(Chayote) Wine Recipe
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Livingston County Chiropractic & Weight Loss Center December
Livingston County Chiropractic & Weight Loss Center December 2016 *Happy Holidays* Back Pain a Question of Weight? If you're overweight and suffering from back pain, your doctor will probably suggest that you drop those extra pounds. Losing the weight is probably a good suggestion from an overall health perspective, but it might not be the complete answer to your back pain, at least not according to a recent study. The potential association between excess weight and back pain was examined in 152 patients attending a hospital-based spinal pain unit. Researchers determined the body mass index (BMI) of each patient after measuring weight and height. (The BMI is essentially a scale that determines "appropriate" weight range by comparing weight and height.) Results showed that BMI had no significant effect on the incidence of back pain, except perhaps in cases involving extremely obese individuals. We feel that we are extremely blessed to be able to provide our patients with both aspects. We are able to address back or neck problems and provide chiropractic treatment to our patients, while also offering them an option for weight loss. Ideal Protein Weight Loss method has proven time and time again that it is success- ful and in fact is the only weight loss method that is FDA approved. Our office believes that we have to look at the body as a whole, in order to provide the best possible treatment for our patients. Although this recent study indicates no correlation, we have found if patients lose some excess body weight, that there is a reduction in back pain as well as joint pain. -

Chayote—Sechium Edule (Jacq.) Sw.1 James M
HS579 Chayote—Sechium edule (Jacq.) Sw.1 James M. Stephens2 The chayote has been grown to a limited extent in Florida in good condition for planting for as much as 6 to 8 weeks, for many years. While native to Guatemala, it is popular although shriveling and decay are common. throughout tropical regions where it is known by several names including vegetable pear, mirliton, and mango squash. Description Chayote is a tender, perennial-rooted cucurbit, with climb- ing vines and leaves resembling those of the cucumber. The light green, pear-shaped fruit, which contains a single, flat edible seed, may weigh as much as 2 to 3 pounds, but most often is from 6 to 12 ounces. While fruits may be slightly grooved and prickly, those grown in Florida are usually smooth. Culture Figure 1. Chayote fruits Credits: Blue Goose, Inc. While an edible tuberous root forms below the crown, it is the fruit for which the plant is grown. Since it is perennial, Plant one fruit per hill in hills spaced 12 feet apart and in the best production is obtained 2 to 3 years after the plant rows spaced 12 feet apart. Place the fruit on its side with is established. The main varieties include ‘Florida Green,’ the smaller stem end sloping upward. While the stem end is ‘Monticello White,’ and various imports. usually left slightly exposed, in colder areas of Florida grow- ers have found that the fruit should be completely covered Some type of trellis or support for the climbing vines is with soil to protect the bud from early cold damage. -

Staff Assessment Report APP203667: an Application to Import
EPA advice for APP203667 Staff Assessment Report APP203667: An application to import and release the moth plant beetle (Freudeita confer cupripennis) as a biological control agent for the weed moth plant (Araujia hortorum). Purpose An application to import and release the moth plant beetle, Freudeita cf. cupripennis, as a biological control agent for the weed moth plant, Araujia hortorum Application number APP203667 Application type Notified, Full Release Applicant Waikato Regional Council Date formally received 17 January 2019 1 EPA advice for APP203667 Executive Summary and Recommendation In January 2019, Waikato Regional Council submitted an application to the Environmental Protection Authority (EPA) seeking pre-approval to release the moth plant beetle, Freudeita cf. cupripennis, as a biological control agent (BCA) for the weed moth plant, Araujia hortorum. The application was publicly notified. The EPA received 53 submissions, 23 submissions supported the application, four submissions neither supported nor opposed and 26 submissions opposed the application. The EPA assessed the risks, costs and benefits of the release of F. cf. cupripennis in the context of the environment, market economy, people and communities, public health and on the relationship of Māori and their culture and traditions with their ancestral lands, water, sites, wāhi tapu, valued flora and fauna, and other taonga. The EPA assessed that there are no direct or tangible risks to public health from the release of the moth plant beetle and this was not considered in the assessment. Regarding the environment, we assessed the benefits from the release of the moth plant beetle and found that the BCA is unlikely to reduce the use of chemicals since only a small quantity of herbicide gel is used and that broad spectrum-herbicides would continue to be used to treat other weeds. -
Chapter 1 Definitions and Classifications for Fruit and Vegetables
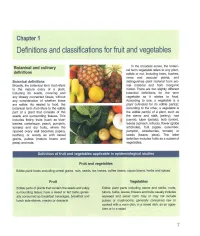
Chapter 1 Definitions and classifications for fruit and vegetables In the broadest sense, the botani- Botanical and culinary cal term vegetable refers to any plant, definitions edible or not, including trees, bushes, vines and vascular plants, and Botanical definitions distinguishes plant material from ani- Broadly, the botanical term fruit refers mal material and from inorganic to the mature ovary of a plant, matter. There are two slightly different including its seeds, covering and botanical definitions for the term any closely connected tissue, without vegetable as it relates to food. any consideration of whether these According to one, a vegetable is a are edible. As related to food, the plant cultivated for its edible part(s); IT botanical term fruit refers to the edible M according to the other, a vegetable is part of a plant that consists of the the edible part(s) of a plant, such as seeds and surrounding tissues. This the stems and stalk (celery), root includes fleshy fruits (such as blue- (carrot), tuber (potato), bulb (onion), berries, cantaloupe, poach, pumpkin, leaves (spinach, lettuce), flower (globe tomato) and dry fruits, where the artichoke), fruit (apple, cucumber, ripened ovary wall becomes papery, pumpkin, strawberries, tomato) or leathery, or woody as with cereal seeds (beans, peas). The latter grains, pulses (mature beans and definition includes fruits as a subset of peas) and nuts. vegetables. Definition of fruit and vegetables applicable in epidemiological studies, Fruit and vegetables Edible plant foods excluding -

Early Experiences with the Chayote
172 FLORIDA STATE HORTICULTURAL SOCIETY, 1947 Terminal buds were removed from girdled effect of the terminal bud upon the lateral branches of the Haden variety of mango, buds were conducted on forked branches. and all leaves were removed from the area When the terminal bud and the leaves were between the girdle and the cut end at various removed from one branch of the fork and intervals to determine the minimum length the lateral buds were removed from the of time that was required for the hormone other branch, lateral flower clusters ap to influence floral development. In 1945, peared from the buds at the end of the growth from these lateral buds was vege leafless branch (Fig.l). The hormone pro tative if the leaves were removed 24 hours duced in the leaves moved down that branch after girdling and the removal of the ter and up the leafless branch and caused minal bud. When leaves were allowed to growth in those buds to be floral. The in remain for 96 hours or longer flower clus hibiting effect of the terminal bud was not ters developed. observed to move into an adjacent branch. In 1946, an attempt was made through However, flower clusters appeared from histological studies to correlate the length lateral buds below the girdle which indi of this period with cell division. A longer cates that the transmission of the inhibiting period was required because drought delayed effect was intercepted by the girdle. growth. Evidence from these studies indi cates that the hormone does not initiate Flower formation was caused by the ac growth and cannot affect the course of the tion of the hormone in buds previously development of a bud until cell division has unspecialized as late as March 4, 194'6. -

Chayote (Sechium Edule): a Review of Nutritional Composition, Bioactivities And
Chayote (Sechium edule): a review of nutritional composition, bioactivities and potential applications Corresponding author: E-mail address: [email protected] (Elsa F. Vieira). Tel: +351-228340500 | ext. 1286. ABSTRACT Chayote (Sechium edule) has gained widespread consuming acceptance and recognized by its nutritional and bio-functional properties. The present review surveys and describes the current findings about the nutritional, phytochemical and pharmacological properties of chayote and identifies opportunities for further research. It also discusses chayote’s versatile utility in nutrition, as a functional ingredient in food, cosmetic and pharmaceutical industries, as well as in nanotechnology and biotechnological processes. It was concluded that although the pharmacological properties of chayote are currently well-established, only a few reports have been conducted on the isolation and identification of individual chemical constituents, and similarly, only a few in vivo studies have been conducted to assess their biological efficacy. In addition, the valorisation of the underutilized chayote by-products can be an important aspect in waste management from both economic and environmental standpoints. Thus, the recovery and utilization of valuable compounds from chayote is an important challenge for scientists. Keywords: chayote, bioactive compounds, health-benefits, valorisation. 1 1. Introduction Sechium edule (Jacq.) Swartz is a herbaceous perennial climbing plant with tendrils and tuberous roots, cultivated since pre-Colombian times in Mexico (Cadena-Iñiguez et al., 2007). The edible fruit is popularly known as chayote, christophene, vegetable pear, mirliton, merleton choko (in Australia and New Zealand), starprecianté, citrayota, citrayote (Ecuador and Colombia), chuchu (Brazil), machucha, caiota, pipinela (Portugal), chow chow (India), cho cho (Jamaica), Sayote (Philippines), güisquil (Guatemala, El Salvador), pear squash or iskus (Nepal) (Bermejo & León, 1994; Lim, 2012). -

Good Food Tight Budget
Turn Over Turn www.ewg.org Washington, DC 20009 DC Washington, 1436 U Street NW, Suite 100 Suite NW, Street U 1436 Environmental Working Group Working Environmental Printed By: Printed 3 B Grab page page Grab TIGHT BUDGET TIGHT A GOOD FOOD GOOD facing up. facing . With letter letter With . over turn 2 and and folded Keep A Why? Turn to page page to Turn Why? H. Don’t cut here. cut Don’t Line. Fold ABOUT PRICE TRACKER Shop smart. Keep an eye on prices of items you buy often. Find THISGUIDE stores with bargains and times when prices drop. USING THIS GUIDE throughout the guide look out for these icons. FOOD STORE/DATE/PRICE STORE/DATE/PRICE STORE/DATE/PRICE STORE/DATE/PRICE Best buys Read more Health tip Use caution Broccoli Costco 2/5/12 Kroger’s 3/1/12 Walmart 4/22/12 Any Market 5/1/12 $1.53 lb $1.65 lb $1.59 lb $1.56 lb ant to fill your plate with designed to help you save time and Wdelicious, healthy foods money. without breaking the bank? Our top picks are based on average Good Food on a Tight Budget— food prices. Check for the best local the first of its kind—lists foods that buys. are good for you, easy on your Variety is important for health wallet and good for the planet. and happiness. Our lists are a Environmental Working Group’s 1 good start, but try other affordable half. in Fold health experts have chosen them foods, especially from the fruit and A based on an in-depth review of vegetable aisles. -

Cajun ~ Creole Cooking
CAJUN ~ CREOLE COOKING The French Cajuns fled British rule in the 18th century because of religious persecution and settled in bayous. They lived and cooked off the land, creating one-pot dishes such as gumbo, jambalaya and e’touffe’e. New Orleanians of European heritage, adapted classic French cooking with creations like baked fish in papillot (paper) and oysters Rockefeller. A Cajun gumbo is thickened with a dark roux and file’ powder whereas a Creole gumbo is thickened with okra and tomatoes. This is just one of the differences that Acadians argue over when it comes to traditional foods. The next few pages will describe traditional Cajun cuisine. Ándouille (ahn-do-ee) is a smoked sausage stuffed with cubed lean pork and flavored with Dirty rice is left-over rice that is pan-fried and vinegar, garlic red pepper and salt. This spicy sauteed with green peppers, onion, celery, stock, sausage is usually used in gumbo. liver, giblets and other ingredients. Beignet (ben-yea) are delicious sweet donuts that Étoufée (ay-too-fay) is a tangy tomato-based are square-shaped and minus the hole. They are sauce which usually smothers shrimp or crawfish. lavishly sprinkled with powder sugar. Filé powder (fee-lay) is ground dried sassafras Boudin (boo-dan) is the name for blood sausage. leaves and was first used by Native Americans. It It is a hot, spicy pork mixture with onions, is most popular for flavoring or thickening cooked rice and herbs. gumbo. File’ becomes stringy when boiled so should be added after the gumbo is finished Chickory (chick-ory) is an herb. -

Fruit & Vegetable Nutrition Facts Chart 1/2 Cup, Cubed Apples 1 Medium
Fruit & Vegetable Nutrition Facts Chart Search the chart below for serving size information as well as dietary fiber, vitamin A, vitamin C, potassium and folate content for over 100 fruits and vegetables commonly found in U.S. supermarkets. Click on the Fruit & Vegetable Encyclopedia where you can learn about the history of that item, how and where it is grown, availability, nutrition information, storage and preparation tips, and much more. Nutrient data were obtained from the USDA Nutrient Database for Standard Reference (SR17). Fruit or Vegetable Acorn squash, baked 1/2 cup, cubed 102 107 4.5 439 11 448 20 Apples 1 medium apple 138 72 3.3 75 6 148 4 Apple juice 3/4 cup juice 186 87 0.2 2 2 221 0 Apple juice (with 3/4 cup juice 186 87 0.2 2 77 221 0 added vitamin C) Apricots fresh 2 medium apricots 70 34 1.4 1348 7 181 6 Apricots canned, 1/2 cup 122 59 2.0 2063 6 201 2 in juice Apricots dried 1/4 cup 33 78 2.4 1171 0 378 3 Artichokes cooked 1 medium 120 60 6.5 212 12 425 61 Artichoke hearts, 1/2 cup 84 42 4.5 149 8 297 43 canned Arugula 1 cup 20 5 0.3 475 3 74 19 Asian Pears 1 medium 122 51 4.4 0 5 148 10 Asparagus 5 medium spears 80 16 1.7 605 5 162 42 raw Asparagus 6 medium spears 75 16 1.5 754 6 168 112 cooked or 1/2 cup chopped Avocado, California 1/5 medium 35 58 2.4 51 3 175 31 Bananas 1 medium banana 118 105 3.1 76 10 422 24 Beets 1/2 cup sliced 85 37 1.7 30 3 259 68 beets, cooked Beet Greens, 1/2 cup 72 19 2.1 5511 18 654 10 cooked Bell Peppers, 1/2 cup chopped 75 19 1.5 276 60 130 8 sweet, green Bell Peppers, 1/2 cup chopped -

Sechium Edule
Chayot Vegetable Fruit RASHTRIYA KRISHI Volume 9 Issue 1 June, 2014 51-52 e ISSN–2321–7987 | Article |Visit us : www.researchjournal.co.in| Introduction and importance of chayot (Sechium edule) vegetable fruit in India Manoj Kumar Singh, Vivek Pandey and Shamsher Singh Krishi Vigyan Kendra, EAST KAMENG (ARUNACHAL PRADESH) INDIA Email : [email protected] The chayote (Sechium edule), also known as was one of the many foods introduced to Europe by early christophene or cho-cho (http:// explorers, who brought back a wide assortment of en.wikipedia.org/wiki/Chayote - botanical samples. The Age of Conquest also spread the plant south from Mexico, ultimately causing it to be Cut chayote showing cite_note-GRIN-1) or merleton, seed chuchu (Brazil), Centinarja integrated into the cuisine of many other Latin American (Malta), Pipinola (Hawaii), pear nations. squash, vegetable pear (http:// Nutritinal value: The chayote fruit is used in mostly en.wikipedia.org/wiki/Chayote - cooked forms. When cooked, chayote is usually handled cite_note-GRIN-1) ishkus like summer squash, it is generally lightly cooked to retain (Darjeeling, India) is an edible plant belonging to the gourd the crisp flavor. Though rare and often regarded as family Cucurbitaceous, along with melons, cucumbers and especially unpalatable and tough in texture, raw chayote squash. Chayote is originally native to Mexico or Central may be added to salads or salsas, most often marinated America where it grows abundantly and has little with lemon or lime juice. Whether raw or cooked, chayote commercial value, and it has been introduced as a crop all is a good source of amino acids and vitamin C. -

NHLBI Recipes
chayote salad with lemony hot sauce http://wecan.nhlbi.nih.gov Ingredients chayote salad with lemony hot sauce 2 malagueta peppers, drained and finely chopped* 1. Combine the malagueta peppers in a food processor or blender and 1 process them until the mixture is a thick paste. /2 cup onion, finely chopped 1 2. Gradually add half of the chopped onion and garlic and continue to 1 /2 teaspoons garlic, minced process, scraping the sides of the container to blend all ingredients into 1 /4 cup lemon juice the paste. Add the lemon juice and process again to mix. 2 teaspoons olive oil 3. Transfer the sauce to a glass bowl, cover with plastic wrap, and allow the mixture to stand for 30 minutes. 3 small chayote squash or yellow summer squash, 4. In a large heavy skillet, heat the olive oil over medium heat. Add the peeled, seeded, and sliced remaining onion and minced garlic. Sauté for 2 minutes, add the chayote or summer squash, and continue to sauté, stirring occasionally 1/ cup red bell pepper, 2 for about 5 minutes. seeded and chopped 5. Add the red and green peppers and allow to cook for another 5 minutes. 1/ cup green bell pepper, 2 Add the black pepper and remove the pan from the heat. seeded and chopped 2 medium plum tomatoes, diced 6. Place the sautéed vegetables in the refrigerator and chill for 2 hours. 1 7. When ready to serve, arrange the vegetables on a large platter and /4 teaspoon ground black pepper drizzle with a small amount of sauce. -

Celebrate the Holidays with Us
maya del sol | oak celebrate the holidays with us maya del sol is a family owned and operated latin american concept in oak park, il. since 2007, we have been serving flavorful, authentic latin cuisine and tableside margaritas, in a vibrant atmosphere. with one of chicago’s largest patios, two dining rooms, and two bars, we are the perfect restaurant to host your private event. learn more + plan events [email protected] | 708.358.9800 mayadelsol.com dining room & bar spaces with two dining rooms and a lively, open bar, our interior offers a number of combinations to host any size group. whether you are looking to celebrate with your company, family or friends, maya is the perfect location for your holiday gathering. book one, two, or three of our indoor dining areas for your party. contact our event coordinators to help plan your event today! main dining room main bar seated 70 | cocktail 80 seated 70 | cocktail 80 private dining room seated 52 | cocktail 65 Main Bar Main Dining Room bar Private Dining Room buffet / gift table Space Plated Buffet Reception Private Dining Room 50 40 55 Main Bar (Excluding Bar Top) 60 54 65 Main Dining Room 72 68 80 Private Dining Room & Bar 110 86 100 Full Inside 182 158 200 (Main Dining Room, Bar & Private Dining Room) holiday appetizer reception ALL ITEMS ARE PASSED OR PLATED | ALL ITEMS ARE PRICED IN QUANTITIES OF 30 | 6 pieces per person is recommended for a cocktail reception 10 pieces per person is recommended in substitution for a full meal *SHRIMP MOJO DE AJO garlic marinated shrimp, jicama,