Precision Measuring and Gaging
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -
Verification Regulation of Steel Ruler
ITTC – Recommended 7.6-02-04 Procedures and guidelines Page 1 of 15 Effective Date Revision Calibration of Micrometers 2002 00 ITTC Quality System Manual Sample Work Instructions Work Instructions Calibration of Micrometers 7.6 Control of Inspection, Measuring and Test Equipment 7.6-02 Sample Work Instructions 7.6-02-04 Calibration of Micrometers Updated / Edited by Approved Quality Systems Group of the 28th ITTC 23rd ITTC 2002 Date: 07/2017 Date: 09/2002 ITTC – Recommended 7.6-02-04 Procedures and guidelines Page 2 of 15 Effective Date Revision Calibration of Micrometers 2002 00 Table of Contents 1. PURPOSE .............................................. 4 4.6 MEASURING FORCE ......................... 9 4.6.1 Requirements: ............................... 9 2. INTRODUCTION ................................. 4 4.6.2 Calibration Method: ..................... 9 3. SUBJECT AND CONDITION OF 4.7 WIDTH AND WIDTH DIFFERENCE CALIBRATION .................................... 4 OF LINES .............................................. 9 3.1 SUBJECT AND MAIN TOOLS OF 4.7.1 Requirements ................................ 9 CALIBRATION .................................... 4 4.7.2 Calibration Method ...................... 9 3.2 CALIBRATION CONDITIONS .......... 5 4.8 RELATIVE POSITION OF INDICATOR NEEDLE AND DIAL.. 10 4. TECHNICAL REQUIREMENTS AND CALIBRATION METHOD ................. 7 4.8.1 Requirements .............................. 10 4.8.2 Calibration Method: ................... 10 4.1 EXTERIOR ............................................ 7 4.9 DISTANCE -

Barrel and Overall Length Measuring Procedure
TENNESSEE BUREAU OF INVESTIGATION Forensic Services Division Firearms/Toolmarks Standard Operating Procedures Manual Barrel and Overall Length Measuring Procedure 7.0 BARREL AND OVERALL LENGTH MEASURING PROCEDURE 7.1 Scope: One of the routine procedures conducted in a firearm examination is determining the barrel length and overall length of the firearm. 7.2 Precautions/Limitations: Accuracy is imperative to this examination. It is vitally important that the firearm examiner use calibrated measuring devices, or instruments checked against calibrated measuring devices. These measuring devices will be checked against a NIST traceable ruler prior to being placed into service. Also, care shall be taken if any object is placed down the barrel to help expedite the barrel length measurement. Only a non-marring item should be placed down the barrel. Test firing of the firearm should be performed prior to placing any item down the barrel if possible. TCA Section 39-17-1301 defines a short-barreled rifle and shotgun as having a barrel length of less than sixteen inches (16") for a rifle and eighteen inches (18") for a shotgun, or an overall firearm length of less than twenty-six inches (26"). TCA Section 39-17-1302 classifies those as prohibited weapons. This information is also included in the federal National Firearms Act, and may be located at www.atf.gov. 7.3 Related Information: 7.3.1 Firearm Examination and Classification Procedure 5 7.3.2 Safe Firearm Handling Procedure 4 7.3.3 Worksheet Appendix 1 7.3.4 Firearm Safety Appendix 3 7.3.5 Range of Conclusions Appendix 4 7.3.6 Measurement of Uncertainty Appendix 10 7.4. -
Code Description Range LIST PRICE (EUR) 1106-301 DIGITAL CALIPER
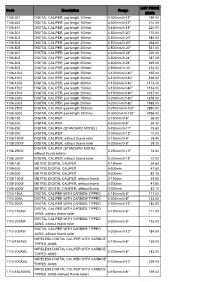
LIST PRICE Code Description Range (EUR) 1106-301 DIGITAL CALIPER, jaw length 100mm 0-300mm/0-12" 189.00 1106-302 DIGITAL CALIPER, jaw length 150mm 0-300mm/0-12" 210.00 1106-451 DIGITAL CALIPER, jaw length 100mm 0-450mm/0-18" 220.00 1106-501 DIGITAL CALIPER, jaw length 100mm 0-500mm/0-20" 170.00 1106-502 DIGITAL CALIPER, jaw length 150mm 0-500mm/0-20" 282.00 1106-503 DIGITAL CALIPER, jaw length 200mm 0-500mm/0-20" 364.00 1106-505 DIGITAL CALIPER, jaw length 300mm 0-500mm/0-20" 531.00 1106-601 DIGITAL CALIPER, jaw length 100mm 0-600mm/0-24" 220.00 1106-602 DIGITAL CALIPER, jaw length 150mm 0-600mm/0-24" 387.00 1106-603 DIGITAL CALIPER, jaw length 200mm 0-600mm/0-24" 465.00 1106-802 DIGITAL CALIPER, jaw length 150mm 0-800mm/0-32" 452.00 1106-1002 DIGITAL CALIPER, jaw length 150mm 0-1000mm/0-40" 495.00 1106-1003 DIGITAL CALIPER, jaw length 200mm 0-1000mm/0-40" 839.00 1106-1005 DIGITAL CALIPER, jaw length 300mm 0-1000mm/0-40" 1174.00 1106-1502 DIGITAL CALIPER, jaw length 150mm 0-1500mm/0-60" 1133.00 1106-1503 DIGITAL CALIPER, jaw length 200mm 0-1500mm/0-60" 1337.00 1106-2002 DIGITAL CALIPER, jaw length 150mm 0-2000mm/0-80" 1676.00 1106-2003 DIGITAL CALIPER, jaw length 200mm 0-2000mm/0-80" 1968.00 1106-2502 DIGITAL CALIPER (jaw length 150mm) 0-2500mm/0-100" 2880.00 1106-3002 DIGITAL CALIPER (jaw length 150mm) 0-3000mm/0-120" 4556.00 1108-150 DIGITAL CALIPER 0-150mm/0-6" 26.50 1108-200 DIGITAL CALIPER 0-200mm/0-8" 39.10 1108-250 DIGITAL CALIPER (STANDARD MODEL) 0-250mm/0-10" 78.60 1108-300 DIGITAL CALIPER 0-300mm/0-12" 70.00 1108-150W DIGITAL -

International Ejournals
ISSN 0976 – 1411 Available online at www.internationaleJournals.com International eJournals International eJournal of Mathematics and Engineering 211 (2013) 2075 - 2083 The Importance of Dalhousie Survey Camp for Graduate Engineering Students 1 Rajinder Singh, 2Arvind Dewangan and 3 Amarjeet Singh 1R.P.Indra Prastha Institute of Technology –RPIIT, Bastara-Karnal, Haryana INDIA. Email: [email protected] 2Civil Engineering Department, Haryana college of Technology & Management, HCTM Technical Campus Kaithal-Haryana INDIA. Email: [email protected] 3 Uraha Infra Ltd. Jodhpur-NH73 INDIA ABSTRACT: Surveying is the branch of civil engineering which deals with measurement of relative positions of an object on earth’s surface by measuring the horizontal distances, elevations, directions, and angles. Surveying is typically used to locate and measure property lines; to lay out buildings, bridges, channels, highways, sewers, and pipelines for construction; to locate stations for launching and tracking satellites; and to obtain topographic information for mapping and charting. It is generally classified into two categories: Plane surveying (for smaller areas) and Geodetic surveying (for very large areas). Surveying is the art of making suitable measurements in horizontal or vertical planes. This is one of the important subjects of civil engineering. Without taking a survey of the plot where the construction is to be carried out, the work cannot begin. Dalhousie provides all type of location in a platform . Key Words : 1.Surveying -

Moore & Wright 2016/17- Complete Catalogue
MW-2016E MW-2016E MOORE & WRIGHT Moore & Wright - Europe and North Africa Moore & Wright - Rest of the World Bowers Group Bowers Eclipse Equipment (Shanghai) Co., Ltd. Unit 3, Albany Court, 8th Building, No. 178 Chengjian Rd Albany Park, Camberley, Minhang District, Shanghai 201108 Surrey GU16 7QR, UK P.R.China Telephone: +44 (0)1276 469 866 Telephone: +86 21 6434 8600 Fax: +44 (0)1276 401 498 Fax: +86 21 6434 6488 Email: [email protected] Email: [email protected] Website: www.moore-and-wright.com Website : www.moore-and-wright.com PRODUCT CATALOGUE 16/17 Partners in Precision PRODUCT CATALOGUE 16/17 INNOVATIVE NEW PRODUCTS IN EVERY SECTION OF THIS ALL-INCLUSIVE, EASY TO USE REFERENCE MWEX2016-17_FC-BC.indd 1 19/11/2015 11:58 MOORE & WRIGHT A Brief History... Founded in 1906 by innovative young engineer, Frank Moore, Moore & Wright has been designing, manufacturing and supplying precision measuring equipment to global industry for over 100 years. With roots fixed firmly in Sheffield, England, the company began by manufacturing a range of calipers, screwdrivers, punches and other engineer’s tools. Following investment from Mrs Wright, a shrewd Sheffield businesswoman, Frank was able to expand the business and further develop his innovative designs. By the mid-nineteen twenties, thanks to the company’s enviable reputation, Moore & Wright was approached by the UK Government to consider manufacturing a range of quality micrometers. It was in this field that Moore & Wright’s status as UK agent for the Swiss Avia range of products and subsequent acquisition of the Avia brand and manufacturing rights, proved invaluable. -

Machinery Repairman
NAVEDTRA 12204-A Naval Education and September 1993 Training Manual Training Command 0502-LP-477-5600 (TRAMAN) Machinery Repairman DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must use the purchasing instructions on the inside cover. Although the words “he,” “him,” and “his” are used sparingly in this manual to enhance communication, they are not intended to be gender driven nor to affront or discriminate against anyone reading this text. DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must write to Superintendent of Documents, Government Printing Office, Washington, DC 20402 OR Commanding Officer, Naval Publications and Forms Directorate, Navy Aviation Supply Office, 5801 Tabor Avenue, Philadelphia, PA 19120-5099, Attention: Cash Sales, for price and availability. MACHINERY REPAIRMAN NAVEDTRA 12204-A 1993 Edition Prepared by MRCS Wayne T. Drew COMMANDING OFFICER NETPDTC 6490 SAUFLEY FIELD RD PENSACOLA, FL 32509-5237 ERRATA #1 18 April 2000 Specific Instructions and Errata for the TRAMAN MACHINERY REPAIRMAN, NAVEDTRA 12204-A 1. No attempt has been made to issue corrections for errors in typing, punctuation, etc. 2. Make the following changes to the Machinery Repairman text: Page Column Paragraph Chancre 2-2 1 3rd complete Change paragraph to read as follows: "If a paragraph dimension is given as 3.000 inches, the. is ±0.005 inch: or if the dimension. is ±0.010 inch." vice "If a dimension is given as 3.000 inches., the. is ±0.0005 inch: or if the dimension.. -

Procedure for Adult Height
NIHR Southampton Biomedical Research Centre The NIHR Southampton Biomedical Research Centre (BRC) has a tight quality assurance system for the writing, reviewing and updating of Standard Operating Procedures. As such, version-controlled and QA authorised Standard Operating Procedures are internal to the BRC. The Standard Operating Procedure from which information in this document has been extracted, is a version controlled document, managed within a Quality Management System. However, extracts that document the technical aspects can be made more widely available. Standard Operating Procedures are more than a set of detailed instructions; they also provide a necessary record of their origination, amendment and usage within the setting in which they are used. They are an important component of any Quality Assurance Framework, but in themselves are insufficient and need to be used and interpreted with care. Alongside the extracts from our Standard Operating Procedures, we have also made available here an example Standard Operating Procedure and a word version of a Standard Operating Procedure template. Using the example and the Standard Operating Procedure template, institutions can generate their own Standard Operating Procedures and customise them, in line with their own institutions. Simply offering a list of instructions to follow does not assure that the user is able to generate a value that is either accurate or precise so here in the BRC we require that Standard Operating Procedures are accompanied by face-to-face training. This is provided by someone with a qualification in the area or by someone with extensive experience in making the measurements. Training is followed by a short competency assessment and performance is monitored and maintained using annual refresher sessions. -

5-Inch X 8-Inch Horizontal Band Saw Models: J-3130, J-3230
Operating Instructions and Parts Manual 5-inch x 8-inch Horizontal Band Saw Models: J-3130, J-3230 Model J-3230 shown JET 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-414453 Ph.: 800-274-6848 Revision F3 07/2019 www.jettools.com Copyright © 2015 JET specifications could result in severe injury from the breakage of the eye protection. 2. Wear proper apparel. No loose clothing or jewelry which can get caught in moving parts. Rubber 1.0 IMPORTANT SAFETY soled, nonslip, footwear is recommended for best footing. INSTRUCTIONS 3. Do not overreach. Failure to maintain a proper working position can cause you to fall into the General Cautions machine or cause your clothing to get caught — pulling you into the machine. - Misuse of this machine can cause serious injury. - For safety, the machine must be set up, used and 4. Keep guards in place and in proper working serviced properly. order. Do not operate the machine with the guards removed. - Read, understand and follow the instructions in the operator’s and parts manual which was shipped 5. Avoid dangerous working environments. Do not with your machine. use stationary machine tools in wet or damp When setting up the machine: locations. Keep work areas clean and well lit. - Always avoid using the machine in damp or poorly 6. Special electrical precautions should be taken lighted work areas. when working on flammable materials. - Always be sure the machine is securely anchored 7. Avoid accidental starts by being sure that the to the floor or the work bench. start switch is in the “OFF” position before - Always keep the machine guards in place. -

Teaching with Midwest's Boomilever
Teaching with Midwest’s Boomilever 1st Edition A “Hands-On” Laboratory Adaptable to Grades 6 - 12 Written by Bob Monetza Introduction This Teacher’s Guide is designed to introduce model building of cantilevered structures to teach principles of physics and engineering design in hands-on exercises, culminating in a classroom competition of creative design. The Boomilever project is based on a competitive Science Olympiad event. The information and materials presented with this kit are similar to the “Boomilever” event in the Science Olympiad competition program and may be a used as a starting point to prepare students to develop competitive structures. Note that rules published by Science Olympiad or any other organization are not reproduced here and are subject to change. Rules presented in this Guide do not substitute for official rules at sanctioned competitions; check the rules in use at formal competitions for differences. Midwest Products Co., Inc. grants permission for any reproduction or duplication of this manual for teacher and student use, but not for sale. ©2007, Midwest Products Co., Inc. 400 S. Indiana St. | PO Box 564 | Hobart, IN 46342 | (800) 348-3497 www.midwestproducts.com -- Table of Contents . Introduction .............................................................................................................................. 3 - 5 2. Construction of an Example Boomilever ................................................................................... 6 - 20 2. Problem Statement 2.2 Example Design and Construction: 2.2.. Materials and Tools 2.2.2. Step-by Step Construction Instructions 2.3 Testing 2.4 Evaluation 3. Boomilever Design Notes ........................................................................................................ 2 - 33 3. Compression Boomilever Design 3.2 Tension Boomilever Design 3.3 Attachment Base 3.4 Joint Design 3.5 Materials 3.5. Wood 3.5.2 Glue 3.6 Craftsmanship 3.7 Data Collection 3.8 Construction Jig 4. -

Field Operations and Methods for Measuring the Ecological Condition of Wadeable Streams
EPA/620/R-94/004F September 1998 ENVIRONMENTAL MONITORING AND ASSESSMENT PROGRAM- SURFACE WATERS: FIELD OPERATIONS AND METHODS FOR MEASURING THE ECOLOGICAL CONDITION OF WADEABLE STREAMS Edited by James M. Lazorchak1, Donald J. Klemm1, and David V. Peck2 1 U.S. Environmental Protection Agency Ecosystems Research Branch Ecological Exposure Research Division National Exposure Research Laboratory Cincinnati, OH 45268 2 U.S. Environmental Protection Agency Regional Ecology Branch Western Ecology Division National Health and Environmental Effects Research Laboratory Corvallis, OR 97333 NATIONAL EXPOSURE RESEARCH LABORATORY OFFICE OF RESEARCH AND DEVELOPMENT U.S. ENVIRONMENTAL PROTECTION AGENCY RESEARCH TRIANGLE PARK, NC 27711 NATIONAL HEALTH AND ENVIRONMENTAL EFFECTS RESEARCH LABORATORY OFFICE OF RESEARCH AND DEVELOPMENT U.S. ENVIRONMENTAL PROTECTION AGENCY RESEARCH TRIANGLE PARK, NC 27711 SECTION 7 PHYSICAL HABITAT CHARACTERIZATION by Philip R. Kaufmann1 and E. George Robison2,3 In the broad sense, physical habitat in streams includes all those physical attributes that influence or provide sustenance to organisms within the stream. Stream physical habitat varies naturally, as do biological characteristics; thus, expectations differ even in the absence of anthropogenic disturbance. Within a given physiographic-climatic region, stream drainage area and overall stream gradient are likely to be strong natural determi- nants of many aspects of stream habitat, because of their influence on discharge, flood stage, and stream power (the product of discharge times gradient). Summarizing the habitat results of a workshop conducted by EMAP on stream monitoring design, Kaufmann (1993) identified seven general physical habitat attributes important in influencing stream ecology: ! Channel Dimensions ! Channel Gradient ! Channel Substrate Size and Type ! Habitat Complexity and Cover ! Riparian Vegetation Cover and Structure ! Anthropogenic Alterations ! Channel-Riparian Interaction All of these attributes may be directly or indirectly altered by anthropogenic activities. -

2.3. DEVELOPMENT of DESIGN 2.3.1. Surveying Surveying Is The
2.3. DEVELOPMENT OF DESIGN 2.3.1. Surveying Surveying is the technique and science of accurately determining the terrestrial or 3D space position of points and the distances and angles between them. These points are usually, but not exclusively, associated with positions on the surface of the Earth, and are often used to establish land maps and boundaries for ownership or governmental purposes. In order to accomplish their objective, surveyors use elements of geometry of engineering, mathematics, physics, and law. Surveying has been an essential element in the development of the human environment since the beginning of recorded history (ca. 5000 years ago) and it is a requirement in the planning and execution of nearly every form of construction. Its most familiar modern uses are in the fields of transport, building and construction, communications, mapping, and the definition of legal boundaries for land ownership. Method Historically, angles and distances were measured using a variety of means, such as chains with links of a known length, for instance a Gunter's Chain, or measuring tapes made of steel or invar. In order to measure horizontal distances, these chains or tapes would be pulled taut, to reduce sagging and slack. Additionally, attempts to hold the measuring instrument level would be made. In instances of measuring up a slope, the surveyor might have to "break" the measurement- that is, raise the rear part of the tape upward, plumb from where the last measurement ended. Historically, horizontal angles were measured using a compass, which would provide a magnetic bearing, from which deflections could be measured.