you remember what these respectively. parts of a boat are called? Port is the left-hand side of a vessel, facing forward. Starboard is the right-hand side, facing forward. Since port and starboard never change, they are unambiguous references that are not relative to the observer. Bow The bow of a boat is at the front The stern of a boat is at the back Port and starboard are also terms used to describe navigational aids like buoys, that show you how to get into A …...................... E …...................... or out of a harbour. On your way in the port buoys will be on your left coloured (or at night, lit) red and the starboard buoys on your right coloured or lit green. B …...................... F …...................... The term starboard derives from the Old English 'steorbord', meaning C …...................... G …...................... the side on which the ship is steered. Before ships had rudders on their centrelines, they were steered with a steering oar at the stern of D …...................... H …...................... the ship and, because more people are right-handed, on the right- hand side of it. When we're sailing a boat we always want to know An introduction to where the wind is coming from. We can't sail straight sailing terms into the wind, but we can start sailing from about 30 degrees away from the wind. Each 'point of sail' has a When you first come out sailing you'll discover a whole name according to the angle away from the wind. -
Trawl Positioning System User Guide
Trawl Positioning System User Guide Contents | ii Contents Legal................................................................................................. 5 History...........................................................................................................................................................................5 Copyright......................................................................................................................................................................6 Disclaimer....................................................................................................................................................................6 Introduction and Presentation..........................................................7 Introduction................................................................................................................................................................ 7 Applications.................................................................................................................................................................8 Safety Guidelines..................................................................................................................................................... 11 About Trawl Positioning...................................................................................................................................... 12 About Spread Sensors.......................................................................................................................................... -

Bayesian Sensitivity Analysis of Flight Parameters in a Hard-Landing Analysis Process
This is a repository copy of Bayesian Sensitivity Analysis of Flight Parameters in a Hard-Landing Analysis Process. White Rose Research Online URL for this paper: http://eprints.whiterose.ac.uk/121812/ Version: Accepted Version Article: Sartor, P., Becker, W., Worden, K. orcid.org/0000-0002-1035-238X et al. (2 more authors) (2016) Bayesian Sensitivity Analysis of Flight Parameters in a Hard-Landing Analysis Process. Journal of Aircraft, 53 (5). pp. 1317-1331. ISSN 0021-8669 https://doi.org/10.2514/1.C032757 Reuse Unless indicated otherwise, fulltext items are protected by copyright with all rights reserved. The copyright exception in section 29 of the Copyright, Designs and Patents Act 1988 allows the making of a single copy solely for the purpose of non-commercial research or private study within the limits of fair dealing. The publisher or other rights-holder may allow further reproduction and re-use of this version - refer to the White Rose Research Online record for this item. Where records identify the publisher as the copyright holder, users can verify any specific terms of use on the publisher’s website. Takedown If you consider content in White Rose Research Online to be in breach of UK law, please notify us by emailing [email protected] including the URL of the record and the reason for the withdrawal request. [email protected] https://eprints.whiterose.ac.uk/ Sartor, P. N., Becker, W., Worden, K., Schmidt, R. K., & Bond, D. (2016). Bayesian Sensitivity Analysis of Flight Parameters in a Hard Landing Analysis Process. Journal of Aircraft, 53(5), 1317-1331. -
Table of Contents
DOT/FAA/AR-07/38 Investigation of Limit Design Air Traffic Organization Operations Planning Lateral Ground Maneuver Load Office of Aviation Research and Development Washington, DC 20591 Conditions June 2007 Final Report This document is available to the U.S. public through the National Technical Information Service (NTIS), Springfield, Virginia 22161 U.S. Department of Transportation Federal Aviation Administration NOTICE This document is disseminated under the sponsorship of the U.S. Department of Transportation in the interest of information exchange. The United States Government assumes no liability for the contents or use thereof. The United States Government does not endorse products or manufacturers. Trade or manufacturer's names appear herein solely because they are considered essential to the objective of this report. This document does not constitute FAA certification policy. Consult your local FAA aircraft certification office as to its use. This report is available at the Federal Aviation Administration William J. Hughes Technical Center’s Full-Text Technical Reports page: actlibrary.tc.faa.gov in Adobe Acrobat portable document format (PDF). Technical Report Documentation Page 1. Report No. 2. Government Accession No. 3. Recipient's Catalog No. DOT/FAA/AR-07/38 4. Title and Subtitle 5. Report Date INVESTIGATION OF LIMIT DESIGN LATERAL GROUND MANEUVER June 2007 LOAD CONDITIONS 6. Performing Organization Code 7. Author(s) 8. Performing Organization Report No. E. Finn1, R. Gleich2, K. Green2, R. Saccarelli2, and M. Szot2 9. Performing Organization Name and Address 10. Work Unit No. (TRAIS) 1Emil Finn & Associates Pty. Ltd. 2L-3 Communications, Titan Group 1 Clanalpine Street 65 W Street Road Mosman, New South Wales Warminster, PA 18974 USA 11. -

Service Letter Number 134 Title: Twin Otter/13000 Lower Bow Strut Fitting Life Limit By: K
WIPLINE FLOATS • SKIS • MODIFICATIONS • AIRCRAFT SALES SERVICE LETTER 134 AVIONICS • INTERIOR • MAINTENANCE • PAINT REFINISHING PAGE 1 of 4 REV: A SERVICE LETTER NUMBER 134 TITLE: TWIN OTTER/13000 LOWER BOW STRUT FITTING LIFE LIMIT BY: K. Taylor ACFT MAKE/MODEL(S): FLOAT MODEL(S): NOTE(S): APP: D. Garrett Viking DHC-6, all models 13000, seaplane and OPTIONAL COMPLIANCE RECOMMENDED FOR HIGH DATE: 27-Aug-12 amphibian CYCLE/HEAVY SEAS REV: A COMMERCIAL OPERATORS FAA APPROVAL HAS BEEN OBTAINED FOR TECHNICAL DATA IN THIS PUBLICATION THAT AFFECTS STC OR TSO DESIGN COMPLIANCE EFFECTIVITY: All Manufacturer’s Serial Number (MSN) Viking DHC-6 aircraft equipped with the Wipaire, Inc. model 13000 seaplane or amphibious floats per FAA STC SA2CH. SERVCE LETTER P/N: 1005815 for ECN 10102 COMPLIANCE: OPTIONAL FOR ALL AIRCRAFT EQUIPPED WITH STC SA2CH RECOMMENDED FOR COMMERCIAL OPERATIONS IN HIGH CYCLE AND/OR HEAVY SEAS OR OCEAN ENVIRONMENTS BACKGROUND: Lower bow strut deck attachment fittings P/N 13A02030-006 have exhibited cracking between 5200 and 6800 hrs in service on two DHC-6 aircraft equipped with model 13000 floats. Cracks have only been observed in aircraft subject to high cycle ocean operations from 2.6 to 3.5 cycles per hour in generally rough water conditions. Cracks have been observed in one or both fitting lugs, and only on the starboard side. This service letter defines a recommended life limit for the port and starboard bow strut fitting P/N 13A02030-006 as a recommendation for operators in high cycle and/or heavy seas or ocean operations. Limits are prescribed in terms of total cycles or time in service. -

Review of Underwater Video Data Collected Around Operating Tidal
ANNEX 1 – TASK 3, THE REVIEW OF EFFECTIVENESS OF UNDERWATER VIDEO MONITORING TECHNIQUES, EQUIPMENT AND PROCESSES TO DATE Table of Contents Page 1. REVIEW OF EFFECTIVENESS OF UNDERWATER VIDEO MONITORING TECHNIQUES, EQUIPMENT AND PROCESSES - ANDRITZ HYDRO HAMMERFEST TURBINE: DETAILED TECHNICAL REVIEW 1 1.1 Introduction 1 1.2 Approach 1 1.3 Overview of dataset 1 1.4 Assessment 2 1.4.1 Planning and design 2 1.4.2 Data collection 4 1.4.3 Powering of equipment, transmission of data and data storage 6 1.4.4 Video data review and analysis 6 1.5 Summary of findings 7 2. ANDRITZ HYDRO HAMMERFEST TURBINE: ESTIMATED CAMERA POSITIONS OF VIEW 11 2.1 Camera schematic layout 11 2.1.1 Camera 1 (on TTG 3 only as Camera 1 on TTG 2 was faulty): 11 2.1.2 Camera 2 11 2.1.3 Camera 3 11 3. REVIEW OF EFFECTIVENESS OF UNDERWATER VIDEO MONITORING TECHNIQUES, EQUIPMENT AND PROCESSES - SCOTRENEWABLES SR2000 TIDAL TURBINE: DETAILED TECHNICAL REVIEW 15 3.1 Introduction 15 3.2 Approach 15 3.3 Overview of dataset 15 3.4 Assessment 16 3.4.1 Planning and design 16 3.4.2 Data collection 16 3.4.3 Powering of equipment, transmission of data and data storage 24 3.4.4 Video data review and analysis 24 3.5 Summary of findings 26 4. REVIEW OF EFFECTIVENESS OF UNDERWATER VIDEO MONITORING TECHNIQUES, EQUIPMENT AND PROCESSES - VOITH HYDRO HYTIDE TIDAL TURBINE: DETAILED TECHNICAL REVIEW 30 4.1 Introduction 30 4.2 Approach 30 4.3 Overview of dataset 30 4.4 Assessment 31 4.4.1 Planning and design 31 4.4.2 Data collection 32 4.4.3 Powering of equipment, transmission of data and data