Toolkraft Radial Arm Saw Model 910A Operating Instructions and Parts List
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
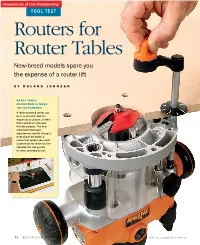
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils
Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils R. A. Lemdiasov1, R. Ludwig2 1Insight Neuroimaging Systems, Worcester, MA, United States, 2ECE Department, Worcester Polytechnic Institute, Worcester, MA, United States Introduction Over the past several years a variety of theoretical design methods for the construction of gradient coils have been developed. For instance, in [1] D. Green et al. minimize a weighted combination of power, inductance, and the square difference between actual and desired field. Representing the current as a Fourier series they find optimal coefficients that minimize the cost function. Our work is a continuation of last year’s research reported in [2]. In this paper we describe an alternative implementation of a stream function method to design gradient coils. Using this method we are able to determine the current distribution to achieve a prescribed magnetic field distribution in the Region of Interest (ROI) that is largely independent of the shape of the current-carrying surface. We will demonstrate the successful implementation of our approach as well as experimental results. Theory As mentioned above, a cost function Φ can be introduced in the form K Φ = 1 ()() ()− ()+ 2 +α ∑W rk Bz rk Bdes,z rk Boff ,z Wmagn (1) 2 k =1 () () where W r is a weight function, BZ is the z-component of the total field, Bdes,z r as well as Boff,z are the z-components of the desired and offset magnetic field, and α Wmagn is magnetic energy with being a weight coefficient. In (1), the first term denotes the square deviation of the magnetic field from the prescribed field, and the second term is the magnetic energy of the coil. -

Twin-Blade Joinery the Fast Way to Make Perfect Tenons and Tongues on the Tablesaw
Twin-Blade Joinery The fast way to make perfect tenons and tongues on the tablesaw By Paul Anthony Joinery is probably the most exacting aspect of woodworking. It’s where stock around on your tenon jig to saw the thousandths of an inch matter. No kidding. oppositecut tenons cheek. is to sawThe oneproblem cheek, with then this flip is the that If a tenon, for example, is even .004" (the any inconsistency in your stock thickness thickness of a dollar bill) thinner than translates into inconsistency in your tenon its mating mortise, the joint’s strength thickness. As you’ll see, twin-blade joinery has been compromised, no matter how solves this problem, eliminating the need to well glue appears to hold it together. Because cutting joints can be fussy and The technique is just as effective at cutting time-consuming, it makes sense to take accuratefine-tune tongues the tenon on thickness panel edges for forfinal the fitting. same reason. Although a different principle This is where twin-blade joinery comes applies, twin-blade joinery is also the perfect in.advantage By stacking of any two efficiencies identical blades where together, you can. approach to cutting double spline slots. you can reduce the time it takes to cut tenons, All the technique requires is two identical tongues, and other joints with parallel saw blades and some shop-made spacers. faces. At the same time, you’re ensuring The small expense pays off big time, as accuracy. For example, a common way to you’ll find once you try the method. -

Types of Tap
Types of Tap HAND TAPS ISO 529 These are straight flute general purpose tools which can be used for both machine or hand tapping. They are generally the most economical tool for use on production runs, but are best on materials that produce chips, or where the swarf breaks readily. Where deep holes are to be tapped, in materials which produce stringy swarf, serial taps may be needed, especially for coarse threads. ISO 529 hand taps can be supplied in sets of three; bottom, second and taper leads, or individually. BOTTOM TAPS have a chamfer (lead) of 1–2 threads, the angle of the lead being around 18 degrees per side. They are used to produce threads close to the bottom of blind holes. SECOND TAPS have a lead of 3-5 threads at 8 degrees per side. They are the most popular and can be used for through holes, or blind holes where the thread does not need to go right to the bottom. TAPER TAPS have a lead of 7-10 threads at 5 degrees per side. The taper lead distributes the cutting force over a large area, and the taper shape helps the thread to start. They can therefore be used to start a thread prior to use of second or bottom leads, or for through holes. IMPORTANT NOTE ON TERMINOLOGY! In the U.K. bottom taps are often referred to as ‘plugs’. In North America second taps are often referred to as ‘plugs’! This can easily lead to confusion. To avoid problems when ordering it is best to use the terms bottom, second and taper. -
Power Tool Guide 05J50.01
Power Tool Guide 05J50.01 The Veritas® Power Tool Guide is a collapsible straightedge that can be clamped to any material under 1" thick. The 52" tool guide (05J50.03) can be clamped across sheet material up to 52". The 8' Power Tool Guide (05J50.01), or the 48" tool guide extension (05J50.04) added to the 52" tool guide, can be clamped across sheet material up to 100". The advantage this guide has over other 8' guides is that it may be dismantled quickly and easily for cutting smaller sheet material as well as for easier storage or transport. The guide includes a pair of 1" capacity clamps that can be positioned anywhere along its length. For clamping material thicker than plywood sheets, a pair of 2" capacity clamps (05J50.09) is available separately. An optional 12" traveller (05J50.02) used in conjunction with a user-made base plate ensures that your power tool will effortlessly follow the intended line with greater safety. The utility of the traveller is further enhanced with the optional position stop (05J50.10) that clamps onto either guide rail. Figure 1: Veritas® Power Tool Guide. Safety Rules These safety instructions are meant to complement those that came with your power tool. We suggest that you reread those, in addition to these listed here before you begin to use this product. To use this product safely, always follow both sets of safety and general instructions. 1. Read the manual. Learn the tool’s applications and limitations as well as the specific hazards related to the tool. -

All-Star Router Jigs
All-Star 8Router Jigs Make your tool a multi-tasker with this problem-solving arsenal. By Joe Hurst-Wajszczuk W Cutting circles, arcs, and ovals hen I bought my first you can employ selected jigs router twenty years ago, visions to rout panels too unwieldy to of roundovers, chamfers, and safely machine on a router table. After hanging the final sheet ogees filled my head. Believing Over the next few pages, we’ll of drywall in my last shop, my the router should be saved for help you build an arsenal of drywall square found a higher edge treatments, it sat idle on hardworking router jigs, some the shelf as I struggled to build of which are fresh spins on projects with a collection of rough old, reliable classics. I tweaked carpentry tools and a rebuilt the designs and used quality radial-arm saw. Now several years materials to make a sweet and four routers later, I view the collection of precision achievers tool as a multi-tasking Swiss-army that suit several needs while knife, ready to partner with any providing years of service. With numbers of jigs and accessories. just a small investment in time Additionally, jig-mounted and materials the resulting jigs routers provide great small-shop Note:won’t Somejust look of the good, jig dimensionsthey’ll ramp Mark lines on the acrylic to solutions. You can capitalize mayup your require craftsmanship adjustments too. to indicate the bit’s location. Nip on their versatility in limited- fit your machine. See “Making the corners off the bottom space shops, performing tasks the Jigs to Fit,” page 31. -

Book-Matching Legs 1 Diagonally Opposed Legs
Tips & Tricks Switch location of Rotate remaining Book-matching legs 1 diagonally opposed legs. 2 legs 180°. When making a project with four square legs, such as the jewelry chest on page Use riftsawn stock 36, a nice visual touch is to configure the (with diagonal annular rings). legs to display book-matched grain when viewed from any side of the piece. Here’s how to do it: Begin with a square piece of riftsawn stock the length of the legs. It Triangle reference should be twice the thickness of a finished mark leg, plus about 1/4". Draw a triangle on one end, and then rip the piece into quarters to make four individual leg blanks. Using Book-matched Book-matched the triangle as a reference, reconstitute the faces faces pieces back into their original order, and number the ends as shown. Then switch the position of two diagonally placed legs, Share a Slick Tip. Win Cash or a Prize! and rotate the remaining two legs 180°. Awards Send your ideas to: Top Tip award: $250 Woodcraft Gift Card Tips & Tricks, Woodcraft Magazine, Maintaining this relationship of the legs Published illustrated tip: $125 P.O. Box 7020, Parkersburg, WV 26102-7020 on the project will create book-matched Published non-illustrated tip $75 or visit woodcraftmagazine.com and click “contact”. leg grain on each face of the piece. Important: Please include your phone number, as an editor may need to call you if your trick —Geoffrey Noden, Trenton, New Jersey is considered for publication. Published tips become the property of Woodcraft Magazine. -

BRAD POINT DOWEL DRILL Solid Carbide • 57.5Mm & 70Mm Long • 10Mm X 30Mm Shank* Special Solid Carbide Grade Cutting Flute for Long Lasting Performance
BRAD POINT BORING Carbide Tipped • 57mm Long • 10mm x 30mm Shank* Tool No. Tool No. ØD B Ød L LH RH 3mm 27mm 10mm 57mm 301003 201003 † 3.2mm 27mm 10mm 57mm 301032 201032 4mm 27mm 10mm 57mm 301004 201004 4.5mm 27mm 10mm 57mm — 201045 Brad Point Boring Bits are coated with a non-stick 5mm 27mm 10mm 57mm 301005 201005 coating for longer lasting cutting edge and tool life. This special Polytetrafluoroethylene (PTFE) non-stick color coating is 5.1mm 27mm 10mm 57mm 301051 201051 applied onto the bit at a temperature of 570° F. The coating reduces the 5.2mm 27mm 10mm 57mm 301052 201052 friction between the chip and the body inside the flute and it helps to clear 5.5mm 27mm 10mm 57mm 301055 201055 the chips out of the hole during the drilling, creating a cooler drilling area 6mm 27mm 10mm 57mm 301006 201006 with no burning and a longer lasting cutting edge. 6.5mm 27mm 10mm 57mm 301065 201065 6.7mm 27mm 10mm 57mm 301067 201067 In cases where the carbide tip cutting edges are coated, there is no need to sand the coating off before use. Once the tool starts drilling, the coating 7mm 27mm 10mm 57mm 301070 201070 is quickly cleared off the needed cutting edge. 7.5mm 27mm 10mm 57mm 301075 201075 8mm 27mm 10mm 57mm 301008 201008 d d 8.2mm 27mm 10mm 57mm 301082 201082 9mm 27mm 10mm 57mm 301090 201090 10mm 27mm 10mm 57mm 301010 201010 10.5mm 27mm 10mm 57mm 301105 201105 12mm 27mm 10mm 57mm 301012 201012 14mm 27mm 10mm 57mm 301014 201014 L L 15mm 27mm 10mm 57mm 301015 201015 16mm 27mm 10mm 57mm 301016 — B B 17mm 27mm 10mm 57mm 301017 201017 18mm 27mm 10mm 57mm 301018 201018 19mm 27mm 10mm 57mm 301019 201019 D D 20mm 27mm 10mm 57mm 301020 201020 Left Hand Right Hand 3/16 27mm 10mm 57mm 301047 — 1/4 27mm 10mm 57mm 301007 201007 3/8 27mm 10mm 57mm 301009 201009 1/2 27mm 10mm 57mm 301013 201013 † With solid carbide cutting edge. -

Dado & Accessories
20-73 pages 8-28-06 8/30/06 11:21 AM Page 63 Dado Sets & Saw Blade Accessories Dado Sets 63 Whether you’re a skilled professional or a weekend hobbiest, Freud has a dado for you. The SD608, Freud’s Dial-A-Width Dado, has a patented dial system for easy and precise adjustments while offering extremely accurate cuts. The SD300 Series adds a level of safety not found in other manufacturers’ dadoes, while the SD200 Series provides the quality of cuts you expect from Freud, at an attractive price. 20-73 pages 8-28-06 8/30/06 11:21 AM Page 64 Dial-A-Width Stacked Dado Sets NOT A 1 Loosen SD600 WOBBLE Series DADO! 2 Turn The Dial 3 Tighten Features TiCo™ High Dado Cutter Heads Density Carbide Crosscutting Blend For Maximum Performance Chip Free Dadoes In Veneered Plywoods and Laminates The Dial-A-Width Dado set performs like a stacked dado, but Recommended Use & Cut Quality we have replaced the shims with a patented dial system and HARDWOOD: with our exclusive Dial hub, ensures accurate adjustments. SOFTWOOD: Each “click” of the dial adjusts the blade by .004". The Dial- A-Width dado set is easy to use, and very precise. For the CHIP BOARD: serious woodworker, there’s nothing better. PLYWOOD: • Adjusts in .004" increments. 64 LAMINATE: • Maximum 29/32" cut width. NON-FERROUS: • Adjusts easily to right or left operating machines. • Set includes 2 outside blades, 5 chippers, wrench and Application CUT QUALITY: carrying case. (Not recommended for ferrous metals or masonry) • Does not need shims. -

Router Table
Router Table Read This Important Safety Notice To prevent accidents, keep safety in mind while you work. Use the safety guards installed on power equipment; they are for your protection. When working on power equipment, keep fingers away from saw blades, wear safety goggles to prevent injuries from flying wood chips and sawdust, wear hearing protection and consider installing a dust vacuum to reduce the amount of air- borne sawdust in your woodshop. Don’t wear loose clothing, such as neckties or shirts with loose sleeves, or jewelry, such as rings, necklaces or bracelets, when working on power equipment. Tie back long hair to prevent it from getting caught in your equipment. People who are sensitive to certain chemicals should check the chemical con- tent of any product before using it. Due to the variability of local conditions, construction materials, skill levels, etc., neither the author nor Popular Woodworking Books assumes any responsibility for any accidents, injuries, damages or other losses incurred resulting from the mate- rial presented in this book. The authors and editors who compiled this book have tried to make the con- tents as accurate and correct as possible. Plans, illustrations, photographs and text have been carefully checked. All instructions, plans and projects should be carefully read, studied and understood before beginning construction. Prices listed for supplies and equipment were current at the time of publica- tion and are subject to change. Metric Conversion Chart to convert to multiply by Inches. Centimeters. 2.54 Centimeters. Inches . 0.4 Feet. Centimeters. 30.5 Centimeters. Feet. 0.03 Yards. -

Jigs and Fixtures for the Scene Shop
Jigs and Fixtures for the Scene Shop By: John McCullough A Thesis Submitted to the faculty Of the Yale School of Drama Department of Technical Design and Production In Partial Fulfillment of the Requirements For the Degree of Master of Fine Arts in Drama From Yale University May 2009 ©2009 by John McCullough. All rights reserved. Contents Introduction 1 Jigs and Fixtures for the Scene Shop 2 What are Jigs and Fixtures? 2 Adding Jigs to a Manufacturing Process 3 How to use this Book 9 Jig and Fixture Construction 11 Safety 15 Fences and Guards 17 Featherboards 20 Push Sticks 22 Table Saw 23 Zero Clearance Plate 25 Dado Blade Width Guage 26 Template Jig 27 Multi-Angle Miter Guage 29 Tenon Jig 30 Cross-cut Sled 32 Radial Arm Saw 37 45° Miter Jig 39 Stop Block 40 Band Saw 41 Band Saw 42 Band Saw Template Jig 43 V-Block Splitter 45 V-Block Cross-cut Sled 46 Band Saw Circle Jig 47 Routers and Router Tables 49 Circle Edging Safety Board 51 Circle Jig 52 Fractionating Baseplate 53 Routing Guide 54 Circular Saw 55 Rip Fence 57 Belt-Disc Sander 59 Dowel Pointing Guide 61 Chamfer Sanding Guide 62 Jigs Around the Shop 63 Pocket Miter Box 65 Jig Blocks 66 90° Stop Block 67 Board Bender 68 Story Stick 69 The Next Step 71 Appendix A 73 Bibliography 75 INTRODUCTION 2 Jigs and Fixtures for the Scene Shop Jigs and Fixtures for the Scene Shop This thesis seeks to promote safety and effi ciency in the scene shop by presenting commonly used and popular jigs and fi xtures for the scene shop. -

Fire Before Matches
Fire before matches by David Mead 2020 Sulang Language Data and Working Papers: Topics in Lexicography, no. 34 Sulawesi Language Alliance http://sulang.org/ SulangLexTopics034-v2 LANGUAGES Language of materials : English ABSTRACT In this paper I describe seven methods for making fire employed in Indonesia prior to the introduction of friction matches and lighters. Additional sections address materials used for tinder, the hearth and its construction, some types of torches and lamps that predate the introduction of electricity, and myths about fire making. TABLE OF CONTENTS 1 Introduction; 2 Traditional fire-making methods; 2.1 Flint and steel strike- a-light; 2.2 Bamboo strike-a-light; 2.3 Fire drill; 2.4 Fire saw; 2.5 Fire thong; 2.6 Fire plow; 2.7 Fire piston; 2.8 Transporting fire; 3 Tinder; 4 The hearth; 5 Torches and lamps; 5.1 Palm frond torch; 5.2 Resin torch; 5.3 Candlenut torch; 5.4 Bamboo torch; 5.5 Open-saucer oil lamp; 5.6 Footed bronze oil lamp; 5.7 Multi-spout bronze oil lamp; 5.8 Hurricane lantern; 5.9 Pressurized kerosene lamp; 5.10 Simple kerosene lamp; 5.11 Candle; 5.12 Miscellaneous devices; 6 Legends about fire making; 7 Additional areas for investigation; Appendix: Fire making in Central Sulawesi; References. VERSION HISTORY Version 2 [13 June 2020] Minor edits; ‘candle’ elevated to separate subsection. Version 1 [12 May 2019] © 2019–2020 by David Mead All Rights Reserved Fire before matches by David Mead Down to the time of our grandfathers, and in some country homes of our fathers, lights were started with these crude elements—flint, steel, tinder—and transferred by the sulphur splint; for fifty years ago matches were neither cheap nor common.