BRAKE SYSTEM DESIGN OPTIMIZATION Volume II: Supplemental Data
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Design Development and Performance Evaluation of Hybrid Exhaust Gas Operated Air Brake System for Automobiles
Vol-5 Issue-2 2019 IJARIIE-ISSN(O)-2395-4396 Design Development and performance evaluation of Hybrid _Exhaust gas operated air brake system for automobiles HEMANT PAWAR, PROF. G.K.WABLE, PROF. S.P. GODASE, PANKAJ PATIL SHREE RAMCHANDRA COLLEGE OF ENGINEERING PUNE Abstract In this braking system, exhaust gas from the IC engines is used to operate air brake in the automobiles. Air brake is most used braking system in vehicles. In the proposed model, instead of air brake, exhaust gas is used to operate the brake lever. Exhaust gas from engine is stored in a specially designed pneumatic tank. This exhaust gas pressure is used to operate the pneumatic cylinder and brake lever. The secondary system used will be a thermoelectric generator used to charge a 12 volt battery and the a DC compressor will be used to further pressure rise the exhaust air tank and thus the system will be dual mode operation hence it is termed as hybrid . This study can be extended for diesel engines and petrol engines. The main aim of this project is to reduce the work loads of the engine drive to operate the air compressor. In this project pressurized air from the D.C compressor and from the exhaust will be used to operate the pneumatic brake Introduction : In this braking system, exhaust gas from the IC engines is used to operate air brake in the automobiles. Air brake is most used braking system in vehicles. In the proposed model, instead of air brake, exhaust gas is used to operate the brake lever. -
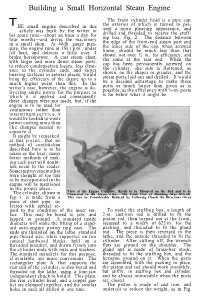
Building a Small Horizontal Steam Engine
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

Federal Railroad Administration Office of Safety Headquarters Assigned Accident Investigation Report HQ-2006-88
Federal Railroad Administration Office of Safety Headquarters Assigned Accident Investigation Report HQ-2006-88 Union Pacific Midas, CA November 9, 2006 Note that 49 U.S.C. §20903 provides that no part of an accident or incident report made by the Secretary of Transportation/Federal Railroad Administration under 49 U.S.C. §20902 may be used in a civil action for damages resulting from a matter mentioned in the report. DEPARTMENT OF TRANSPORTATION FRA FACTUAL RAILROAD ACCIDENT REPORT FRA File # HQ-2006-88 FEDERAL RAILROAD ADMINISTRATION 1.Name of Railroad Operating Train #1 1a. Alphabetic Code 1b. Railroad Accident/Incident No. Union Pacific RR Co. [UP ] UP 1106RS011 2.Name of Railroad Operating Train #2 2a. Alphabetic Code 2b. Railroad Accident/Incident N/A N/A N/A 3.Name of Railroad Responsible for Track Maintenance: 3a. Alphabetic Code 3b. Railroad Accident/Incident No. Union Pacific RR Co. [UP ] UP 1106RS011 4. U.S. DOT_AAR Grade Crossing Identification Number 5. Date of Accident/Incident 6. Time of Accident/Incident Month Day Year 11 09 2006 11:02: AM PM 7. Type of Accident/Indicent 1. Derailment 4. Side collision 7. Hwy-rail crossing 10. Explosion-detonation 13. Other (single entry in code box) 2. Head on collision 5. Raking collision 8. RR grade crossing 11. Fire/violent rupture (describe in narrative) 3. Rear end collision 6. Broken Train collision 9. Obstruction 12. Other impacts 01 8. Cars Carrying 9. HAZMAT Cars 10. Cars Releasing 11. People 12. Division HAZMAT Damaged/Derailed HAZMAT Evacuated 0 0 0 0 Roseville 13. Nearest City/Town 14. -

AIR BRAKE and TRAIN HANDLING RULES—April 7, 2010 (Revised 8/27/10)9/1/11)
BNSF Railway Safety Vision Air Brake and We believe every accident or injury is preventable. Train Handling Rules Our vision is that BNSF Railway will operate free of accidents and injuries. BNSF Railway will achieve this vision through: No. 5 A culture that makes safety our highest priority and provides continuous self-examination as to the effectiveness of our safety process and performance... In Effect at 0001 Central, Mountain and Pacific A work environment, including the resources and tools, that is safe and accident-free where all Continental Time known hazards will be eliminated or safe-guarded... April 7, 2010 Work practices and training for all employees that make safety essential to the tasks we (Including revisions through perform... September 1, 2011) An empowered work force, including all employees, that takes responsibility for personal safety, the safety of fellow employees, and the communities in which we serve. This version contains the following revised, deleted or added pages: May 21, 2010: 11, 12. October 1, 2010: 115, 116. October 29, 2010: 111, 112. December 14, 2010: 125, 126. March 1, 2011: 9, 10, 53, 54, 113, 114. September 1, 2011: Title Page, 2, 43, 44, 49, 50. 2 AIR BRAKE AND TRAIN HANDLING RULES—April 7, 2010 (Revised 8/27/10)9/1/11) 101.9 Control Switches ................................................ 29 Table of Contents 101.10 Locomotive Safety Devices ................................ 29 100.0 Train Air Brake Tests and Inspections .... 5 101.10.1 Cab Signal Equipment-Foreign Locomotives ...................................... 29 100.1 Compliance with FRA Regulations ..................... 5 101.11 Operative Speed Indicator ................................. 29 100.2 Safety Inspection of Freight Cars ...................... -

Knorr-Bremse Expands Its Commercial Vehicle Powertrain Busi- Ness with Engine Air Management Solutions
Press Release Munich, June 20, 2016 Knorr-Bremse expands its commercial vehicle powertrain busi- ness with engine air management solutions Acquisition of UK-based GT Group strengthens Knorr-Bremse’s market posi- tion in Europe and North America Knorr-Bremse is to take over GT Group based in Peterlee (County Durham, UK) thereby reinforcing its competitive position in the engine air management sector. The parties have agreed not to disclose the purchase price. The acquisition is subject to approval by the anti-trust authorities. GT Group’s core business is the development and manufacturing of EGR valves and ex- haust brakes for diesel engines used in the commercial vehicle sector. The owner-managed company with around 250 employees operates four locations in the Peterlee area and ranks in both product segments amongst the worldwide market leaders. “The strategic fit of GT Group to Knorr-Bremse and the strong position of our combined businesses will enable us to meet the needs of our worldwide customers regarding the emission-compliant operation of diesel engines even more comprehensively,” explains Dr. Peter Laier, Member of the Executive Board of Knorr-Bremse AG, responsible for the Commercial Vehicle Systems Division. “We access in-depth know-how in new technologies as GT’s mechatronic exhaust valves complement Knorr-Bremse’s existing product portfolio in Asia. Therefore we are planning a close engineering collaboration especially between GT Emissions Systems and our subsid- iaries in Japan and China. Together with the GT Group we are aiming to grow in new re- gions and strengthen our market position in Europe and North America. -

Bilevel Rail Car - Wikipedia
Bilevel rail car - Wikipedia https://en.wikipedia.org/wiki/Bilevel_rail_car Bilevel rail car The bilevel car (American English) or double-decker train (British English and Canadian English) is a type of rail car that has two levels of passenger accommodation, as opposed to one, increasing passenger capacity (in example cases of up to 57% per car).[1] In some countries such vehicles are commonly referred to as dostos, derived from the German Doppelstockwagen. The use of double-decker carriages, where feasible, can resolve capacity problems on a railway, avoiding other options which have an associated infrastructure cost such as longer trains (which require longer station Double-deck rail car operated by Agence métropolitaine de transport platforms), more trains per hour (which the signalling or safety in Montreal, Quebec, Canada. The requirements may not allow) or adding extra tracks besides the existing Lucien-L'Allier station is in the back line. ground. Bilevel trains are claimed to be more energy efficient,[2] and may have a lower operating cost per passenger.[3] A bilevel car may carry about twice as many as a normal car, without requiring double the weight to pull or material to build. However, a bilevel train may take longer to exchange passengers at each station, since more people will enter and exit from each car. The increased dwell time makes them most popular on long-distance routes which make fewer stops (and may be popular with passengers for offering a better view).[1] Bilevel cars may not be usable in countries or older railway systems with Bombardier double-deck rail cars in low loading gauges. -

A Review Paper on Drum Brake
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-ISSN: 2278-1684,p-ISSN: 2320-334X, Volume 18, Issue 3 Ser. II (May – June 2021), PP 48-51 www.iosrjournals.org A review paper on Drum brake Shubhendra Khapre1 Dr. Rajesh Metkar2 1Dept. of Mechanical Engg, GCOEA 2Prof. Dept. of Mechanical Engg, GCOEA Abstract: In the automobile, there is a most common and important factor is safety like, braking system, airbags, good suspension, good handling, and safe cornering, etc. from the all safety system the most important and critical system is a brake system. A brake is a mechanical device that inhibits motion. A drum brake is a brake that uses friction caused by a set of shoes or pads that press against a rotating drum-shaped part called a brake drum. In this paper, we have studied the brake shoe of motor vehicles. A brake shoe is the part of a braking system which carries the brake lining in the drum brakes used on automobile or brake block in train brakes and bicycle brakes. A brake shoe is also known as a device which can be slow down railroad cars. Keywords: Breaking system, Suspension, Brake shoe, Brake lining. --------------------------------------------------------------------------------------------------------------------------------------- Date of Submission: 02-06-2021 Date of Acceptance: 15-06-2021 --------------------------------------------------------------------------------------------------------------------------------------- I. Introduction We know about the braking system, there are few types of brakes like a drum brake, disc brake. The drum brake consists of backing plates, brake drum, wheel cylinder, brake pads, brake shoe, etc. The drum brake is used in various motor vehicles like passenger cars, lightweight trucks, most of the two-wheelers. -
How Understanding a Railway's Historic Evolution Can Guide Future
College of Engineering, School of Civil Engineering University of Birmingham Managing Technical and Operational Change: How understanding a railway’s historic evolution can guide future development: A London Underground case study. by Piers Connor Submitted as his PhD Thesis DATE: 15th February 2017 University of Birmingham Research Archive e-theses repository This unpublished thesis/dissertation is copyright of the author and/or third parties. The intellectual property rights of the author or third parties in respect of this work are as defined by The Copyright Designs and Patents Act 1988 or as modified by any successor legislation. Any use made of information contained in this thesis/dissertation must be in accordance with that legislation and must be properly acknowledged. Further distribution or reproduction in any format is prohibited without the permission of the copyright holder. Managing Technical & Operational Development PhD Thesis Abstract The argument for this thesis is that patterns of past engineering and operational development can be used to support the creation of a good, robust strategy for future development and that, in order to achieve this, a corporate understanding of the history of the engineering, operational and organisational changes in the business is essential for any evolving railway undertaking. It has been the objective of the author of this study to determine whether it is essential that the history and development of a railway undertaking be known and understood by its management and staff in order for the railway to function in an efficient manner and for it to be able to develop robust and appropriate improvement strategies in a cost-effective manner. -
Bewhuwcii U*& Osilt
BEWHUWCIi U*& OSiLt REPORT NO. FRA/0R&D-76/275.I % „ LOCOMOTIVE CAB DESIGN DEVELOPMENT Volume I: Analysis of Locomotive Cab Environment & Development of Cab Design Alternatives Jl J. Robinson D. Piccione G. Lamers Boeing Vertol Company P.O. Box 16858 Philadelphia PA 19142 ^A .ususa&j S'A1H O* OCTOBER 1976 INTERIM REPORT DOCUMENT IS AVAILABLE TO THE U.S. PUBLIC THROUGH THE NATIONAL TECHNICAL INFORMATION SERVICE. SPRiNOFIELO, VIRGINIA 22161 Prepared for U.S. DEPARTMENT OF TRANSPORTATION FEDERAL RAILROAD ADMINISTRATION J Office of Research and Development Washington DC 20590 A NOTICE This document is disseminated under the sponsorship of the Department of Transportation in the interest of information exchange. The United States Govern ment assumes no liability for its contents or use thereof. 'C NOTICE The United States Government does not endorse pro ducts or manufacturers. Trade or manufacturers' names appear herein solely because they are con sidered essential to the object of this report. Technical Report Documentation Page 1. Report No. 2. Government Accession No. 3. Recipient** Cafolog No. FRA/ORSD-76/275.I 4. Title and Subtitle S. Report Dole LOCOMOTIVE CAB DESIGN DEVELOPMENT October 1976 Volume I: Analysis of Locomotive Cab 6. Performing Orgonnotien Code Environment § Development of Cab Design Alternatives 8. Performing Orgonisotton Report No. Author's) Robinson, D. Piccione, G. Lamers DOT-TSC-FRA-76-22,I 9. Performing Orgcniiotion Nome and Address 10. Work Unit No. (TRAIS) Boeing Vertol Company* RR628T/R7341 11. Contract or Grant No. P.O. Box 16858 Philadelphia PA 19142 DOT-TSC-913-1 13. Type of Report ond Period Covered 12. -

Amtrak Cascades Fleet Management Plan
Amtrak Cascades Fleet Management Plan November 2017 Funding support from Americans with Disabilities Act (ADA) Information The material can be made available in an alternative format by emailing the Office of Equal Opportunity at [email protected] or by calling toll free, 855-362-4ADA (4232). Persons who are deaf or hard of hearing may make a request by calling the Washington State Relay at 711. Title VI Notice to Public It is the Washington State Department of Transportation’s (WSDOT) policy to assure that no person shall, on the grounds of race, color, national origin or sex, as provided by Title VI of the Civil Rights Act of 1964, be excluded from participation in, be denied the benefits of, or be otherwise discriminated against under any of its federally funded programs and activities. Any person who believes his/her Title VI protection has been violated, may file a complaint with WSDOT’s Office of Equal Opportunity (OEO). For additional information regarding Title VI complaint procedures and/or information regarding our non-discrimination obligations, please contact OEO’s Title VI Coordinator at 360-705-7082. The Oregon Department of Transportation ensures compliance with Title VI of the Civil Rights Act of 1964; 49 CFR, Part 21; related statutes and regulations to the end that no person shall be excluded from participation in or be denied the benefits of, or be subjected to discrimination under any program or activity receiving federal financial assistance from the U.S. Department of Transportation on the grounds of race, color, sex, disability or national origin. -
Amtrak Mechanical Department Bureau of Rolling Stock Engineering
Amtrak Mechanical Department Bureau of Rolling Stock Engineering SPECIFICATION for Diesel-Electric Passenger Locomotives PRIIA SPECIFICATION No. 305-005 AMTRAK SPECIFICATION No. 982 Revision A Release Date: July 10, 2012 Initial Release: Approved Issue Date: March 16, 2011 Approved Date PRIIA Board Member Chief Mechanical Officer Deputy Chief Mechanical Officer - Engineering Originator Originator: David Warner Originator Originator: Steve Fretwell PRIIA 305-005/Amtrak 982 Technical Specification Revision A 2 Copyright 2012 Amtrak All rights reserved Specification for PRIIA Diesel-Electric Passenger Locomotives Specification Change Sheet * Missing DCR numbers represent submitted DCRs that were not accepted for inclusion or accepted, but superseded by later DCRs. From Initial Release to Revision A ― July 10, 2012 DCR Section(s) Description 005-0001 2.1 Defined acceptable proof of compliance. Added statement that the contractor's reliability database be compatible 005-0004 3.5.1.5 with the customer's own maintenance or reliability database. 005-0005 22.0 Changed “Operator” to “Engineer” Added statement that the contractor's reliability database be compatible 005-0006 3.5.1.5 with the customer's own maintenance or reliability database. 005-0008 2.2 Defined who has to approve a change. Added overall carbody dimensions must include any antennas and any 005-0009 1.4.5 other devices mounted upon the carbody. 005-0010 18.4 Added provisions for using Velcro-like materials. 005-0011 18.18.4 Changed copper tubing to stainless steel tubing. 005-0013 2.3 Added trainset definition. 005-0014 18.18.4 Removed language referring to copper piping. 005-0015 3.4.2 Added bullet regarding proper recycling symbol marking. -

Drum Brakes Inspection & Service
Drum Brakes Inspection & Service First you must get the drum off! • Some slide right off, • Some have to be hit with a hammer. • Some have holes to install two bolts (Tighten each bolt equally) Remove A Brake Drum Use penetrant around axle hub May need to hammer floating drum Wet down inside of drum to control dust before hammering Only hammer on the axle flange! (ask to be shown) May need to adjust brake shoes inward Remove A Brake Drum For a fixed brake drum you will need to carefully adjust the wheel bearings when done! There are many tricks to removing stuck brake drums. Before you break something ASK! Understand each piece and avoid mistakes Terminology Anchor Wheel Cylinder Brake Shoes Primary Secondary Return Springs Shoe hold downs Terminology Parking Brake Strut Parking Brake Cable Self Adjusters Backing Plate (often neglected) Backing Plates Backing plates are often overlooked and usually have grooved & worn shoe support pads Be sure to thoroughly clean backing plate and lightly lube the support pads • contact points on backing plate are called a shoe pad. They should be filed flat to prevent shoes from hanging up in deep grooves or better yet just replace the backing plate. Always lube Shoe Support Tabs with a thin layer of Synthetic Disc Brake Lubricant (or suitable lube) Be careful… do not use too much. Grease on brake shoes is BIG TROUBLE! Dual-Servo or Leading-Trailing • Drum brakes on Rear Wheel drive are most often Dual Servo. • They have a Primary and Secondary brake shoe • The Primary shoe friction material is shorter and it faces the front of the vehicle Dual Servo braking action Both brake shoes will pivot Primary shoe will wedge the secondary out into the drum Primary and secondary shoe will fit backwards, but not properly work Which is the primary shoe? Where is the front of this vehicle? Dual-Servo or Leading-Trailing • Drum brakes on Front Wheel drive are most often Leading-Trailing.