Mercedes C11 HISTORIC RACING
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
REV Entry List
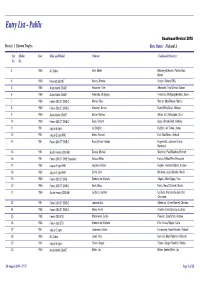
Entry List - Public Goodwood Revival 2018 Race(s): 1 Kinrara Trophy - Race Status: National A Car Shelter Year Make and Model Entrant Confirmed Driver(s) No. No. 3 1963 AC Cobra Hunt, Martin Blakeney-Edwards, Patrick/Hunt, Martin 4 1960 Maserati 3500GT Rosina, Stefano Rosina, Stefano/TBC, 5 1960 Aston Martin DB4GT Alexander, Tom Alexander, Tom/Wilmott, Adrian 6 1960 Aston Martin DB4GT Friedrichs, Wolfgang Friedrichs, Wolfgang/Hadfield, Simon 7 1960 Ferrari 250 GT SWB/C Werner, Max Werner, Max/Werner, Moritz 8 1960 Ferrari 250 GT SWB/C Allemann, Benno Dowd, Mike/Gnani, Michael 9 1960 Aston Martin DB4GT Mosler, Mathias Gillian, G.C./Woodgate, Chris 10 1960 Ferrari 250 GT SWB/C Gaye, Vincent Gaye, Vincent/Reid, Anthony 11 1961 Jaguar E-type Ian Dalglish Dalglish, Ian/Turner, James 12 1961 Jaguar E-type FHC Meins, Richard Huff, Rob/Meins, Richard 14 1961 Ferrari 250 GT SWB/C Racing Team Holland Hugenholtz, John/van Oranje, Bernhard 15 1961 Austin Healey 3000 Mk1 Darcey, Michael Woolmer, Paul/Woolmer, Richard 16 1961 Ferrari 250 GT SWB 'Breadvan' Halusa, Niklas Halusa, Niklas/Pirro, Emanuele 17 1962 Jaguar E-type FHC Hayden, Andrew Hayden, Andrew/Hibberd, Andrew 18 1962 Jaguar E-type FHC Corrie, John Minshaw, Jason/Stretton, Martin 19 1960 Ferrari 250 GT SWB Scuderia del Viadotto Vögele, Alain/Vögele, Yves 20 1960 Ferrari 250 GT SWB/C Devis, Marc Devis, Marc/O'Connell, Martin 21 1960 Austin Healey 3000 Mk1 Le Blanc, Karsten Le Blanc, Karsten/van Lanschot, Christiaen 23 1961 Ferrari 250 GT SWB/C Lanzante Ltd. Ellerbrock, Olivier/Glaesel, Christian -

SCCA Fastrack News January 2020 Page 1 CLUB RACING BOARD
Club Racing Board CLUB RACING BOARD MINUTES | December 3, 2019 The Club Racing Board met by teleconference on November 5, 2019. Participating were Peter Keane, Chairman; David Arken, Tony Ave, Jim Goughary, Paula Hawthorne, Sam Henry, John LaRue, Steve Strickland and Shelly Pritchett, secretary. Also participating were: Bob Dowie, Marcus Merideth, and Peter Jankovskis BoD liaisons; Eric Prill, Chief Operations Officer, Deanna Flanagan, Director of Road Racing; Rick Harris, Club Racing Technical Manager and Scott Schmidt, Technical Services Assistant. The following decisions were made: Member Advisory None. No Action Required F 1. #27905 (James Rogerson) F4 into FX Thank you for your letter. The Club Racing Board appreciates your comments. FA 1. #27516 (JEREMY HILL) Request to Balance FA and FB Thank you for your letter. Please see the response to letter #27319 in this Fastrack's Technical Bulletin. 2. #27544 (DAVID OLEARY) Concerns About Grouping With FA Thank you for your letter. Please see the response to letter #27319 in this Fastrack's Technical Bulletin. 3. #27785 (Greg Pizzo) Allow Mods to Current FB Rules So That F1000/FB Is Competitive Thank you for your letter. Please see the response to letter #27319 in this Fastrack's Technical Bulletin. 4. #27789 (Dave Caswell) FB/FA Integration for 2020 Thank you for your letter. Please see the response to letter #27319 in this Fastrack's Technical Bulletin. 5. #27792 (S. Jay Novak) Request for Engines for FB Cars Integrated Into FA Thank you for your letter. Please see the response to letter #27319 in this Fastrack's Technical Bulletin. 6. -

Evolution Kids Tennis (EKT) the EKT Program Is for Children Ages 2+
SESSION I: SESSION II: SESSION III: SESSION IV: 10 Weeks 10 Weeks 10 Weeks 10 Weeks August 3 - October 11 October 12 - December 20 January 4 – March 14 March 15 – May 23 (No classes Nov 26-29) Evolution Kids Tennis (EKT) The EKT Program is for children ages 2+. Every level of the program has a simple set of skills and objectives that all of the teaching professionals are focused on for your child. Parents are regularly apprised of their child’s progress through the program. Classes meet once a week. TSAC membership is not required for participation in Court Kids – Group C. Court Kids Ages 2-4 Your child’s first experience on a tennis court. This is a parent accompanied program to help nuture the skills needed to play tennis. Thursday 9:15am-9:45am Friday 3:30pm–4:00pm Group A Ages 4-5 Players will experience tennis for the first time on the mini court. Size and age specific activities will teach movement and coordination skills through play activities. Red ball play Monday 4:00pm-5:00pm Friday 4:00pm-5:00pm Group B Ages 5+ This is a fun, active introduction to tennis on the mini court. They will work on skills with a partner attempting to build a short rally. Red ball play Monday 4:00pm-5:00pm Friday 4:00pm-5:00pm Group C Ages 6+ Rallying and competing with classmates brings great energy to this class. Learn to progress from the mini net to the traditional net on a 60’ court, keeping score, and improving basic skills. -

REV Entry List
Entry List Goodwood Revival 2019 Race(s): 1 Kinrara Trophy presented by Hackett - For closed-cockpit GT cars, of three litres and over, of a type that raced before 1963 Race Status: National A Car Shelter Year Make and Model Entrant Confirmed Driver(s) No. No. 1 1961 Ferrari 250 GT SWB/C Macari, Joe Kristensen, Tom/Macari, Joe 2 1962 Ferrari 250 GT SWB Evans, Chris/Livingstone, Ian Cottingham, James/TBC, 3 1962 AC Cobra Lovett, Paul Bryant, Oliver/Sergison, Ewen 4 1961 Ferrari 250 GT SWB/C Racing Team Holland Franchitti, Dario/Hugenholtz, John 5 1960 Aston Martin DB4GT Alexander, Tom Alexander, Tom/Le Blanc, Karsten 6 1960 Aston Martin DB4GT Friedrichs, Wolfgang Hadfield, Simon/Turner, Darren 7 1960 Ferrari 250 GT SWB/C Gaye, Vincent Gaye, Vincent/Twyman, Joe 8 1963 Austin-Healey 3000 Steinke, Thomas Draper, Julien/Steinke, Thomas 9 1961 Jaguar E-type Coombs Automotive Graham, Stuart/March, Charlie 10 1960 Aston Martin DB4GT Müller, Urs Müller, Arlette/Müller, Urs 11 1960 Ferrari 250 GT SWB/C Devis, Marc Devis, Marc/O'Connell, Martin 12 1962 Ferrari 250 GTO FICA FRIO Ltd Monteverde, Carlos/Pearson, Gary 14 1961 Jaguar E-type FHC Meins, Richard Bentley, Andrew/Meins, Richard 15 1961 Jaguar E-type Lindemann, Adam Lindemann, Adam/Meaden, Richard 16 1961 Jaguar E-type FHC Midgley, Mark Lockie, Calum/Midgley, Mark 17 1962 Jaguar E-type FHC Hayden, Andrew Hayden, Andrew/Hibberd, Andrew 18 1964 Jaguar E-type FHC Hart, David Hart, David/Hart, Olivier 20 1962 Ferrari 250 GT SWB Dumolin, Christian Dumolin, Christian/Thibaut, Pierre-Alain 21 1960 -

1:18 CMC Jaguar C-Type Review
1:18 CMC Jaguar C-Type Review The year was 1935 when the Jaguar brand first leapt out of the factory gates. Founded in 1922 as the Swallow Sidecar Company by William Lyons and William Walmsley, both were motorcycle enthusiasts and the company manufactured motorcycle sidecars and automobile bodies. Walmsley was rather happy with the company’s modest success and saw little point in taking risks by expanding the firm. He chose to spend more and more time plus company money on making parts for his model railway instead. Lyons bought him out with a public stock offering and became the sole Managing Director in 1935. The company was then renamed to S.S. Cars Limited. After Walmsley had left, the first car to bear the Jaguar name was the SS Jaguar 2.5l Saloon released in September 1935. The 2.5l Saloon was one of the most distinctive and beautiful cars of the pre-war era, with its sleek, low-slung design. It needed a new name to reflect these qualities, one that summed up its feline grace and elegance with such a finely-tuned balance of power and agility. The big cat was chosen, and the SS Jaguar perfectly justified that analogy. A matching open-top two-seater called the SS Jaguar 100 (named 100 to represent the theoretical top speed of 100mph) with a 3.5 litre engine was also available. www.themodelcarcritic.com | 1 1:18 CMC Jaguar C-Type Review 1935 SS Jaguar 2.5l Saloon www.themodelcarcritic.com | 2 1:18 CMC Jaguar C-Type Review 1936 SS Jaguar 100 On 23rd March 1945, the shareholders took the initiative to rename the company to Jaguar Cars Limited due to the notoriety of the SS of Nazi Germany during the Second World War. -

Classification of Chemicals
Classification of Chemicals Flame & Detonation Arrester Specifications PROTECTOSEAL ® The Protectoseal Company recommends that the National Butadiene would qualify as a Group D material. In each of Electric Code (NEC) Article 500, rankings of various chemi - these cases, the chemicals were primarly listed in a higher cals be used, whenever possible, to determine the suitability category (Group B), because of relatively high pressure read - of a detonation arrester for use with a particular chemical. ings noted in one phase of the standard test procedure con - When no NEC rating of the particular chemical is available, ducted by Underwriters Laboratories. These pressures were the International Electrotechnical Commission (IEC) classifica - of concern when categorizing the chemicals because these tion (Groups IIA, IIB and IIC) is recommended as a secondary NEC groupings are also used as standard indicators for the source of information for determining the suitability of an ar - design strength requirements of electrical boxes, apparatus, rester for its intended service. In general, the IEC Group IIA is etc. that must withstand the pressures generated by an igni - equivalent to the NEC Group D; the IEC Group IIB is equiva - tion within the container. It should be noted that, in each of lent to the NEC Group C; and the IEC Group IIC includes these cases, the test pressures recorded were significantly chemicals in the NEC Groups A and B. In the event of a dis - lower than those commonly encountered when testing a deto - crepancy between the NEC and the IEC ratings, Protectoseal nation arrester for its ability to withstand stable and over - recommends that the NEC groups be referenced. -

Chapman Report
The Chapman Report Published by the Golden Gate Lotus Club www.gglotus.org September 2006 Monterey And Pebble editor August is the Big month for classic car afficianados. I got to a few of the events, Monterey Historics on Satur- day, and the Pebble Beach Concours on Sunday. I missed the Concorso Italiano, the auctions and the rest. I should have ‘put the arm’ on members that attended other events to get their photos and stories. I could have gone to the auctions, but my wife and daughter ganged-up on me; ‘no more cars’. I tried to explain to my wife that she should look at the Jaguar XK140 drophead as an IRA, that will improve in value. Didn’t work. The All British Car Meet is upon us and I will miss that too; delivering daughter’s houshold stuff to Eugene (U of Oregon fall quarter). So I’m hoping that someone will take photos and write The People’s Choice Award was presented to this 1936 Delahaye 135 Figoni & Falaschi a short story for this newsletter, Please. Coupé If you will notice, all of the articles say ‘editor’, and that’s not the way it’s this opportunity to see some classics in Madness event, including Harvey supposed to work. I do need volun- motion. Laskey and his 1985 Lotus Turbo teers to send stories on these events. I Also, a nice article in the August Esprit. Buy it, or may be online. won’t make the upcoming track days or Road and Track on the Marque autocrosses, so any news on these has to come from the members. -

Grilles De Depart by Peter Auto
MEDIAS ............................................................................... PAGE 3 HUIT EVENEMENTS ET UNE NOUVEAUTE .............................. PAGE 4 CALENDRIER PETER AUTO .................................................... PAGE 5 CIRCUIT & BILLETTERIE ......................................................... PAGE 6 PROGRAMME ...................................................................... PAGE 7 ANIMATIONS ...................................................................... PAGE 8 VENTE BONHAMS ................................................................ PAGE 9 CLUBS ................................................................................. PAGE 10 ULTRACAR GT1 SPORTS CLUB .............................................. PAGE 11 PLATEAUX .......................................................................... PAGE 12 CLASSIC ENDURANCE RACING .............................................. PAGE 13 EURO F2 ............................................................................. PAGE 14 GROUP C RACING ................................................................ PAGE 15 HERITAGE TOURING CUP ..................................................... PAGE 16 SIXTIES’ ENDURANCE .......................................................... PAGE 17 TROFEO NASTRO ROSSO ...................................................... PAGE 18 2 MEDIAS DEMANDE D’ACCREDITATION www.peterauto.peter.fr rubrique "médias" GALLERIES PHOTOS www.peterauto.peter.fr rubrique "galeries" TEASER A partager sur votre blog, site web ou -

Shakespeare Bugatti
New York Times May 20, 2010 A Used-Car Deal for the Ages: 30 Bugattis Sold for a Song David Gulick BON VOYAGE John Shakespeareʼs collection of Bugattis was loaded on a railcar. By DON SHERMAN BUGATTIS are the French blue diamonds of the auto world. Photographs A Trove of Bugattis New York Times May 20, 2010 David Gulick Shakespeare in 1964 with his Type 41 Royale before it was loaded onto the rear of a railcar. David Gulick A Bugatti Type 57 starts its trip to the Schlumpf collection in 1964. The 1936 Type 57SC Atlantic that recently sold for more than $28 million. New York Times May 20, 2010 David Gulick APPRECIATION A Type 55 roadster, worth more than $1 million today.Even as prices for vintage Ferraris made headlines, the Bugatti marque managed to hold the title of most expensive. A 1931 Type 41 Royale that sold at auction in 1987 brought nearly $10 million, setting a record that stood for two decades. This month, a 1936 Type 57SC Atlantic coupe that won the Pebble Beach Concours dʼÉlégance in 2003 sold privately for more than $28 million, according to Katie Hellwig, a spokeswoman for Gooding & Company, the auction house that brokered the sale. But every now and then there are Bugatti bargains. In January, a 1925 Brescia Type 22 sold to a museum collection at auction for $345,000. That car was a bit the worse for wear, having spent more than 70 years at the bottom of Lake Maggiore in Switzerland, the result of a dispute over import duties. -

Sauber Petronas C22
SAUBER PETRONAS C22 07236 - 0389 ©2003 BY REVELL GmbH & Co. KG PRINTED IN GERMANY SAUBER PETRONAS C22 SAUBER PETRONAS C22 2003 konnte Peter Sauber auf eine 10-jährige Formel-1-Geschichte und In 2003 Peter Sauber could look back on 10 years in Formula I and over 30 über 30 Jahre im Rennsport zurückblicken. Nachdem sein Team, damals years in motorsport. Since his team, then still in Group C of the world noch in der Gruppe C der Sportwagen-Weltmeisterschaft, 1989 gemeinsam sportscar championships, in 1989 achieved a double victory, jointly with mit Mercedes einen Doppelsieg beim 24-Stunden-Rennen in Le Mans Mercedes, in the Le Mans 24 Hours and in both 1989 and 1990, won both errang und 1989 wie auch 1990 sowohl die Fahrer- als auch die the drivers’ and the constructors’ world championships, in 1993, after Konstrukteurs-Weltmeisterschaft gewann, wagte er 1993 nach einer inten- intensive preparation time, he made the great leap into Formula I. So far siven Vorbereitungszeit den Sprung in die Formel 1. Das Highlight in der the highlight of the motor sports kings class had been fourth place in the Königsklasse des Motorsports war bisher der vierte Rang in der constructors’ WC in 2001 – a gigantic success for the Swiss independent Konstrukteurs-WM im Jahre 2001 – ein Riesenerfolg für das Schweizer team. Privatteam. The Sauber Petronas C22 was the third car to be built under the leaders- Der SAUBER PETRONAS C22 war das dritte Auto, das unter der Leitung hip of Technical Director Willy Rampf. "When we made the step forward des Technischen Direktors Willy Rampf entstand: "Als wir den Schritt vom from C20 to C21, it was a logical further development of an existing con- C20 zum C21 machten, war das eine konsequente Weiterentwicklung eines cept. -
Le Mans 24 Hours
2018 LE MANS 24 HOURS LE MANS 24 hours – JUNE 16-17, 2018 ROUND 2, 2018/2019 FIA WORLD ENDURANCE CHAMPIONSHIP (WEC) – ENTRIES: 60 – FRANCE THE 2018 LE MANS 24 HOURS the circuit Non-permanent circuit 85% of the track is open to ordinary traffic the 13.626 km rest of the year and features different types of surface The longest and fastest circuit visited by the 2018/2019 FIA WEC The Porsche Curves form the championship’s most challenging sequence of corners Features The Circuit des 24 Heures – aka Circuit de la Sarthe – is the longest and fastest venue visited by the 2018/2019 45 FIA WEC. The average speed of a qualifying lap is more than 250kph. The track’s long straights make huge cars on Michelin tyres demands on the tyres’ casings, even though the infamous Mulsanne Straight was split into three sections by two chicanes some 20 years ago. Grip levels vary depending on the surface type (busy trunk roads, Le Mans- Bugatti circuit) but tyre wear is relatively low. More than 8 500 Michelin tyres trucked to Le Mans The crew of the N°7 Toyota describes the 800 unique challenge square metres of covered workshop space and atmosphere of the Le Mans 24 Hours. 1,100 square metres of covered storage space A staff of 105 THE 2018 LE MANS 24 HOURS Jérôme mondain Endurance Racing Manager, Michelin Motorsport TIMETABLE We work hard with our manufacturer partners to prepare for the Le Mans 24 Hours, yet we are unable to test at the track itself because it is not a SUNDAY, JUNE 10 permanent facility. -

2017 Fia Central European Zone Championships
2017 FIA CENTRAL EUROPEAN ZONE CHAMPIONSHIPS (REGULATIONS, CALENDAR) CEZ Championship Regulations 2017 vers20170214 Page 1 of 21 2017 FIA CENTRAL EUROPEAN ZONE CHAMPIONSHIP Art.1 General Conditions 1.1 General Provisions According to article 23-B-4 of the FIA Statutes the World Council (for Karting the CIK/FIA) accepted a Central European Zone. The Zone will be made up of the following countries: Albania, Austria, Bosnia- Herzegovina, Croatia, Czech Republic, Hungary, Italy, Kosovo, Macedonia, Montenegro, Poland, Serbia, Slovenia and Slovakia (to be mentioned as Zone-Countries). In 2017 there will be announced Zone-Championships in Autocross, Circuit Racing (also for historic cars), Endurance, Cross-Country, Hill-Climb (also for historic cars), Karting, Rally (also for historic cars), Rallycross and Slalom, reserved for drivers holding a valid national or international licence issued by one of the ASNs belonging to the zone. The starting permission for abroad is not obligatory. The Zone-Championship-events are listed in Art. 14. For every discipline a maximum of 14 events will be listed in the calendar (one per member-ASN). The final decision about the number of events counting to the Championship will be taken by the board of the FIA-CEZ-countries. If not all ASNs enter events for a Championship, the Zone-board will decide upon the events to fill up to the max. number of 14, respecting the following: • If ASNs enter only events for a max. of 2 disciplines, the board may accept one additional event from these ASNs in these discipline-Championships. • If there are less than 10 events entered then all ASNs may forward a 2nd event for that Championship – following the CEZ-board will finally decide which of these events will be accepted to a max.