General Operating Procedure for Road Steam Engines
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Diesel and Fuel-Oil Engines
HdiiUiiat uuioTAt* VI i nPicrence moK not to do AUG 2 ^ : , CuKCH JlUili lilO L, iDi slil CS102E-42 Jf' Engines, Diese! and fuei-oil (export classifications) U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director DIESEL AND FUEL-OIL ENGINES (Export Classifications) COMMERCIAL STANDARD CS102E-42 Effective Date for New Production from October 30, 1942 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1942 For sale by the Superintendent of Documents, Washington, D. C. Price 10 cents . U. S. Department of Commerce National Bureau of Standard? PROMULGATION of COMMERCIAL STANDARD CS102E-42 for DIESEL AND FUEL-OIL ENGINES (Export Classifications) On January 30, 1942, at the instance of the Diesel Engine Manu- facturers’ Association, a conference of representative manufacturers adopted a recommended commercial standard for Diesel and fuel -oil engines (export classifications). Those concerned have since accepted and approved the standard as shown herein for promulgation by the U. S. Department of Commerce, through the National Bureau of Standards. The standard is effective for new production from October 30, 1942. Promulgation recommended I. J. Fairchild, Chieff Division of Trade Standards, Promulgated. Lyman J. Briggs, Director^ National Bureau of Standards, Promulgation approved. Jesse H. Jones, Secretary of Commerce. II DIESEL AND FUEL-OIL ENGINES (Export Classifications) COMMERCIAL STANDARD CS102E-42 PARTS Page 1. Nomenclature and definitions.. ' 1 2. Slow- and medium-speed stationary Diesel engines 7 3. Slow- and medium-speed marine Diesel engines 13 4. Small, medium- and high-speed stationary, marine, and portable Diesel engines 19 5. -

Absolute Auction Complete Liquidation by Order of Trustee
ABSOLUTE AUCTION COMPLETE LIQUIDATION BY ORDER OF TRUSTEE `04 BERCO RTM225A-BS WEDNESDAY, DECEMBER 5, 2012 9:00 AM Altoona-Beasley Altoona, Pennsylvania Manufacturing, Inc. 1440 COWPATH RD. • HATFIELD, PA 19440 `00 BERCO 225A-40 `03 SERDI 100HD `04 FORD F-550XL SUPER DUTY 215/361-9099 • Fax: 215/361-9212 www.hunyady.com PRE-SORTED FIRST CLASS MAIL US POSTAGE PAID HAVERTOWN, PA PERMIT #45 ABSOLUTE AUCTION Altoona-Beasley Manufacturing, Inc. Notice: Pursuant to U.S. Bankruptcy Court Case #10-71091 and by Order of Trustee all equipment assets formerly owned and operated by Altoona-Beasley Manufacturing, Inc. shall be liquidated. All items must sell to the highest bidder without minimums, reserves, or buyer’s premiums! Location: The auction will be held at the Altoona-Beasley facility at 210 East Plank Road, Altoona, Pennsylvania 16602 Dismantlement and Loadout: Certain machines will be required to be dismantled and loaded out by a qualified rigger for safety purposes. Loadout fees will be added to the purchaser’s invoice. One rigger will be selected and must be used. No other contractors will be permitted. Individual fees will be published in the sale day catalog. Items not requiring professional rigging will be loaded by the auction company at no charge! Sale Site Directions: FROM INTERSTATE 99 SOUTH BOUND: Exit #32 (Frankstown Road) End of ramp at traffic light turn left onto Frankstown Road. Proceed to second traffic light and turn left onto Plank Road. Sale site will be on immediate right. FROM INTERSTATE 99 NORTH BOUND: Exit #32 (Frankstown Road) End of ramp at traffic light turn right onto Frankstown Road. -

Portable Diesel IC Engine
SAN DIEGO AIR POLLUTION CONTROL DISTRICT 10124 OLD GROVE ROAD, SAN DIEGO, CA 92131-1649 PHONE (858) 586-2600 • FAX (858) 586-2601 CERTIFICATE OF COMPLIANCE & San Diego APCD Use Only CERTIFICATE OF REGISTRATION APP/Reg. No.: RULE 12.1 ID No.: BEC/FS: APCD2019-CON-001560/34X Existing P/O No.: Portable Diesel Internal Combustion (New) for Emergency or Low Use Only Name of Owner (DBA): Legal Owner (if different from DBA): Equipment Description: Year: Manufacturer: Model No.: Serial No.: HP Rating: Type of Fuel: : Engine Use: ☐Emergency Engine or ☐Low-Use Engine (less than 200 hours per year) I, ________________________ , certify that I will be in compliance with all applicable District Rules and Regulations and the following conditions: (Print or type name) 1. If designated as an Emergency Engine in the above equipment description, the engine shall be operated exclusively in emergency applications except for up to 50 hours per year for maintenance and testing. If designated as a Low-Use Engine in the above equipment description, the engine shall be operated 200 hours or less each calendar year. (17CCR 93116) 2. Emissions from each registered engine shall not exceed 100 pounds of oxides of nitrogen (NOx) during any one day. [Rule 12.1(d)(1)] 3. An engine or equipment unit shall be configured and operated so as to meet the definition of a portable emission unit as defined in Rule 12.1. An engine's and/or equipment unit's certificate of registration shall be invalid when such equipment is used as an integral part of the operation of a stationary source or to supplement or expand the stationary source's operation. -

16425- Portable Generators
MDWASD 12/2006 SECTION 16425 PORTABLE ENGINE-GENERATOR SETS PART 1 - GENERAL 1.01 REQUIREMENT Furnish and install a portable engine-generator system for use during periods of interruption of normal electrical service. 1.02 SUBMITTALS The Contractor shall submit all applicable submittals listed in Section 16420. 1.03 QUALITY ASSURANCE A. In the best interest of the Miami-Dade Water and Sewer Department, the supplier of this equipment shall maintain a full-time "in-house" parts and service organization within 50 miles of the job site. Equipment offered by those who do not have an "in house" parts and service organization and who depend on others to provide services shall not be considered. This supplier shall have his name, address and telephone number clearly and visibly located on all equipment. Service shall be available on a 24-hour/7-day a week basis. B. The supplier of the equipment shall provide information and/or supervision required for the proper installation of the equipment, testing of equipment and training of operating personnel. C. All components shall bear UL labels. D. The stand-by system, including the generator set and associated controls shall be designed, fabricated, tested and furnished by one manufacturer to assure one source of responsibility. The manufacturer shall have been regularly engaged in the production of engine-alternator sets and associated controls for a minimum of five years and shall manufacture either the engine, or the generator or both. 1.04 GUARANTEE The equipment furnished under this Specification shall be new, unused, of the latest design. The generator set, associated controls, and automatic load transfer switch shall be warranted for a minimum of five years or 1,500 operating hours whichever comes first. -
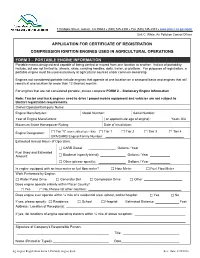
PORTABLE ENGINE INFORMATION Portable Means Designed and Capable of Being Carried Or Moved from One Location to Another
110 Maple Street, Auburn, CA 95603 (530) 745-2330 Fax (530) 745-2373 www.placer.ca.gov/apcd Erik C. White, Air Pollution Control Officer APPLICATION FOR CERTIFICATE OF REGISTRATION COMPRESSION IGNITION ENGINES USED IN AGRICULTURAL OPERATIONS FORM 3 – PORTABLE ENGINE INFORMATION Portable means designed and capable of being carried or moved from one location to another. Indicia of portability include, but are not limited to, wheels, skids, carrying handles, dolly, trailer, or platform. For purposes of registration, a portable engine must be used exclusively at agricultural sources under common ownership. Engines not considered portable include engines that operate at one location on a seasonal basis and engines that will remain at one location for more than 12 (twelve) months. For engines that are not considered portable, please complete FORM 2 – Stationary Engine Information Note: Tractor and truck engines used to drive / propel mobile equipment and vehicles are not subject to District registration requirements. Owner/Operator/Company Name: Engine Manufacturer: Model Number: Serial Number: Year of Engine Manufacture: ( or approximate age of engine) : Years Old Maximum Brake Horsepower Rating: Date of Installation: Tier “0” (non-certified / pre-1996) Tier 1 Tier 2 Tier 3 Tier 4 Engine Designation: ⃞ ⃞ ⃞ ⃞ ⃞ EPA/CARB Engine Family Number: ___________________________________________ Estimated Annual Hours of Operation: ⃞ CARB Diesel _______________ Gallons / Year Fuel Used and Estimated Amount: ⃞ Biodiesel (specify blend): ______________ -

Guide to Off-Road Vehicle & Equipment Regulations
Guide to Off-Road Vehicle & Equipment Regulations The California Air Resources Board (CARB) is actively enforcing off-road diesel and large spark-ignition engine vehicle and equipment regulations in support of California’s clean air goals. Enforcement of clean off-road vehicle rules provides a level playing field for those who have already done their part and are in compliance. If your fleet does not meet state clean air laws, you could be subject to fines. This booklet provides basic information and resources to help take the guesswork out of California’s clean off-road vehicle and equipment requirements. This booklet is not comprehensive of all CARB regulations that an off-road fleet may be subject to, but provides basic information specific to the following: • Regulation for In-Use Off-Road Diesel-Fueled Fleets • Large Spark-Ignition Engine Fleet Requirements Regulation • Portable Equipment Registration Program DISCLAIMER While this booklet is intended to assist vehicle owners with their compliance efforts, it is the sole responsibility of fleets to ensure compliance with applicable regulations. For more information or assistance with compliance options, visit arb.ca.gov/offroadzone, call the toll-free hotline at (877) 59DOORS (877-593-6677), or email at [email protected]. Table of Contents What off-road vehicle and equipment rules may apply to you? 1 Regulation for In-Use Off-Road Diesel-Fueled Fleets 2 Basic Reporting 3 Reporting – Initial & Annual 3 Labeling 3 Emission Performance Compliance Options 4 Meeting the Fleet Average Target -
Steam Engines of Which We Have Any Knowledge Were
A T H OROUGH AND PR ACT I CAL PR ESENT AT I ON OF MODER N ST EAM ENGI NE PR ACT I CE LLEWELLY DY N . I U M . E . V i P O F S S O O F X P M L G G P U DU U V S Y R E R E ERI ENTA EN INEERIN , R E NI ER IT AM ERICAN S O CIETY O F M ECH ANI C A L EN G INEERS I LL US T RA T ED AM ER ICA N T ECH N ICA L SOCIET Y C H ICAGO 19 17 CO PY GH 19 12 19 17 B Y RI T , , , AM ER ICA N T ECH N ICAL SOCIET Y CO PY RIG H TE D IN G REAT B RITAI N A L L RIGH TS RE S ERV E D 4 8 1 8 9 6 "GI. A INT RO DUCT IO N n m n ne w e e b e the ma es o ss H E moder stea e gi , h th r it j tic C rli , which so silently o pe rates the m assive e le ctric generators in f r mun a owe an s o r the an o o mo e w one o ou icip l p r pl t , gi t l c tiv hich t m es an o u omman s our uns n e pulls the Limited a sixty il h r , c d ti t d n And t e e m o emen is so f ee and e fe in admiratio . -

Glorious Trains Tuesday 17Th April 2018 at 10:00 Viewing: Monday 16Th April 1018 10:00-16:00 Morning of Auction from 9:00 Otherwise by Appointment
Hugo Marsh Neil Thomas Plant (Director) Shuttleworth (Director) (Director) Glorious Trains Tuesday 17th April 2018 at 10:00 Viewing: Monday 16th April 1018 10:00-16:00 Morning of auction from 9:00 Otherwise by appointment Saleroom One 81 Greenham Business Park NEWBURY RG19 6HW Telephone: 01635 580595 Fax: 0871 714 6905 Bob Leggett Graham Bilbe Email: [email protected] Toys, Trains & Trains Figures www.specialauctionservices.com Bid Here Without Being Here All you need is your computer and an internet connection and you can make real-time bids in real-world auctions at the-saleroom.com. You don’t have to be a computer whizz. All you have to do is visit www.the-saleroom.com and register to bid - its just like being in the auction room. A live audio feed means you hear the auctioneer the auctioneer at exactly the same time as other bidder. You see the lots on your computer screen as they appear in the auction room, and the auctioneer is aware of your bids the moment you make them. Just register and click to bid! Order of Auction Tri-ang TT Gauge 1-13 Tri-ang Hornby OO Gauge 14-21 Hornby OO Gauge 22-63 Lima OO Gauge 64-66 Bachmann 67-79 Hornby-Dublo 80-127 Wrenn OO Gauge 128-151 Trix OO/ HO Gauge 152-158 Other OO Gauge 159-172 Kitbuilt OO Gauge 173-202 HO Gauge 203-311 Railway Collectables 312-324 Railway Pictures 325-336 Toy & Floor Trains 337-360 Hornby O Gauge 361-427 Bassett Lowke O Gauge 428-440 Finescale O Gauge 441-562 Other O Gauge 563-656 Gauge I 657-692 LGB 693-738 Wide Gauges & Live Steam 739-766 Swiss Collection 767-776 Lot 1 Lot 42 Buyers Premium: 15% plus Value Added Tax making a total of 18% of the Hammer Price Internet Buyers Premium: 18% plus Value Added Tax making a total of 21.6% of the Hammer Price 2 www.specialauctionservices.com TRI-ANG TT GAUGE 9. -
Steam Engine Collection
STEAM ENGINE COLLECTION The New England Museum of Wireless And Steam Frenchtown Road ~ East Greenwich, R.I. International Mechanical Engineering Heritage Collection Designated September 12, 1992 The American Society of Mechanical Engineers INTRODUCTION It has been said that an operating steam engine is ‘visual music’. The New England Museum of Wireless and Steam provides the steam engine enthusiast, the mechanical engineer and the public at large with an opportunity to experience the ‘music’ when the engines are in steam. At the same time they can appreciate the engineering skills of those who designed the engines. The New England Museum of Wireless and Steam is unusual among museums in its focus on one aspect of mechanical engineering history, namely, the history of the steam engine. It is especially rich in engines manufactured in Rhode Island, a state which has had an influence on the history of the steam engine in the United States out of all proportion to its size and population. Many of the great names in the design and manufacture of steam engines received their training in Rhode Island, most particularly in the shops of the Corliss Steam Engine Co. in Providence. George H. Corliss, an important contributor to steam engine technology, founded his company in Providence in 1846. Engines that used his patent valve gear were built in large numbers by the Corliss company, and by others, both in the United States and abroad, either under license or in various modified forms once the Corliss patent expired in 1870. The New England Museum of Wireless and Steam is particularly fortunate in preserving an example of a Corliss engine built by the Corliss Steam Engine Company. -
Operating Instructions for Live Steam Traction Engines/Wagons
Page 1 of 21 Station road steam Locomotive builders ● Workshop services www.stationroadsteam.com Unit 16-17 Moorlands Trading Estate ● Metheringham ● Lincolnshire ● LN4 3HX ● England Tel +44 (0)1526 328772 email: [email protected] 7 ¼ inch gauge 0-4-0 “STAFFORD” Operating instructions & Boiler paperwork Station Road Steam Ltd ● Company number 04496691 Tel +44 (0)1526 328772 ● email [email protected] Page 2 of 21 1. Introduction ”Stafford” is a large, robustly-engineered locomotive which, whilst not intended as a scale model, is based on typical industrial engine practice of the early twentieth century. Our aim has been to produce a powerful engine which is reliable and easy to maintain. The engine weighs 430 pounds and requires careful handling to avoid injury – mechanical handling, using a hydraulic lifting bench and ramps etc is highly recommended, the engine cannot easily be handled or lifted manually. Terms used in this manual Throughout this manual, right hand means the right hand side of the engine from the driver's point of view – so, for example, the reversing lever is on the right hand side, the brake handle on the left. 2. The new engine Your new engine will be delivered assembled, tested and ready to run. It will have been run on compressed air in our workshop to check valve setting then steamed prior to despatch to check operation of injectors and the safety valve. 3. Controls The engine controls are as follows: Regulator on right of fountain, opens counter-clockwise, closes clockwise Injector steam valves -

Instruction Manual - D&RGW K-27 Live Steam
Instruction Manual - D&RGW K-27 Live Steam ACCUCRAFT TRAINS 33268 Central Avenue Union City, CA 94587 Tel: (510) 324-3399 Fax: (510) 324-3366 [email protected] D&RGW K-27 2-8-2 #463 Instruction Manual - D&RGW K-27 Live Steam Introduction This locomotive is a model of a K-27, one of fifteen ordered by the Denver & Rio Grande Western Railroad in 1902 and delivered in 1903. The Rio Grande numbered them Nº 450 through Nº 464. The “K” designation was the Rio Grandeʼs code for a Mikado, or 2-8-2. The “27” referred to the locomotiveʼs tractive effort, in this case 27,000 pounds. Only two K-27s remain today, one in Michigan, running on the Huckleberry Railroad, and one running on the famous Cumbres & Toltec line in Northern New Mexico/Southern Colorado. Operating a model live-steam locomotive is much different from running an electrically powered engine. It is a more hands-on, interactive experience. The locomotive must be periodically fueled, oiled, and watered. As supplied, the K-27 is manually controlled, which means that you must actually drive the locomotive using the controls in the cab, just as you would a full-size engine. The performance of the engine is also unlike electric locomotives. The K-27 should pull a dozen or more standard-size freight cars on good, level track. Grades and sharp curves will diminish its capability. A good engineer will learn the engineʼs characteristics and idiosyncra- sies over time, to get the best performance and longest duration from it. -

Steam Handbook
Products Solutions Services Steam Handbook An introduction to steam generation and distribution 1 Steam Handbook An introduction to steam generation and distribution Dr. Ian Roberts Phillip Stoor Michael Carr Dr. Rainer Höcker Oliver Seifert 2 Endress+Hauser – Steam Handbook Impressum Publisher Endress+Hauser Flowtec AG, CH-4153 Reinach/BL Editor in chief Thomas Stauss Editorial team Michael Carr, Dr. Rainer Höcker, Dr. Ian Roberts, Romeo Rocchetti, Oliver Seifert, Thomas Stauss, Phillip Stoor Illustrations Kodotec (Lörrach, Germany) Layout, set Beatrice Meyer Steam Handbook, 1st Edition 2017 © Copyright 2017 by: Endress+Hauser Flowtec AG, CH-4153 Reinach/BL All rights reserved. This work is copyright protected in its entirety. All use in breach of copyright laws without the express permission of the publisher is forbidden. Duplication, translation, microfilming, storage and processing in any form of electronic media is prohibited. 3 Contents 5 Foreword 37 How steam moves 5 What this document is about? (simple explanation) 5 Who this document is for? 5 How to use the document? 41 On the motion of steam (detailed explanation) 7 A short history of 55 Some hazards of steam boiler designs 55 Boiling liquid expanding vapor explosion (BLEVE) 11 Why use steam? 56 Column collapse water hammer 11 What is steam used for? 59 Sub-cooled condensate induced 12 Where is steam used? water hammer 61 Flash steam explosion 13 A generic steam system 61 Overpressure in the distribution system 17 Types of industrial 61 Overpressure (inside a pressure vessel)